
One of the main components that influence the performance of machining operations is the helix angle. This angle determines the angle of the blade when cutting into the material on the spindle’s rotation. A larger helix angle creates smoother transitions when getting to the required axial depth of cut. It is important to consider helix angles when working with different materials.
Here, we are going to explain what a helix angle is, its advantages and disadvantages, the way to calculate it, the difference between helix angles and lead angles, and which helix angles are suitable for certain applications.
What Is A Helix and Helix Angle?
A helix can be simply explained that a type of three-dimensional curve that coils around a straight line. It’s commonly found in our daily life. You can find it easily in a screw, a helical gear, or a worm gear. Other places you might see are springs, like the one in your scales, or the suspension in your bike or car, or in a clickable ballpoint pen.
The helix angle is the angle between the helix and an axis line on the outside of the circular cylinder or cone, and is measured in degrees. It is distinct from the lead angle, which is measured with reference to a line perpendicular to the axis. The helix angle is the complementary angle of the lead angle.
Geometric Features of A Helix
- Direction: A helix is a 3-dimensional shape that spirals around an axis.
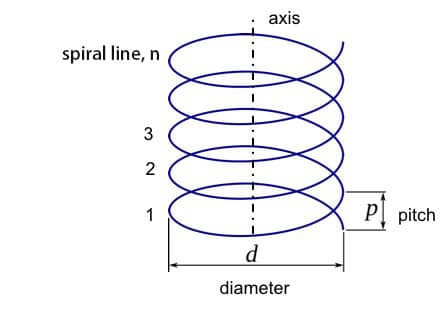
- Spiral Line: A helix is made up of a continuous, winding line that wraps around a central point.
- Axis of Symmetry: The central point around which the helix winds is known as the axis of symmetry.
- Pitch: Pitch is the measure of how quickly the helix winds around the axis and how far apart the coils are from each other.
- Radius: The radius of a helix is the distance from the axis of symmetry to the winding line of the helix.
- Circumference: The circumference of a helix is the distance around the outside of the helix.
What Is Helix Angle In Cutting Tools?
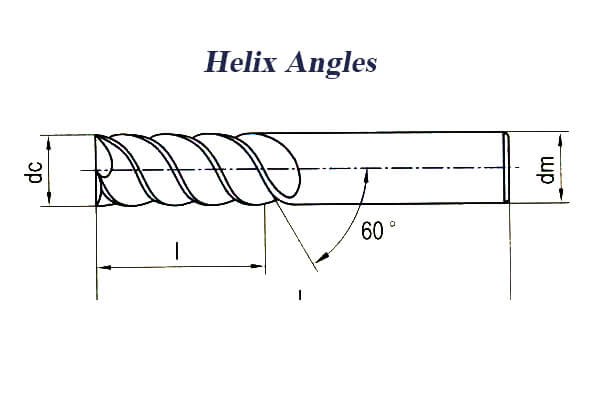
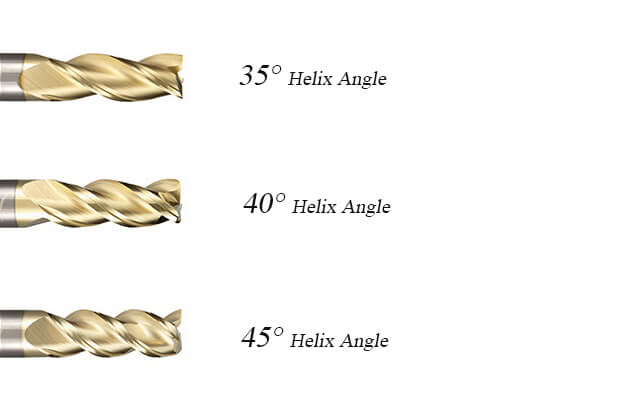
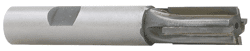
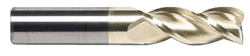
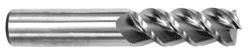
Many cutting tools have a helical shape, such as helical drills and helical end mills. The angle of the cutting edges is equivalent to the helix angle of the tool. The image below illustrates the helix on a cutting tool.
An angle between 30°-40° is usually recommended for most end mills and is considered ideal in terms of the balance between all related factors. However, the optimal angle might vary depending on the application.
Even a small change in the angle can cause a considerable difference in the performance of a cutting tool. It is therefore important for engineering and machine operators to be aware of the implications different helix angles may have on machining results.
Helix Angle Formula/How to Calculate Helix Angle
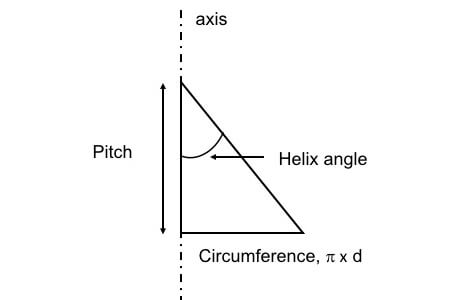
The helix angle, when associated with screws, can be calculated by taking the section of the screw and representing it as a right triangle, so that its angle can be determined. Note that the concept is similar to most mechanical applications of helix angles while the term refers directly to screws.
If a single turn of the helix is unwound, it can be seen as the circumference of a circle with a diameter of d. The helix angle is then the angle between this circumference and the pitch of the helix.
This is mathematically calculated as:

Or
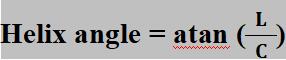
Where:
L= the Lead of Screw: the distance the nut moves in one revolution of the screw.
rm: the radius of the screw thread or gear is a value that must be determined in order to identify the Circumference of Screw, which is done by measuring the diameter of the screw and multiplying the result by pi.
Note: The atan or arc tangent function is used to calculate the angle in radians for which the tangent of that angle is equal to a given value, which is the inverse of the Tan function.
High vs. Low Helix Angles
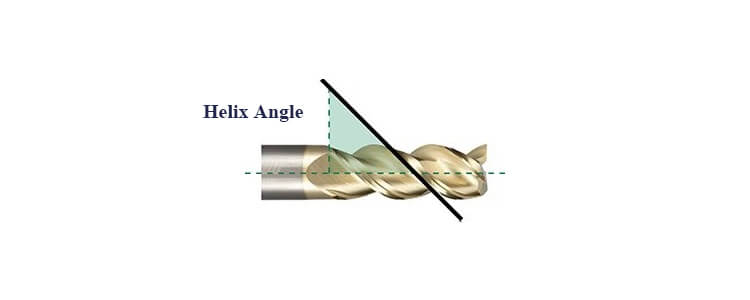
The helix angle of a cutting tool is determined by the angle formed between the centerline of the tool and a line tangent to the cutting edge. This factor has a considerable impact on the cutting forces, rate of material removal, chip evacuation, and surface finish.
Generally speaking, when the helix angle is greater than 40°, the cutting edge wraps around the tool at a more accelerated rate. Conversely, an angle of less than 40° provides a slower wrap.
As the helix angle increases, the length of engagement along the cutting edge will also decrease. As such, there are pros and cons to using both slow and high helix angles that must be considered when machining a part.
Pros & Cons of Low & High Helix Angles
| Low Helix Angles (<40°) | High Helix Angels (>40°) | |
| Benefits | Reduced Lifting: The slow helix reduces the risk of the piece rising off the worktable in settings with less stability. Larger Chip Evacuation: The slow helix allows the tool to take out a large amount of material, making it an ideal choice for aggressive machining. Increased Strength: With a more robust core, this tool is able to better withstand the pressure that would normally cause it to become deformed. | Better Surface Finish: The lower radial forces, in combination with the higher helix angle, will lead to a more effective shearing action that will grant a better surface finish. Effective Evacuation of Chips: A higher helix angle will decrease the length of cutting-edge engagement, which in turn will result in the effective evacuation of chips. Lower Radial Force: Allow for quieter and smoother operation, as well as a decreased amount of deflection and enhanced stability when in use for thin wall applications. |
| Drawbacks | Slower Feed Rate: The power generated by the slow helix requires it to be used at a slower rate than other end mills. Rough Finish: Due to the slow helix end mill’s inability to effectively move away chips, its final product is often of lower quality. | Thinner Teeth: A higher helix angle will lead to thinner teeth. Increased Risk of Deflection: The thinner teeth of the higher helix tool increases the likelihood of deflection, which will limit the speed at which the tool can be operated. Poor Finish Quality or Tool Failure: If not managed carefully, too much deflection can lead to poor finish quality and even potentially a tool failure. |
Applications of Helix Angles
1. Helical gear
The helix angle found in helical and worm gears is determined by the standard pitch circle unless otherwise stated. This angle typically has a magnitude ranging between 15 to 30 degrees for helical gears, with 45 degrees being the upper limit for safe operation. The angle can be cut as a right-hand or left-hand orientation and when two helical gears are arranged in parallel, they have to have the same magnitude and opposite direction.
2. Worm gear
Worm gears have a similar design to helical gear seats, however the shafts are perpendicular. In this scenario, the helix angle of the worm gears meshes with the lead angle of the worm gear.
Learn more about our Gear Manufacturing capablities
3. Screw
The helix angle is a very important component of mechanical engineering applications and systems that involve power transmission and change of motion. Some common applications are outlined as follows:
A single helical groove is cut into a screw-stock cylinder which is known as a single-thread screw. Additionally, a double-thread screw may be made by cutting two helical grooves with the same helix angle, the second being placed in the uncut material between the grooves of the first. In certain circumstances, more complex screws with triple and quadruple threads can be formed. The helix angle can be either right-hand or left-hand and it is necessary to compute torque in power screw applications.
The following formula can be used to calculate the maximum efficiency for a screw:
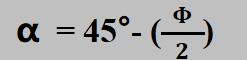
Where,
- α is helix angle
- ф is the friction angle
- ηmax is the maximum efficiency
The efficiency of a power screw is dependent on the helix angle as well as the friction of the interacting screw and nut; it can be plotted versus the helix angle, with the most efficient angle lying between 40 and 45 degrees. However, a reasonable outcome is still achieved when the angle is above 15°. Because of the difficulty of forming threads with an angle greater than 30°, these are rarely used. Moreover, the friction angle becomes smaller than the helix angle when the angle is above 30°, which causes the nut to cease being self-locking and the mechanical advantage to disappear.

Learn more about our CNC Screw Machining Services
Considerations for Selecting the Right Helix Angle For Machining
An experienced engineer/machinist is well aware of the tools that are best suited for various specific operations. The helix angle is an essential factor to consider when choosing the right tool for a job. In the following, some conditions are discussed, in which knowledge of the helix angle can aid in the decision-making process.
1. Tool Life
There is one downside to employing a tool with high helix flutes: the core of the cutter is much thinner, thus exacerbating the tool’s weak core strength and decreasing its life expectancy. On the other hand, having a low helix is also not beneficial for tool life, as it can cause issues in the form of build-up of heat and impact loading due to interrupted cuts, in addition to possible material build-up on the cutting edges from inadequate chip evacuation.
2. Productivity Requirements
The influence of the helix on the rate of material removal was previously discussed. If a large quantity of material is to be removed quickly, it is preferable to select a tool with a low helix angle.
Compensatory measures can be employed to lessen the negative consequences of a low helix. As an illustration, a tool with a high helix can be used for the last pass to attain a smooth finish.
3.Thin Walls/Floors
Thin walls and thin floors can bend and twist easily under the forces generated during the cutting process. For walls, the radial force is responsible for deformation, whereas for floors, the axial force is the most important.
Machinists can make the proper tooling solution with a deliberate decision as the helix angle has a direct effect on both of these forces. As an example, when machining a thin wall, they may choose to use a tool with a high helix to reduce radial forces and achieve a fine finish.
4. Pocketing
When performing pocketing, it is important to be mindful of effective chip management. Chips left in the cutting region can be highly detrimental to both the tool and the part’s quality. A high helix enlarges chip evacuation and consequently is ideal for pocketing/slotting-type tasks.
Cutting Various Materials with Different Helix Angles
When selecting the appropriate helix angle for machining, the type of material must be taken into account.
Overview of Carbide End Mill Helix Angle
| Helix Angle | Workpiece Materials (Recommended) | Example |
|---|---|---|
| 0° | This angle is ideal for abrasive plastic, short chipping materials, epoxy-based synthetic materials, brass, copper, fiberglass. |
 |
| 30° | A 30° helix end mill is a good option when milling steels, cast irons, free machining stainless steels and tougher applications. |
 |
| 35°-40°* | For machining low carbon steels, stainless steels, and heat resistant super alloys, 35°-40° helix end mills are best. |
 |
| 37°-45° | 37°-45° helix end mills are the go-to for milling non-ferrous soft materials, like aluminum, copper, and plastics. |
 |
| 60° | For specific applications and higher feed rates with better finishes, try a 60° helix end mill. |
 |
| Variable | Variable helix end mills, the top choice for production or high-performance machining. |
 |
*For materials that are difficult to machine like stainless steels and HRSA, utilize a higher helix angle.
Conclusion
When a machinist selects tools for his application, they must take into consideration a few different factors, such as the material they are cutting, the acceptable run times, and the required finish. Moreover, the helix angle of each tool needs to be taken into account in order to ensure that the right amount of cutting is done. If the helix angle is too high for the job, it will lead to decreased tool life; and if the helix angle is too low, it can cause poor finishes and chattering. Thus, it is imperative for a machinist to consider the helix angle of the cutting tools they use and how it affects the efficiency and quality of the application.
Your Most Effective Tools and Manufacturing Solution Supplier – Runsom Precision
Runsom Precision is a top-notch CNC machining services provider. Our experienced professionals are knowledgeable in the most up-to-date processes and use the most effective tools and equipment to create exceptionally precise machined components.
If you require expedited turnaround times, we are the optimal choice. Our expertise and attention to detail guarantee that you will receive the highest quality of service. Request a quote now!
Other Articles You May be Interested in: