

In engineering, it is widely accepted that all parts are influenced by the environment. The surface of the components contact with the environment directly. The surface of metal often falls prey to corrosion, abrasion, oxidation, and erosion, result to the form vulnerability of metal and reduced potential to withstand functional stresses. So, it stands vital to protect the surface of the equipment to prevent failure.
Typically, surface engineering refers to strengthening and modifying the surface of the metal in multiple ways, in order to improve the chemical composition and morphology of solid metal surfaces. For obtaining the required surface properties, systematic engineering of stress state and organization structure is applied. Therefore, here are some of the metal surface strengthening technologies that offer sustainable results:
Metal Surface Strengthening Technologies
Amid a lot of metal surface strengthening technologies, here are the most fruit-bearing technologies in detail:
- Surface Deformation Strengthening
The process belongs to creating a hardened layer on the surface of the material. Then, the cycle goes on with the help of compression deformation on the metal surface using different mechanical operations like rolling. Meanwhile, the depth of the hardening layer remains 0.15 to 1.5mm. In the deformation hardening layer, the following problems usually occur:
From the organizational structure’s perspective, in the strengthening layer, the crystal lattice distortion is high, along with the density of dislocations. For avoiding these dislocations, alternating stresses are applied that also decrease the thickness of the hardened layer and result in finer sub-grains.
Secondly, the stress state within the metal results in an unbalanced degree of deformation between the inner surface and the outer surface. Thus, when surface layer metal extends towards its outer boundaries, the inner metal layer will hinder it and form a higher macroscopic residual pressure that helps strengthen the layer.
- Shot Peening Strengthening
Shot penning is a process in which the surface of the metal is plastically deformed to form a strengthened layer of a certain thickness. A high-speed projectile stream is used for this purpose. As a result, there is compressive stress on the part’s surface, and an amount of stress can be offset or balanced when the part is under the load to improve the fatigue strength of the part.
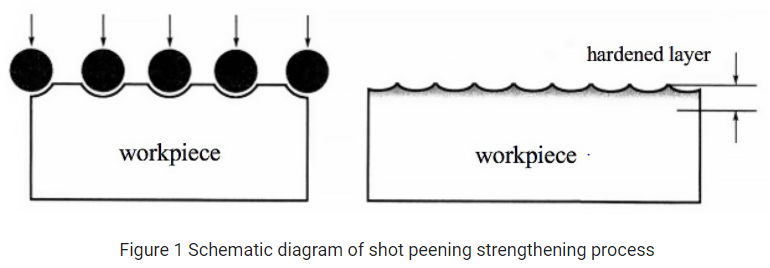
At room temperature, small hard projectiles are sprayed on the surface of the workpiece, and these sprayed projectiles cause elastic and plastic deformation on the surface of the workpiece at its recrystallization temperature. Each steel shot that hits the metal might create a slight indentation on its surface. However, for permanent and convenient depression on the metal surface, stretching is the most feasible solution.
For forming a residual compressive stress layer on the workpiece, numerous depressions overlap. Moreover, shot peening also helps to improve stress corrosion resistance and surface fatigue strength. At the same time, shot peening can also serve as a reliable surface cleaning method that can clean up to 2mm of the surface. Most probably, it is used to remove oxide, corrosion, and old varnish.
Mainly, shot peening is a cold treatment that helps in improving the anti-fatigue qualities of metal parts that remained under high stress for the long term. Compressor blades, aircraft engines, and automotive transmission systems are the perfect example of it. Depending upon projectile speed, shot peening can be divided into ordinary shot peening and supersonic surface shot peening.
Equipment For Shot Peening
Shot peening machines can be divided into pneumatic shot peening machines and mechanical centrifugal shot peening machines. Simultaneously, it can also be categorized based on wet spray and dry spray. The working conditions of dry spray shot peening are not up to the mark. Nevertheless, a wet spray shot peening machine offers much better working circumstances.
Mechanical Centrifugal Shot Peening Machine
This machine offers a high-speed rotation of the blade, and the impeller is accelerated to throw under the action of centrifugal force. However, this type of machine possesses high manufacturing costs and small peening power. Typically, this machine is only suitable for large batches and simpler shapes. The common parts of the machine are:
- Hopper
- Impeller steering
- Impeller
- Jet pipe
- Compressed air
- Projectiles
- Pellet delivery tube
- Nozzles bent on 90o
- Contact blades
Pneumatic Centrifugal Shot Peening Machine
It works with compressed air as a driving force to accelerate a projectile to maximum speed. Then it hits the surface of the workpiece, which is being sprayed. For controlling the intensity of shot peening, the machine can control the air pressure. This machine is suitable to work with a large variety and small batch sizes of complex shapes. The common parts of the device are:
- Shot tank
- Valves
- Piping
- Air filter nozzles
- Valves
- Dust extraction pipe
- Shot pipe, and
- Transfer port
- Surface Rolling Technology
Surface rolling technology is another famous and widely adopted technology used to harden the surface of the material. Rolling balls or rollers squeeze the surface of the metal to create a plastic deformation. That is how it looks like:
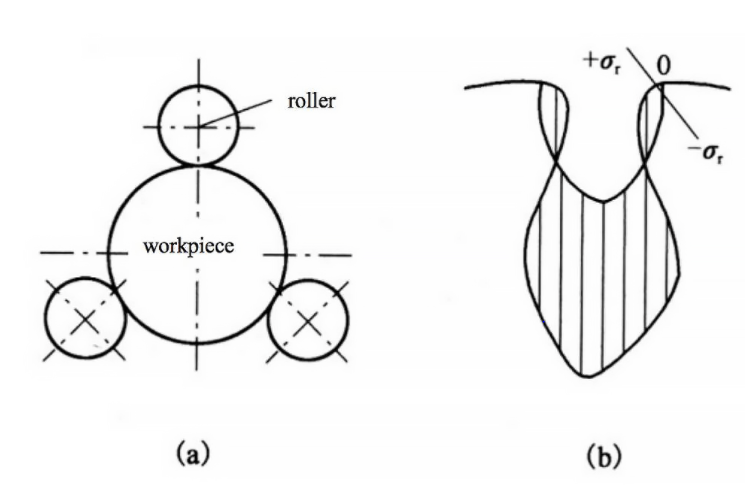
While using surface rolling technology, the layer of the workpiece can be manipulated up to 5mm, in the case when the shape of the workpiece is simple, as it cannot work for parts complicated in forms. This technology has a lot of advantages. For example, it changes the physical appearance of a workpiece without disturbing its chemical composition. Furthermore, it also adopts simple tools and is followed by a straightforward method.
Furthermore, surface rolling technology supports the concept of ‘green technology,’ which produces less waste and minimum pollution. Tensile strength caused by the cutting impact gets also eliminated with surface rolling technology. Due to these benefits, this technology has massively increased in industries and offers many financial services.
Mechanisms
Here are mechanisms backed by the surface rolling technology:
Microstructure Mechanism
There are cutting traces/hints of the tool on the metal surface in the wake of cutting. Typically, the rolling process is a kind of pressure finishing, as the surface of the metal is made to pass through the plastic deformation under the action of the stress. During the process of deformation that happens under the impact of external stress, crystal grains slip gradually while the crystal slips continuously. This movement helps crystals move from soft orientation to rigid orientation.
The persistent dislocation of crystals in the metal adds to its crystal lattice distortion and dislocation density. Consequently, it is not simple to attain local stress concentration to improve fatigue performance.
Surface Quality Mechanism
Surface roughness is the main factor that ascertains the quality of the surface. However, it might be affected by the stress concentration. Due to stress concentration, the surface becomes rough, which offers quite an easiness to form sharp cuts. In the interim, under alternating stresses, the phenomenon of alternating stress is much apparent.
The rolling strengthening is the main factor that produces the plastic flow on the surface of the workpiece. It turns it into the original residual low concave trough by reducing the roughness of the workpiece. In the end, stress concentration and residual tool marks are eliminated. Subsequently, the fatigue life of the workpiece becomes better.
Mechanism of Residual Compressive Stress
In 1930, it was discovered that the action of residual compressive stress on the workpiece adds value to the fatigue life of the part. For crack propagation on the metal surface, the alternating loads might reach certain limits to generate the residual compressive stresses.
Rolling can significantly reduce the original micro-cracks on the surface of the metal, and it results in addition to the fatigue life of that metal.
Process Parameters that Affect the Rolling Effect
Typically, rolling pressure, rolling speed, and rolling times are the main factors that affect surface rolling. Technically, rolling pressure is pressure applied by the rollers on the metal. This pressure significantly influences the fatigue strength of the metal. Besides, the rolling pressure also includes the strength and size of the part and the diameter of the roller. Nevertheless, the best rolling pressure is determined by the process test.
One more factor that affects the fatigue strength of the metal is the number of rolling or the number of times the roller applies the presses on metal at a specific position. If the number of times is small, the required plastic deformation might not be reached out. On the other hand, if the number of times is greater than the recommended times, metal can have contact fatigue leaving the metal less valuable.
Also, the rolling speed is essential, called the rotation speed of the workpiece during rolling. If the speed exceeds the limit, it will cause more significant plastic deformation. Still, production efficiency will reduce if the speed is lower. Thus, it is necessary to determine the appropriate rolling speed.
Hole Extrusion Reinforcement
Hole extrusion is a type of surface strengthening process with the help of specified tools and equipment. Tools like rods and bushing keep on squeezing periphery or hole of the workpiece, making it possible the required thickness of workpiece after plastic deformation. The whole process also improves the resistance to stress corrosion and surface fatigue strength. Commonly used methods of hole extrusion reinforcement are stamping die extrusion, bushing extrusion, rod extrusion, and spinning extrusion.
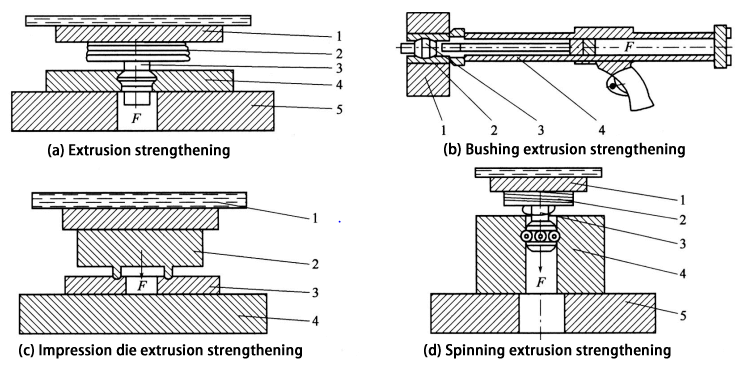
Hole extrusion strengthening is a specified process only used for the workpieces whose inner holes have fatigue resistance requirements. Some parts of the airplanes are manufactured using this technology. In addition, impression die extrusion is used to strengthen essential bearing parts, and spinning extrusion is suitable for improving the strength of inner holes for large parts. Landing gears are glaring examples to it.
- Plasma Diffusion Technology
Plasma comprises massive ions and free electrons as ionized gas, which is almost neutral. Plasma chemical heat treatment technology is also known as particle bombardment diffusion technology or plasma diffusion technology. The process utilizes ions produced in the gas glow discharge. These ions are bombarded on the surface of the metal in a low vacuum environment. If compared with standard gas thermal technology, ion thermal diffusion possesses the following characteristics:
- Bombardment of ions better removes the oxygen film from the metal surface and improves its activity. The improved surface activity makes it easy to adsorb elements added to accelerate the thermal diffusion rate.
- Plasma is instrumental in the activation of reaction gas and reduces the temperature of a chemical reaction.
- Construction of the heat-extended layer and the thickness of the layer are controllable by adjusting the parameters of the process.
- It causes no complexities for the environment, as it is an environment-friendly process.
- Additionally, plasma can be categorized into two categories: high temperature and low-temperature plasma. Low-temperature plasma has examples of fluorescent tubes and iodine tungsten lamps. In contrast, fusion and solar core are an example of high-temperature plasma.
Gas Discharge
The process in which gas is changed from insulator to conductor is called gas discharge. The standard conditions for gas discharge include charged particles in the gas and specific electric field strength. In an electric field, charged particles only move in one-directional motion.
This process undergoes a series of chemical and physical changes between charged particles and gas atoms. During it, excessive collision makes charged particles excited, and ionization occurs. Furthermore, this collision transits electrons of atoms from the usual stage to the higher energy stage, i.e., a metastable form of an atom.
During electron’s fall back into its ground state, it emits energy in the form of photons. This energy is large enough to ionize the neighboring atom by expelling the electron out of it.
Ion Nitriding Mechanism
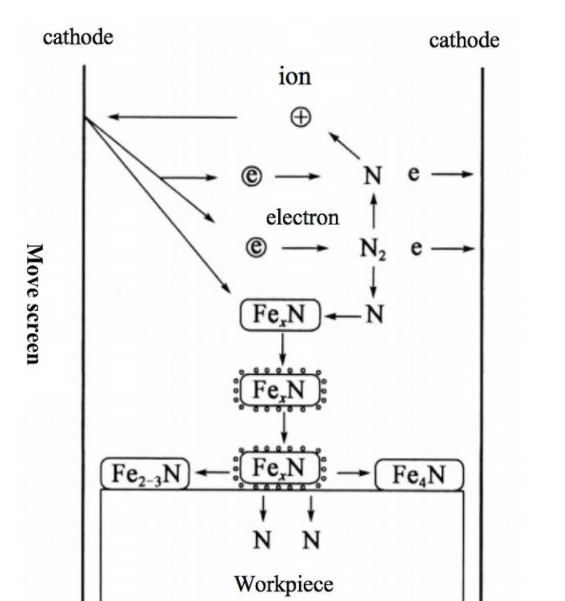
Kolbel Ion Sputtering Nitriding
Nitrogen ion with high energy is bombarded on the cathode that sputters Fe atoms out of the surface of the cathode. These FE atoms combine with Nitrogen atoms to form FeN, which gets deposited on the surface of the workpiece.
This FeN is further decomposed in the metastable state to produce ferrous nitrides additionally. The leftover nitrogen atoms penetrate the surface or near-surface of steel. A layer of ferrous nitrides is instantly deposited outside and inside the steel surface, as shown in the figure.
Process of Ion Nitriding
- Make sure the workpiece placed inside the furnace is cleaned and vacuumed the chamber to 1Pa.
- Input a modest quantity of nitrogen-containing gas and supply high voltage DC Power. Gas inside the furnace glows, and discharge occurs.
- After cleaning and sputtering the process, a well-shaped workpiece will come out.
- Voltage and pressure should be adjusted before heating the workpiece to the required temperature then nitriding will start.
- Heat will be maintained to such an extent that it reaches the needed thickness of the nitriding layer.
- After nitriding and cutting off the power supply, the workpiece turns gray when cooled below 200C.
Types of Tissues and Influencing Factors of Ion Nitriding
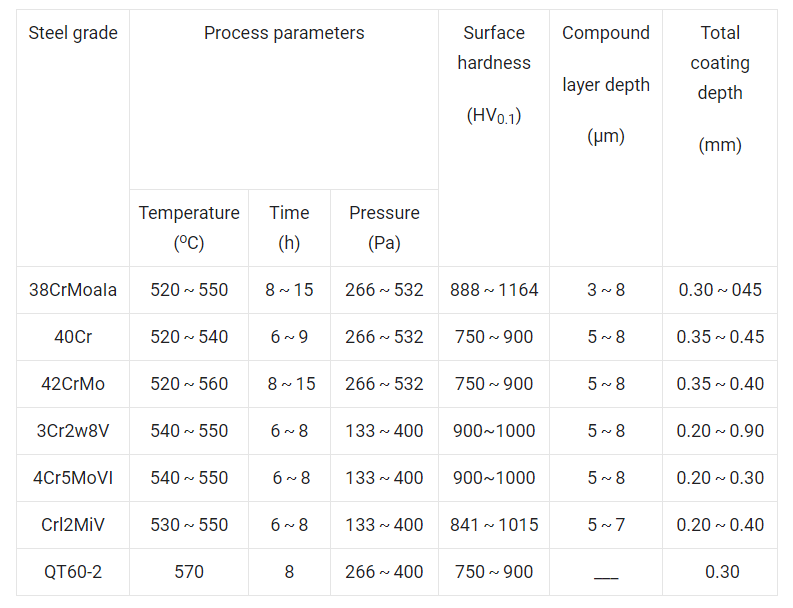
Nitriding is done at a temperature less than 590C. After the formation of nitride layers, these are the main factors that affect the ion nitriding layer.
- Nitriding temperature: thickness is directly related to the nitriding temperature. When one increases, the other also increases.
- Nitriding Time: in the initial 30 minutes of nitriding, the nitriding speed is far higher than gas nitriding speed. Over time, infiltration slows gradually and, in the end, matches with gas nitriding speed.
- Nitrogen Gas: Nitrogen, Ammonia, and hydrogen are mainly used.
- The thickness of the nitride layer depends upon the power supply. More power leads to a thick layer and vice versa.
- The same is the case with the current.
Performance of Ion Nitriding Layer
The following indicators evaluate the performance of the ion nitriding layer.
- Hardness: nitriding temperature determines the hardness of the layer. It depends upon the type of alloying element of the steel and the kind of steel.
- Fatigue Strength: Nitriding can enhance the fatigue strength of the workpiece. Fatigue strength increases with the increase in thickness of the diffusion layer.
- Toughness: diffusion layer has the best toughness among nitride layers, with a single-phase layer at a second and a mixed layer at the third.
- Wear resistance: ion nitriding shows the best wear resistance as compared to other nitriding methods.
3- Laser Surface Treatment Technology
Laser treatment utilizes the unique characteristics of laser beam technology to process material surface and form a layer with a certain thickness that drastically improves the metallurgical, mechanical, and physical properties of the material’s surface.
Properties like wear resistance, fatigue resistance, corrosion resistance of the workpiece can be improved by treating the parts of the workpiece by this method.
Features
- After the laser beam treatment, the quality of the surface of the workpiece or metal becomes quite well, as it possesses the required amount of hardness and other requirements. Likewise, the toughness remains the same.
- Minor thermal deformation and low input heat
- Shorter processing time and higher energy density
- No vacuum is required, so it produces no environmental pollution
- During the treatment, the surface of the layer passes through the martensite information, and residual compressive stress exits that improves fatigue strength.
Laser Surface Treatment Equipment
The equipment of laser surface treatment includes a light guide focusing system, laser, power meter, Numerical control systems, and software programming systems.
Characteristics of Surface Treatment Equipment
Laser is a type of electromagnetic wave that has a specific wavelength and directivity. Laser bean is controlled using lenses and mirrors. A beam can be focused with the help of a small diameter that might achieve a high-power density of 104 ~ 109 W/cm2.
The Laser surface technology mainstreams thermal conductivity. First, the high-power-density laser beam falls on the surface of the material in a non-contact manner. Later, the surface strengthening of the metal is performed.
Following are the benefits associated with the material process:
- The metal surface can be strengthened locally, as the transfer of energy is highly convenient in this method.
- After laser processing, the deformation of the surface of the workpiece is small.
- The process is fortunate to work with.
- The speed and efficiency of the process are exceptionally high.
- Hugely suitable for the processing of thin metal sheets.
Type of Tissues After Laser Surface Treatment
As laser heating is too fast, the phase change process is carried out under a significant degree of superheat. It is the reason that the nucleation rate of nuclear crystals is much high. During the process, the austenite grains are smaller, as the growth of grains and carbon items is restricted. Therefore, the cooling rate is faster than ensuring the obtaining of hidden needles or fine needles.
During the process, the surface of low carbon can be distinguished into two forms: the outer layer, quenched zone, and the structure, which is hidden needle martensite. While the medium carbon steel can be divided into four different layers:
- The outer layer is a bright white invisible needles martensite with a hardness of 800HV.
- The second layer is of hidden needles martensite along with a small amount of troostite.
- The third layer consists of hidden needles, martensite, mesh troostite, and a small ferrite.
- The fourth and final layer composes of crypt-needle martensite and ferrite mesh.
At the same time, high carbon steel can be divided into two layers. The outer layer is of cryptographic martensite and undissolved carbides.
Classification of Laser Surface Technology
Laser Phase Transition Hardening
The process involves the irradiation of the surface of the workpiece with the help of a high-density laser beam. It prepares the surface for the easy absorption of a large amount of light. The characteristics of the whole process are below:
- The heating and cooling might be too fast. The heating speed can be 104 ~ 109o C/S. While the cooling rate is 104 °C/S, which helps to improve the production efficiency and scanning speed.
- After laser quenching, the surface hardness of the metal is around 5% to 20% which is much higher than the quenching hardness. After treatment, this problem might be resolved.
- As the laser heating speed is fast, heat-affected zone, deformation, and quenching stresses are small.
- Parts with intricate geometry cannot be processed with the help of conventional methods. However, this process is suitable.
- Shorter cycle with higher efficiency
- Laser quenching depends upon the thermal conductivity. It does not harm the environment as well.
Laser Surface Cladding
It is another method that is widely used for strengthening the surface. In this process, alloy powder and surface of the substrate are heated under the laser beam, and the cools itself when the beam is removed. The characteristics of the process are following:
- It offers a fast-cooling rate, and metal structure offers rapid solidification.
- It provides slight distortion, small input, low coating dilution rate, and metallurgical bonding with the substrate.
- No restriction regarding the choice of powder, especially for the low melting point.
- Cost-effective method and consumes the lower amount of material.
- Perfect for beam aiming of hard-to-reach places
- Easy to put into the automation
Laser Surface Alloying
It offers rapid melting and mixing of a thin layer on the surface of the base material and outer alloying metal under a high-energy laser beam irradiation. During the solidification, the cooling rate can reach 105 to 108 o C/s, which is the same as the cooling rate of quenching technology. The most significant feature of this process is that the structure, composition, and performance changes occur only when in a small affected and melting zone, and the deformation is usually minimum.
The process is suitable for meeting the surface demands. Still, it also does not affect the chemical composition of the process. Alloying layer with a thickness of 0.01 to 2mm can be easily achieved with the help of the surface of the base metal.
Laser Shock Hardening
In this process, a short pulse, high energy, high peak, high power density laser beam hits the surface of the substrate. The surface retains the laser energy and results in the form of high-temperature and high-pressure plasma. During the process, the plasma is constrained by confinement. As a result, it generates a high-pressure shock wave that acts on the surface and then travels into the metal. This new type of surface strengthening is called laser shock hardening. The process is much like the shot peening, which is also called the laser shot peening method.
Laser shock hardening has an overwhelming impact on the features of metal. These features majorly involve deep strain influencer layer, surface roughness, easy automation, and controllable effects. In short, this surface strengthening can better deal with sensitive and hard surfaces than other methods.
Amorphization of Laser Surface
The process mainly includes ultra-high cooling of the laser molten pool to shape an amorphous layer on the surface of the metal. Compared to other amorphization methods, laser amorphization offers much better results, as it brings a thick layer to the surface of the metal. That is how the surface of the workpiece or metal is strengthened using the amorphization of the laser surface.
- Electron Beam Surface Treatment Technology
The process involves the bombardment of high beam electrons on the surface of the metal to change its structure and composition to have the required performance out of it. High-speed moving electrons move in the electric field as an energy carrier, and the energy of this energy carrier can reach 109 W/cm2. The characteristics of electron beam surface treatment techniques include a more extensive size range and depth of heating. Meanwhile, the process is cost-effective with low capital investment.
Here are further details regarding Electron Surface Treatment Technology:
Principle of Electron Beam Surface Treatment Technology
The electron beam refers to a stream of high-energy electrons produced by the cathode. When negatively charged particles pass through high-potential positive electrodes, a magnetic lens is used to increase the power of the electron beam. After the second turn or focus, the electron beam is highly concentrated to a small substrate area.
In the end, most of the kinetic energy possessed by the electron beam starts converting into heat, and this heat can instantly turn the physical state and chemical composition of the metal workpiece.
Equipment for Electron Beam Surface Treatment Technology
There are the following five systems for electron beam surface treatment technology:
- Electron gun emits high-speed electron flow.
- Vacuum system makes sure or guarantees the vacuum degree required.
- The control system controls the direction of the electronic beam, size, and shape.
- The current system offers low and high-voltage stabilized current.
- The transmission framework deals with the movement of the worktable.
Features of Electron Beam Surface Treatment Technology
Features of this process are below:
Oxidation or decarbonization is not usually made part of the process for the heating of the workpiece. Concurrently, the surface phase change strengthening does not need a cooling medium.
Secondly, the energy conversion rate of the electron beam is highly effective as it offers 80 to 90% efficiency. Moreover, it facilitates local phase transformation strengthening, and surface alloying can be permitted.
Due to the concentrated heat, the heat point is small, and thermal stress during the process is also tiny. The structure and construction of equipment are simple, as the electron beam is deflected under the influence of a magnetic field. In short, no different arrangement or light transmission mechanism is required.
This surface strengthening process has broad applications for diverse materials: cast iron, steel, stainless steel, and complex geometry parts. When the process is undergoing, care should be taken, as an electron beam can easily excite X-rays.
Classification of Electron Beam Surface Technology
That is how the classification of electron beam surface technology has been done:
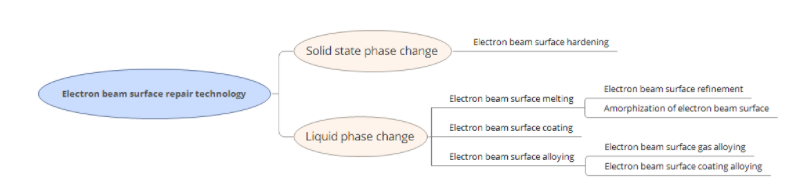
Electron Bean Surface Phase Change
The key to this process is controlling parameters like the average power density is 105 ~ 109 W/cm2, while the heating rate is 103 to 105 °C/s. A superheated solid solution is caused by the rapid fusion of electron beam that further forms ultrafine martensite. All these factors, later, add to the strength of the material.
Electron Beam Surface Remelting Treatment
This surface strengthening process can redistribute the chemical elements of different alloys and bring down the degree of micro-segregation of certain elements. Hence the surface performance of the workpiece is increased as the process happens in the vacuum, so there remains no concern regarding surface oxidation. Therefore, considering its characteristics, it is evident that this process is highly suitable for strengthening alloys that contain magnesium and aluminum as a significant part.
Electron Beam Surface Alloying
Elements like Ti, W, Mo, and B are most considered alloying elements to better the material’s wear resistance. At the same time, choosing elements like Cr and Ni can improve the material’s corrosion resistance.
Amorphization Treatment of Electron Beam Surface
Metal is made to produce a large temperature gradient between molten surface and substrate. For this purpose, the average power density of the electron beam is brought to 106 to 107 W/cm2, and action time is shortened to 10-5s.
While having applied some other protocols, the obtained amorphous structure becomes compact that offers excellent resistance against corrosion.
Annealing of the Slim Layer of Electron Beam Surface
When an electron beam is required to annealing a thin surface, the required power density is much lower than the method mentioned above. As a result, it reduces the cooling rate of the material. However, due to certain qualities of this process, it is widely used and adopted for semiconductor materials.
Applications of Electron Beam Surface Strengthening Technology
Once an electron beam strengthens the surface of the die steel, the outermost layer of the material usually melts. As a result of this melt, the outer layer might get confined to the thickness of 10-6m, as surface microhardness will decrease. For overcoming this problem, surface carbide particles are mixed with chromium solution, and the energy increases.
Because of this whole process, the microhardness of the sample is increased from 955.2HK to 1169HK. Simultaneously, the relative wear resistance becomes 5.63 times greater. Subsequently, the greater will be the bombardment of electrons. Therefore, the more profound will be the affected zone, and the more significant will be the microhardness of the material.
- EDM Surface Treatment Technology
Electric spark surface technology is an identical process in which the energy storage power source passes through the electrode to create a spark between the electrodes and parts at the frequency of 10-2000Hz.
The conductive material is melted on the surface of the substrate to form the layer of an alloy. That is how the surface of the metal is strengthening. Nevertheless, the factor that influences the integrity of the process is the base metal itself. Furthermore, the common electrode materials are cemented carbide, TiC, WC, ZrC, NBC, and Cr3C2.
EDM Surface Treatment Technology Process
To better understand the process, here is the schematic diagram of the whole process:
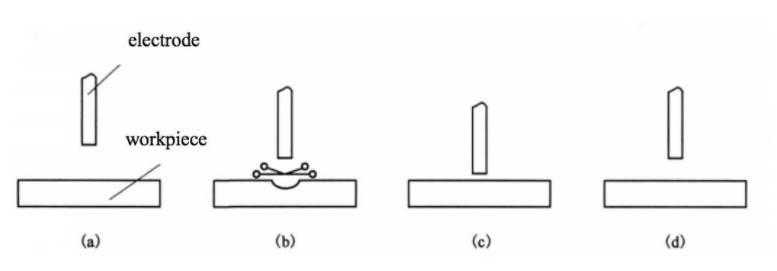
Power supply charges the capacitor if the distance is significant between the workpiece and electrode. Apart from this, the electrode is mainly driven by the vibrator to reach out to the workpiece. The process is apparent in figure (a).
On the other hand, the air is ionized to transfer the charge to the electrode when the distance between the terminal and workpiece is short. This phenomenon results in the form of spark discharge. The process is evident in figure (b).
When the electrode’s metal and the workpiece are partially melted or vaporized, the electrode keeps contacting the workpiece where the discharge happens. Also, the short circuit current flows to continue the heating.
Now, as the workpiece presses the electrode with proper pressure, the molten materials might be diffused and bonded to form new compounds or alloys. The process is evident in figure (c).
In the end, the workpiece is left by the electrode under the action of oscillations, as shown in figure (d).
Physical and Chemical Metallurgy Process
Electrode and matrix materials are put forward by the high temperature generated by the spark discharge. In addition, the pressure created due to the mechanical impact force and thermal expansion of the gas accelerates the matrix material and electrode material fuse and interacts physically and chemically.
At the same time, the action of ionized gas such as oxygen and nitrogen produce a unique alloy on the substrate’s surface.
High-Temperature Diffusion Process
The diffusion process occurs in both phases: melting zone & liquid and solid phase. Typically, the diffusion of the liquid element is limited due to the short diffusion time. Still, alloy and layer of the matrix can achieve a better metallurgical layer.
Rapid Phase Change Process
Due to rapid heating and cooling of the heat-affected zone, the part near the melting zone of the workpiece of the matrix undergoes a mart sensitization and austenitization transformation. This factor results in the betterment of the hardness of grains along with the generation of residual compressive stress.
Characteristics of Electric Spark Surface Treatment Technology
Here are the features or advantages of electric spark surface treatment technology:
- Cost-effective and simple equipment
- Combination of substrate and strengthening layer is highly sustainable
- Low energy and material consumption
- Significant effect of surface strengthening
- Used to repair workpiece with excessive wear and tear
- Easy to learn and simple operations
Besides the advantages of the process, here are some of the disadvantages of the process too:
- Surface strengthening layer is comparatively shallower
- Surface roughness will be significant
- Narrow holes and minor grooves are on the surface, which is hard to handle during the process.
Metal Surface Modification Technology
Metal surface modification technology is a famous process. Here are its details:
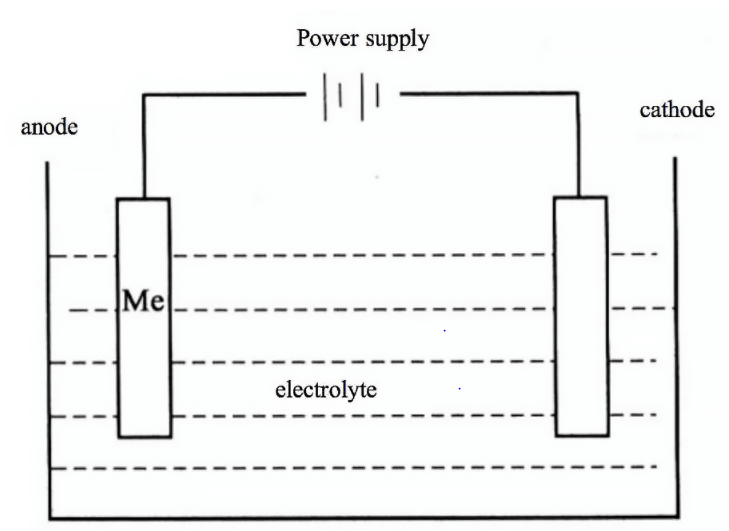
- Electroplating
It is a process in which the desired metal is coated on the surface of the metal utilizing its electrochemical properties. It is perhaps the most renowned surface treatment process. The working involves a saline solution in which there is a metal that is to be electroplated. The base metal to get plated is typically perceived as the cathode.
Through electrolysis, the cations get deposited on the surface of the metal, which is to be plated.
Why is Electroplating Done?
The electroplating inflicts unique properties of resisting corrosion and withstand wear and tear. Additionally, it also adds to the thickness of the base metal’s outermost surface. Other than this, electroplating is simple to carry and cost-effective process. Moreover, its diverse applications make it the best to use the procedure in industries.
Classification of Coating
There are numerous types of coatings. Some of the famous types are here:
Protective Coating
Zinc-nickel, Zinc, Nickel, and Cadmium are the coatings that offer resistance against corrosion and make metals strong against the environment.
Protection Decorative Coating
Cu-Ni-Cr; all these coatings are protective as well as decorative.
Decorative Coatings
Decorative coatings include Cu-Zn imitation gold coatings, black nickel coatings, black chromium, etc.
Wear-Resistant and Anti-Friction Coating
Loose hole coatings, hard chromium coatings, Ni graphite coatings are wear-resistant as well as anti-friction coatings.
Electrical Performance Coating
Coatings that do not have high conductivity are usually referred to as electrical performance coatings. Common examples of electrical performance coatings include Ag and Au coatings.
Magnetic Coatings
These can be further divided into soft magnetic and hard magnetic coatings. Soft magnetic coatings incorporate Ni-Fe coatings and Fe-Co coatings. Concurrently, hard coatings comprise Co-P coatings and Co-Ni coatings.
Solderability Coatings
Coatings that are used to improve solderability are called solderability coatings. These coatings include Sn coatings, Cu coatings, and Ag coating.
Heat Resistant Coating
Coatings that improve melting points and add to temperature resistance are usually called heat resistance coatings. Common examples include Ni-W coatings, Cr coatings, and Ni coating.
Plating Layer for Repairing
Most probably, the plating layer, which is used to repair the surface of the metal, is used in the plating layer for improvement. Ni, Cr, and Fe layer coatings are usually used for it.
Likewise, according to the electrochemical properties between base metal and coatings, coatings can be divided into the cathodic and anodic coating.
Relative to the base, when the potential of the coating is negative, the coating will be called an anodic coating—for example, zinc coating on steel. At the same time, relative to the base metal, when the potential of the coating is positive, the coating will be referred to as cathodic coating. Common examples of these coatings are tin-plated layer and nickel-plated layer.
Elemental Composition of Electroplating Solution
The main ingredients in the electroplating solution are salt. The salt might be nickel salt, copper sulfate, etc. Some of the complex salts are also used, including sodium zinc cyanide and sodium zincate. The deposited metal ion forms a complex with a complexing agent, aiming to change the plating solution’s electrochemical properties. What is more, the compounding agent possesses a critical position in the plating solution, and it has a significant impact on the coating quality.
Most commonly compounding agents include hydroxide, tartrate, nitrilotriacetic acid, and citric acid. Along with the compounding agent, the role of conductive salt is also essential, as it betters the conductivity of the plating solution. For example, Na2SO4 has added a nickel-plating solution.
Buffer
Buffer is a fundamental process parameter in the weak alkaline bath or weak acid. Buffer is added to adjust the pH of the solution and makes its value stable enough. In short, the buffer is added to maintain the balance between acid and base. For example, in potassium chloride zinc solution, boric acid is added.
Additives
Additives are also imperative to improve the quality of the solution in the bath. Here are some of the common types of additives:
- Brightener that can enhance the coating concerning its brightness.
- Grain refining agent that is most probably used to change the crystallization conditions of the coating.
- Leveling agent that mainly deals with the micro-dispersion ability of the solution.
- Wetting agent that can majorly help to improve the interfacial tension surface between solution and metal.
- Stress relief agent, which is used to reduce the stress of the coating.
- Coating hardener that massively hardens the coating of the workpiece.
- Masking agent, which is responsible for removing trace impurities.
Basic Steps of Electroplating Process
Electroplating comprises specific processes, while the essential functions include electrochemical reduction, electrocyclization, and liquid phase mass transfer.
Factors to Affect the Quality of Electroplating
Plating Solution
The plating solution is mainly affected by the pH of the solution, current density, current waveform, and surface processing state.
Electroplating Method
Metals like Mo, Ti, and W, which cannot be electroplated separately from an aqueous solution, are easily deposit-able with iron group alloys.
Typically, electroplating is easy, but somehow, a sensitive process, which might not offer the desired results if there is any mistake. But most commonly, errors are evident in forming a solution that is part of the whole process. Accordingly, if the solution is up to the mark, the rest of the process will be convenient to deal with.
- Chemical Plating
Electroless plating refers to the surface processing that uses chemical methods to bring down the numbers of metal ions in solution to the metal. While electroless plating, electrons that are required to bring down the number of ions are directly generated using chemical reactions.
Here are three ways to get the process completed:
Displacement Deposition
The metal that is to be plated is more negative and called M1, while the metal used to plate the other metal is more positive and is referred to as M2. Deposited metal ions are replaced on the surface of the metal for the immersion plating in engineering. When M1 gets entirely covered by the M2, the deposition is automatically off. Copper immersion mercury and iron immersion copper are typical examples of this process.
Contact Deposition
There is another metal other than M1 and M2 in contact deposition, and this metal is referred to as M3. Two metals, M1 and M3, are more connected in such a solution than M1 and M2. When M2 covers M1, the deposition stops. The reason is that ions flow from M3 to M1 to maintain the potential difference.
When electroless nickel plating is carried out on functional materials with no autolytic properties, contact deposition is brought to use to start nickel deposition.
Reduction Deposition
Reduction deposition is defined as the process in which metal ions are reduced to metal items by free electrons released by oxidation offered by the reducing agent. The reaction equation is as follows:
Rn+ 2e-+ R(n+2) +
Most of the time, reduction deposition is a usual process in chemical plating. Here are some of the conditions for electroless plating:
- Reduction potential of the reducing agent is significantly lower than the potential of deposited metal. Hence, the metal might deposit or reduce on the substrate.
- Spontaneous decomposition does not happen in the prepared plating solution. Instead, the metal deposition process occurs when it connects with the catalytic surface.
- While setting the solution’s temperature and pH, the solution’s reduction rate is under control to adjust the plating rate.
- Precipitated metal also has catalytic activity. While using this activity, the coating can be significantly thickened.
Meanwhile, there are countless alloys and metals for electroless plating. These metals and alloys include Ag, Pd, Ni-P, Cu, Ni-B, along with a lot of co-based alloys. However, the benefits of electroless plating are diverse. This process considerably adds to the ability of a metal to withstand corrosion, wear, and brazing.
Consequently, this process is highly suitable to add to the safety of the surface of the metal.
- Thermal Spray Technology, Thermal Spray Welding Technology
Thermal spray welding and thermal spray technologies use thermal energies to melt the coating materials with considerable and specified properties and apply them to the metal to form a coating. This process can quickly increase the surface thickness from 0.1mm to 10mm.
Thermal Spray Technology
The coating material is heated using sources to melt or semi-melt. Simultaneously, to refine the coating material, high-speed gas is used to remove the impurities. Usually, this high-speed gas is sprayed on the surface of the metal to make it clean.
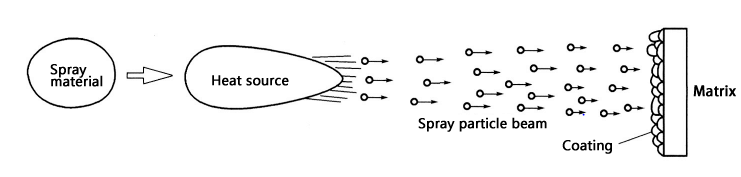
The process includes spray material’s melting, spray material’s atomization, flight of sprayed materials, and solidification of materials. Various sorts of coating materials can be utilized in this process. Nevertheless, the coating materials must have the given qualities:
- Good thermal stability, wettability, and performance
- Good fluidity and reasonable coefficient of thermal expansion
- The coating must have a wide liquid phase zone.
While considering the shape of spray material, the coating materials can be divided into powder and wire.
Combination Mechanism of Thermal Spray Coating
Mechanism of thermal spray coating comprises of the following processes:
Mechanical bonding: Particles in the molten state get spread on the surface of the substrate and settle on the surface to form a mechanical bond.
Metallurgical bonding: welding and diffusion between the substrate and coating form a metallurgical bond on the surface of the metal.
Physical bonding: when particles in molten shape hit on the surface of the substrate, the distance between the two sides might be in the range of atomic lattice constant. In such cases, particles are bonded together through van der Waals forces.
The Formation Process of Coating
The formation process of the coating proceeds as given below:
In the initial step, the spray material is heated unless it turns into a molten form. Then the spray droplets are sprayed on the surface of the substrate at high speed. As a result, greater will be the speed of scattered particles. Higher will be the tendency of deformation on the surface of the metal. Hence, the bonding of coating with the surface will also be better. That is how the process looks like:
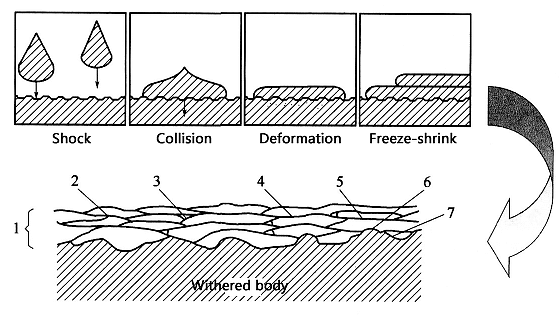
At the time of the spray, the coating structure is composed of flat and different-sized particles along with pores and un-melted spherical particles. Mainly the pores are caused by lesser impact kinetic energy of un-melted particles, shadowing effect generated by the different spraying angles, and stress release effect.
A maintained number of pores can be helpful, as they can be used to store lubricants and improve thermal isolation. But excess pores due to un-melted spherical particles can be damaging for the whole process. For instance, the resistance against corrosion can be affected. The bonding strength can be lower, and wear-resistant against coating can also be weaker.
Therefore, the number of pores must be considered while preparing for the coating.
Thermal Spray Welding Technology
The characteristics and principles of thermal spray welding technology are following:
It is a surface strengthening metallurgical method that requires a proper supply of heat to melt the coating material partially or wholly on the surface of the workpiece. Compared with other surface treatment processes, thermal spray welding offers better strength and resistance against the harshness of the environment.
On the other hand, the selection range for materials is relatively narrow for thermal spray welding technology.
Classification of Thermal Spray Welding Technology
It mainly has plasma spray welding and flame spray welding:
Flame Spray Welding
Initially, the powder is sprayed on the surface of the substrate, and later, this powder is heated to melt it on the surface of the metal or workpiece. The features of this process are massively supportive, and the process is simple, offers high bonding strength, and brings good erosion resistance of the coating.
Plasma Spray Welding
This process mainstreams plasma arc to heat the substrate, and it then forms a molten pool on the surface of the substrate. The coating powder is already mixed with the plasma arc. Therefore, when sprayed on the material’s surface, it automatically makes a molten pool on the surface of the substrate. After the plasma arc is removed from the substrate, the molten pool solidifies, and a welding layer is formed on it.
Features of Plasma Spray Welding
The process offers high efficiency, spray welding of refractory materials, good stability of the process, and forms a smooth welding layer on the surface of the metal. In short, a large and strengthened coating layer is obtained conveniently.
Difference Between Thermal Spray Technology and Thermal Spray Welding Technology
- Surface temperature of the workpiece remains 250oC and 900 °C, respectively, for thermal spray welding and spray welding.
- Coating formed by spray is mainly mechanically bonded, while spray welded layer is metallurgical bonding.
- Spray welding layer is unformed, while the spray coating has pores that are beneficial and damaging.
- Spray welding layer is more vital to stand against higher constant stress and impact loads.
- Chemical Conversion Film Technology
In this process, a stable compound film is formed on the surface of the substrate using chemical or electrochemical methods. This method is most probably famous for adding a metal’s ability to resist corrosion and adding to metals’ capability to sustain impact stresses.
Then, under specified conditions, a chemical reaction is carried out between the two metals. Due to concentrated polarization and the anode polarization, a layer forms on the surface of the workpiece, which is insoluble for corrosion and offers excellent adhesion.
Phosphating Treatment
A water-insoluble phosphate film is obtained by putting the steel into the solution of phosphate. The process of phosphate iron and steel materials comprises numerous sub-processes. As a result, the phosphating film contains zinc phosphate, manganese phosphide, and iron phosphate. However, the film and the base metal develop a highly sustainable bond that can protect the surface of the metal.
In acids, the coated metal offers poor resistance against corrosion. Nevertheless, in benzene and oily media, the corrosion resistance is reasonable. For now, there are three methods of phosphating treatment: spraying, dipping, and combined spraying, and dipping.
The spraying method is suitable for practical applications. Still, the dipping and dipping/spraying method is adopted for high-profile applications.
The expected benefits of this method include faster processing, good efficiency, and lower to moderate thickness of film on the surface.
Oxidation Treatment
The process proceeds with the formation of Fe3O4 film on the surface of the substrate. The process is carried with the help of an oxidizing agent, and the thickness of the film is 0.5 to 1.5μm. Usually, it is used for both decorative and protection purposes. As a result, the ability to resist corrosion becomes better, along with the improved ability to fight against residual stresses.
Commonly, the solution used in the process has 500g/L sodium hydroxide and 200g/L sodium nitrite with the remaining water. During the process, the temperature is usually 140 oC, and this temperature is needed for 6 to 9 minutes.
Oxidation Treatment of Aluminum Alloys and Aluminum
Anodization
Anodization is a process carried out in electrolytes. Then it is energized to deposit an oxide film on the surface of the metal. The commonly used electrolyte is concentrated sulfuric acid with 15% to 20% of chromic acid. However, other solutions possess different acids with different amounts of different ingredients.
Once the process is done, the surface can further be sealed using potassium dichromate solution. This solution makes the metal invincible against rusting.
Chemical Oxidation
The substrate is placed in a weak acid or weak alkali where it is provided with an oxide film on the surface. The process is highly suitable for aluminum material. The whole procedure is mainly used to improve the corrosion resistance and wear resistance of the metal.
- Vapor Deposition Technology
In this process, vapor phase substances that possess deposition elements are deposited on the material’s surface by physical or chemical means. Therefore, vapor deposition technology can be divided into chemical vapor deposition (CVD) and physical vapor deposition.
Physical Vapor Deposition
It is a physical method of vaporizing a metal into atoms, molecules, and ions under specified circumstances. Therefore, a film gets formed on the surface of the material. Mainly, there are three basic methods of physical vapor deposition: vacuum evaporation, ion plating, and sputtering deposition.
Nevertheless, in vacuum evaporation, the material is taken to its melting point, where it could vaporize. Different types of heating methods are used. Overall, it is an easy-to-carry and straightforward process.
On the other hand, sputtering is another method in which argon is ionized by glow discharge under vacuum conditions. The cathode is bombarded with ions under the action of an electric field. Then these sputtering particles are deposited on the surface of the substrate.
Similarly, ion plating uses gas discharge technology under vacuum-like conditions to ionize and deposit the evaporated atoms on the surface of the metal.
In short, physical vapor deposition has enormous applications in several fields like aerospace, optics, and electronics.
Chemical Vapor Deposition
In this process, mixed gas reacts with the surface of the substrate at a specified temperature. Chemical vapor deposition makes workpiece or metal able to withstand corrosion, wear resistance, and heat resistance.
Other than this, different types of deposits can be divided into carbides, nitrides, semiconductor elements, and deposited metals. Whether the geometry of the metal is complex or straightforward, chemical vapor deposition is a suitable process for strengthening the surface of the metal.
The significant applications of this process are evident in the aerospace industry, coal chemical industry, and transportation industry.