
It is essential to understand the surface roughness chart and the significance it has on the performance and longevity of the product. Too much roughness can cause excessive friction, leading to breaks and corrosion which will ultimately damage the material. On the other hand, there is a level of roughness that is necessary for adhesion. Therefore, it is important to never leave surface finish to assumption. If you think surface finish is important for your product, this guide can help.
What Is Surface Finish?
Surface finish is a term that describes the texture, shape, and other properties of the surface of a manufactured object. It is often used to refer to the roughness of a surface, which is typically measured with a profilometer. It can also refer to how the surface was treated, such as machining, grinding, or sanding. The surface finish of an object affects its visual appeal, as well as its performance in terms of friction, wear, and heat transfer. It is also related to the manufacturability of an object, as some types of surface finishes are easier to achieve than others.
Surface finish is a critical part of the production process, as it can affect the performance of critical parts and components. It simply describes the complete texture of a part’s surface, and it’s defined by three characteristics:
- Lay
- Waviness
- Surface roughness
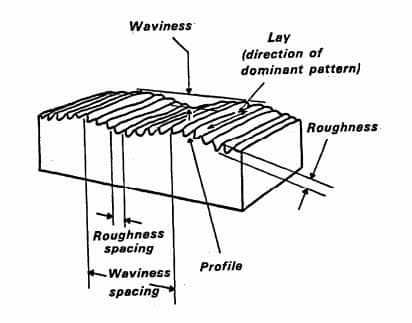
Lay indicates the dominant surface pattern and the direction that the pattern takes. Depending on the manufacturing method applied to make the parts, the lay pattern could be crosshatched, circular, vertical, horizontal, or perpendicular.
Waviness refers to a warped surface with a pitch greater than the length of the surface roughness. It describes uneven surfaces that occur periodically at intervals longer than the surface roughness. This is usually caused by machining defects as a result of deformation, chatter, or warping from cooling and heating operations.
Surface roughness is used to measure the total spacing irregularity on the surface of a part. The lower the surface roughness value, the less irregular the surface. So when machinists and engineers talk about “surface finish”, they often mean surface roughness.
Learn more about: A Guide to Surface Finish
Why Does Surface Finish Matter in Engineering Processes?
Surface roughness is an essential factor when determining how a product interacts with its surroundings. The finish of the product can affect its performance and the level of roughness can influence its effectiveness.
Because of this, engineers and manufacturers must keep track of the surface finish. This helps to create consistent processes and reliable products. Additionally, surface measurements help to maintain control of manufacturing, which is very useful in surface engineering.
Different surface finishes have different effects. The easiest way to attain the desired type of finish is to compare it to the surface finish standards. Surface finish can be beneficial in various ways, such as:
- Providing corrosion and chemical resistance
- Improving visual appeal
- Aiding adhesion of coatings and paints
- Reducing surface defects
- Increasing conductivity
- Enhancing strength against wear as well as minimizing friction
Learn more about: Surface Finishes for CNC Machining
Way to Measure Surface Roughness
As mentioned before, a surface has three basic characteristics: lay, waviness, and roughness. Thus, different factors affect the surface geometry. As such, there are several methods for measuring surface roughness, including direct measurement methods, non-contact methods, comparison methods, and in-process methods.
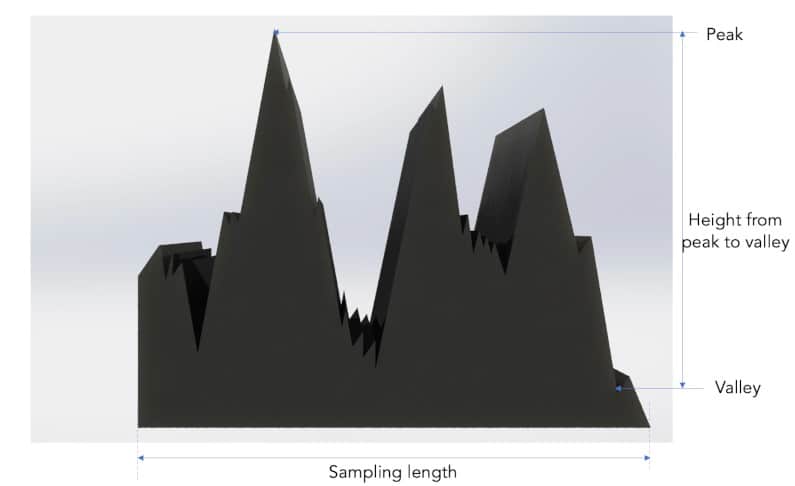
Direct measurement methods involve using a stylus to draw perpendicular to the surface and then using a registered profile to determine roughness parameters.
The picture below shows the cross-section of a machined part with typical surface irregularities. The calculation of the surface roughness of this part is the height of the roughness peaks along its length.
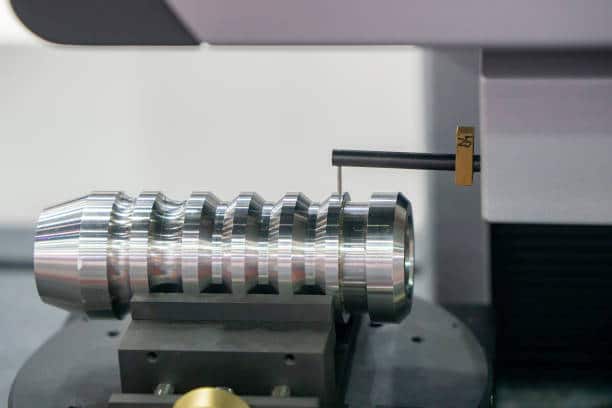
There are several types of quality control equipment used to calculate surface roughness, but the surface roughness meter is typically used by top-notch machine shops. Surface roughness meters feature a stylus (or high-resolution probe) that moves across the target surface at a constant speed in a direction perpendicular to the lay pattern. The meter acquires (and amplifies) the electrical signal to produce greater vertical magnification through a special electrical system.
Non-contact methods use light or sound instead of a stylus, such as optical instruments like white light and confocal.
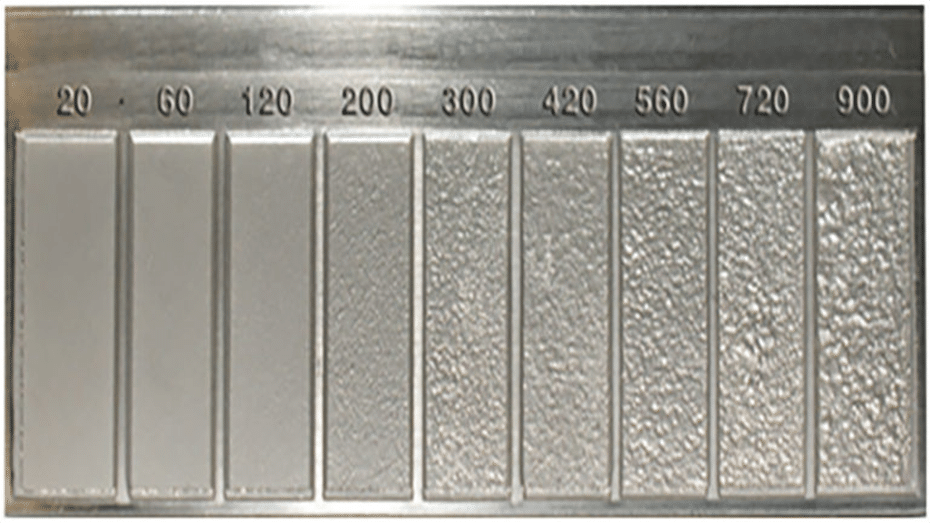
Comparison techniques involve using surface roughness samples generated by the equipment or process and comparing them to surfaces of known roughness parameters.
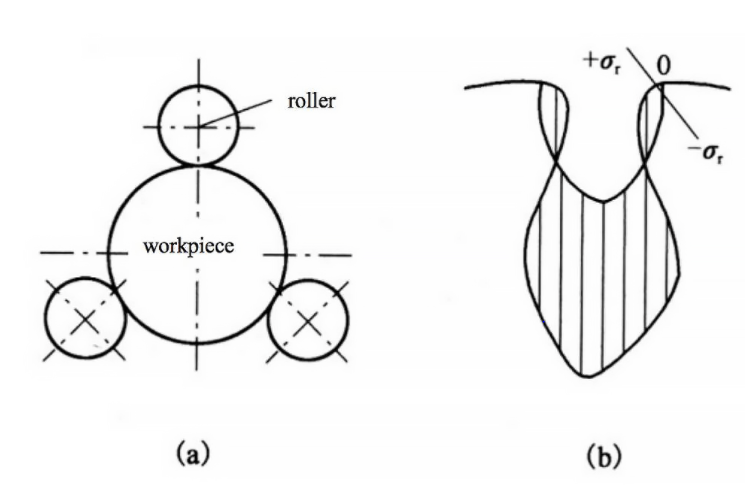
In-process techniques, such as inductance, use magnetic materials to evaluate surface roughness.
Methods for Measuring Surface Roughness
Measuring surface roughness can be done by three different techniques: profiling, area, and microscopy.
- Profiling techniques involve using a high-resolution probe to measure the surface, similar to a phonograph needle in terms of sensitivity.
- Area techniques measure a small area of the surface to provide a statistical average of peaks and troughs. Examples of area techniques include ultrasonic scattering, optical scattering, capacitance probes, and more.
- Microscopy techniques provide qualitative information about peaks and valleys on surfaces by measuring contrasts.
Learn more about: Surface Roughness Parameters for CNC Machining
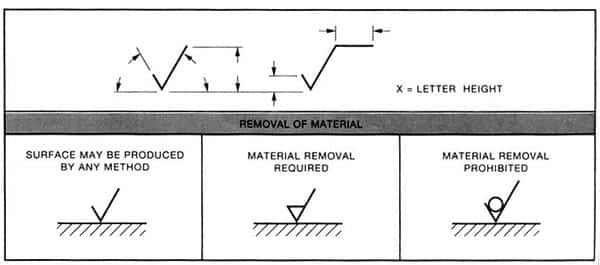
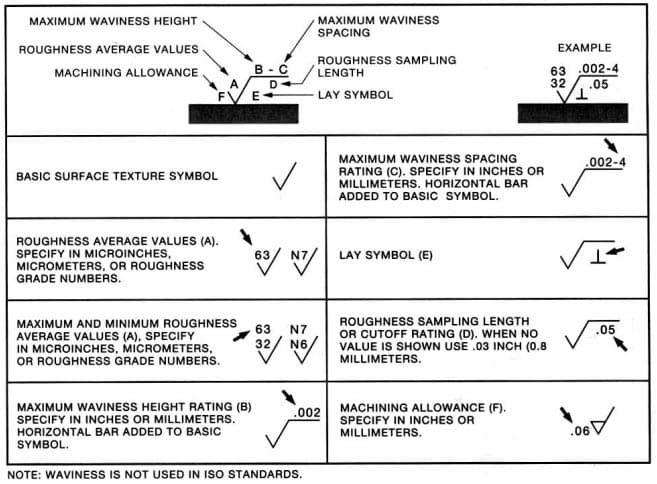
Symbols and Abbreviations in Surface Roughness Chart
There is a variety of symbols and abbreviations simply explaining the parameter for surface finish, such as Ra, Rz, Rq, Rku, Rsk, and more.
Ra (Average Surface Roughness) is a unit for measuring surface finish, and it is also referred to as Center Line Average or Arithmetic Average. It is the average roughness between a roughness profile and the mean line. This is the commonly used parameter for surface finish.
Rmax (Vertical Distance from Peak to Valley) is used to measure anomalies like burrs and scratches, and it is determined by the vertical distance from peak to valley. It is not easy to detect with the Ra surface finish chart.
Rz (Average Maximum Height of the Profile) is the average of the five largest differences between peaks and valleys, and it is measured over five sampling lengths. This helps to reduce errors that Ra is insensitive to.
| Abbreviations | Implication |
| Ra | Average Roughness in micro-meters or micro-inches. Ra is the arithmetic mean deviation of the profile |
| Rc | Mean height of profile irregularities |
| Rku | Kurtosis of the profile |
| Rmax | Maximum roughness depth |
| Rmr | Material Ration of the profile |
| Rp | Max profile peak height |
| Rq | Root mean square deviation of the profile |
| Rsk | Skewness of the profile |
| Rt | Max height of the profile |
| Rv | Max Profile Valley Depth |
| Ry | Max height of the profile |
| Rz | Avg Max height of the profile |
| Rz ISO | Roughness Height |
| RPM | Average max profile peak height |
| RMS | Root Mean Square |
| CLA | Center Line Average |
| Cut-Off Length | Length required for sample |
| N | New ISO (Grade) Scale Numbers |
Surface Roughness Chart
The machining surface finish chart is used as a reference by manufacturers in order to ensure quality in their manufacturing process.
There are different processes for checking machined surface finish charts, it being challenging to select the best one according to the performance of the product. However, the use of the surface finish conversion chart would be the most robust.
Surface Roughness Conversion Chart – Metric and Imperial
Additionally, manufacturers can use the Surface Finish Conversion Chart to compare different roughness scales for manufacturing processes.
The table below converts surface finish or roughness between Ra, Rz, and RMS indicators.
Where:
Ra = Roughness, average in micro-meters & micro-inches
RMS = Root Mean Square in micro-inches
CLA = Center Line average in micro-inches
Rt = Roughness, total in microns
N = New ISO (Grade) Scale numbers
Cut-Off Length =Length required for sample.
| Ra (micrometers) | Ra (microinches) | RMS (microinches) | CLA (N) | Rt (microns) | N | Cut-off Length | |
| in. | mm | ||||||
| 0.025 | 1 | 1.1 | 1 | 0.3 | 1 | 0.003 | 0.08 |
| 0.05 | 2 | 2.2 | 2 | 0.5 | 2 | 0.01 | 0.25 |
| 0.1 | 4 | 4.4 | 4 | 0.8 | 3 | 0.01 | 0.25 |
| 0.2 | 8 | 8.8 | 8 | 1.2 | 4 | 0.01 | 0.25 |
| 0.4 | 16 | 17.6 | 16 | 2.0 | 5 | 0.01 | 0.25 |
| 0.8 | 32 | 32.5 | 32 | 4.0 | 6 | 0.03 | 0.8 |
| 1.6 | 63 | 64.3 | 63 | 8.0 | 7 | 0.03 | 0.8 |
| 3.2 | 125 | 137.5 | 125 | 13 | 8 | 0.1 | 2.5 |
| 6.3 | 250 | 275 | 250 | 25 | 9 | 0.1 | 2.5 |
| 12.5 | 500 | 550 | 500 | 50 | 10 | 0.1 | 2.5 |
| 25.0 | 1000 | 1100 | 1000 | 100 | 11 | 0.3 | 8.0 |
| 50.0 | 2000 | 2200 | 2000 | 200 | 12 | 0.3 | 8.0 |
Surface Roughness Chart Cheat Sheet
Here, this surface finish cheat sheet is provided to help you understand different surface finishes better.
| Micrometers Rating | Microinches Rating | Cause/Description | Applications |
| 25 | 1000 | Low-grade, rough surfaces due to rough forging or saw cutting | Certain unmachined clearance areas |
| 12.5 | 500 | Low-grade, rough surfaces due to heavy cuts and coarse feeds | Clearance surfaces with stress requirements |
| 6.3 | 250 | This surface finish is caused by milling, drilling, grinds, disc grinds, etc. | Clearance surfaces with design permits and stress requirements |
| 3.2 | 125 | The roughest type of surface | Common recommended for parts subject to loads, high stress, and vibration. |
| 1.6 | 63 | Good machine finish | Production under controlled conditions |
| 0.8 | 32 | A high-grade machine finish requires close control | Centerless, cylindrical, or surface grinders. Or products that do not require large loads or continuous motion |
| 0.4 | 16 | High-quality surface created by coarse honing, emery buffing, or lapping | Ideal for applications where smoothness plays important roles |
| 0.2 | 8 | High-quality, fine surface finish made by honing, lapping, or buffing | Applications where packings and rings have to slide across the surface grain |
| 0.1 | 4 | A refined surface produced by honing, lapping, or buffing – the best finish in gauge and instrument works | Used only when there are mandatory design requirements |
| 0.05 0.025 | 2 1 | The most refined surface finish generated through the finest superfinishing, buffing, or honing | Fine and sensitive precision gauge blocks |
Conclusion
Getting exact surface roughness in today’s manufacturing can be expensive and difficult. To achieve the desired results on manufactured parts, the best approach is to use surface finishing operations.
It is important to understand the rate of hardening a material’s surface has in order to achieve the desired finish. If you are looking for quality services at a good price, Runsom is your best option. Our team of experts has the knowledge necessary to meet specific surface finish requirements.
Work with Runsom for Your Surface Finishing Projects
At Runsom, we offer comprehensive inspection reports, so you can be sure of the results you need. We also provide a variety of different finishing processes, including anodizing, electroplating, bead blasting, polishing, brushing, and more.
Our service is top-notch and we will always ensure you get the best results. We have all the necessary tools to make sure you get the most out of your products. Get in touch with us or get a rapid quote for your surface finishing projects, we’re always ready to help.
Other Articles You May be Interested in: