Chuck, often mounted on a spindle, serves as a holding device that exerts a strong clamping force to secure either the workpiece or a tool for machining purposes. Specifically designed to hold cylindrical or hexagonal workpieces, a 3 jaw chuck comprises three separate jaws. This type of chuck is widely utilized in lathes and milling machines, as it is capable of securely gripping and rotating the workpiece during various machining operations including turning, thread cutting, facing, boring, drilling, grinding, and parting.
This article offers a guide to the 3 jaw chuck, with a comprehensive overview of their features, functions, types, applications, and installation, test, and alignment methods for machining operations. Additionally, it offers a detailed comparison between 3 jaw chucks and 4 jaw chucks.
3 Jaw Chuck Explained
What is a Chuck?
Chuck is a device used to securely hold either the workpiece or tool by applying clamping pressure either internally or externally across the diameter of the object. Chucks are commonly employed in machines such as lathes, drills, and mills for gripping and securing the workpiece or the tool. They come in various forms and configurations, including drill chucks, jawed chucks, combinational chucks, magnetic chucks, milling chucks, and hydraulic chucks.
Parts of A Lathe Chuck
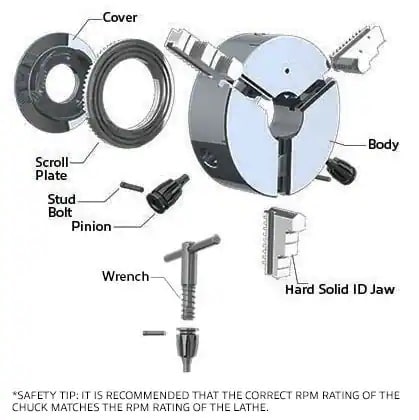
A lathe chuck usually consists of:
- Cover
- Body
- Scroll Plate
- Stud Bolt
- Pinion
- Wrench
- Hard Solid ID Jaw
Material:
- The preferred material for the chuck body in the industry is cast iron (also known as semi-steel).
- Steel chucks, specifically those made from forged steel, offer enhanced accuracy and reduced wear, and can be utilized at higher RPMs.
What is a Jaw Chuck?
A jaw chuck is a tool used for holding workpieces in place by clamping them using jaws that are evenly spaced apart. The number of jaws on a chuck is crucial in determining its effectiveness in securely holding workpieces. For instance, a 3 jaw chuck, compared to a 4 jaw chuck, allows for quicker alignment, resulting in reduced cycle time. However, it does provide a relatively weaker clamping force compared to a 4 jaw chuck.
The workpiece can be securely held in place by using a wrench to manipulate these jaws. The movement of the jaws can be either independent or simultaneous, depending on the configuration of the chuck. In most cases, 3 jaw chucks utilize simultaneous movement to automatically center the workpiece.
There are different configurations for the jaws, including soft metal and hard metal options. Soft metal jaws are suitable for tasks that involve making small adjustments to the jaw shape, as they can be easily carved and shaped. On the other hand, hard metal jaws are used when working with rigid materials that have rough surfaces.

What is 3 Jaw Chuck?
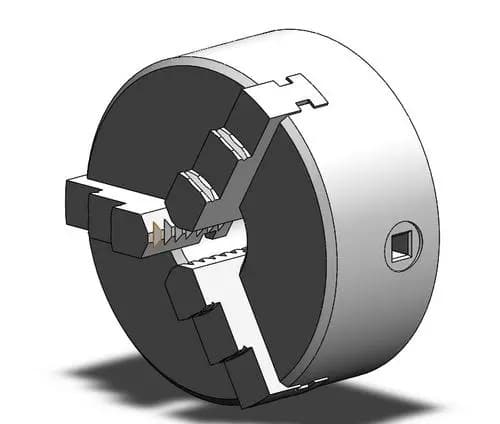
The 3 Jaw chuck uses three movable jaws evenly placed on the chuck body to securely hold and position the workpiece on the machine tool attachment. This type of chuck is commonly known as a self-centering three-jaw chuck or universal chuck. It is primarily designed for gripping round and hexagonal CNC turning parts, allowing for rapid and reasonably precise centering.
How Does a 3 Jaw Chuck Work?
Three-jaw chucks are commonly found on lathe machines and indexing heads, serving as a means to securely hold workpieces or tools. These chucks consist of three jaws specifically designed for this purpose. The jaws are housed within a scroll plate, allowing for simultaneous movement when adjusted using a chuck wrench. As a result, they can quickly and accurately grip the lathe part.
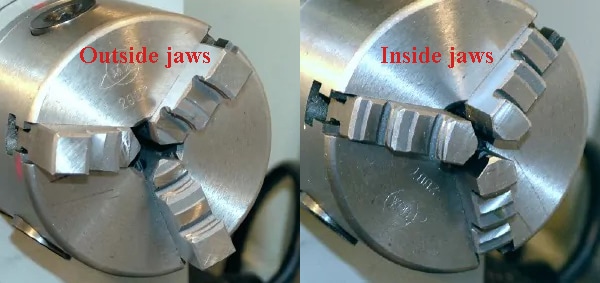
In some cases, 3 jaw chucks come with two sets of jaws: one for clamping the internal diameter (ID) and another for clamping the outer diameter (OD) of the workpiece. In addition, these general-purpose chucks can accommodate workpieces with varying diameters. The presence of three contact points enhances stability during machining operations.
There are two types of control for the jaws in chucks: manual and power-controlled:
1. Manual three-jaw chuck
The three-jaw chuck consists of several components, including a claw body, a small bevel gear, a large bevel gear (with a plain thread on the other end), and three jaws. The three jaws have the same thread as the plain thread and are evenly distributed at 120-degree intervals in the guide groove within the jaw plate body. The taper hole of the claw body is designed to fit the outer taper surface of the lathe spindle’s front end, allowing for centering of the workpiece. Torque is transmitted through a key, and the chuck body is securely locked onto the spindle using a nut.
In manual chucks, the jaws are adjusted by physically turning the pinion. While this method provides greater precision, it can be time-consuming.
2. Power three-jaw chuck
The power chuck is a type of self-centering chuck that can be used in combination with various power devices, such as a cylinder, oil cylinder, or motor. Depending on the power device used, it can be classified as a pneumatic chuck, hydraulic chuck, or electric chuck. The air cylinder or oil cylinder is typically located at the rear end of the machine tool’s spindle. A tie rod or tube passes through the spindle hole to push and pull the wedge sleeve located in the chuck body at the front end of the spindle.
This particular type of chuck offers fast movement of the jaws and workpiece fixation, making it well-suited for mass production of CNC turning parts. Note that these chucks cannot adjust each jaw independently and the precision is not as much as manual three-jaw chucks.
Types of 3 Jaw Chucks
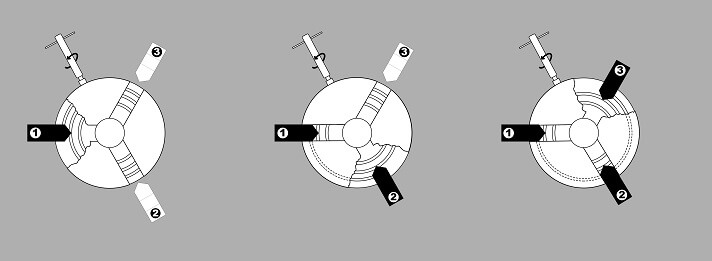
1. Self-centering 3 Jaw Chuck
Self-centering chucks are designed to center each jaw simultaneously by simply turning the drive gear, eliminating the need to adjust each jaw individually.
Inside the self-centering chucks, there are grooves that connect to the back of a spiral scroll plate. As you rotate the drive gear, the spiral scroll plate also rotates in synchronization.
The spiral scroll plate is directly linked to all three jaws of a three-jaw chuck, enabling them to move in unison and converge at the center position.
2. Pull-back 3 Jaw Chuck
Pull-back chucks, alternatively referred to as pull-lock chucks or auto grip chucks, are chucks that exhibit automatic clamping of the workpiece upon pressing a button.
These chucks employ internal cabins that are pressurized with air or hydraulic systems, facilitating the movement of the jaws and enabling them to securely clamp the workpiece.

3. 3 Jaw Drill Chuck
Drill chucks belong to self-centering chucks. They’re designed for the purpose of securely holding drill bits that have diameters smaller than 0.5″.
4. Jaw Independent 3-Jaw Chuck
The jaw-independent mechanism is not commonly found in 3-jaw chuck systems. It is more frequently utilized in chucks with a greater number of jaws, such as 4-jaw chucks. This feature enables the chuck to accommodate workpieces of different shapes.
In an independent jaw chuck, each jaw can be adjusted individually, providing a higher level of flexibility when it comes to holding workpieces with varying geometries.
3 Jaw Chuck vs 4 Jaw Chuck: Their Difference
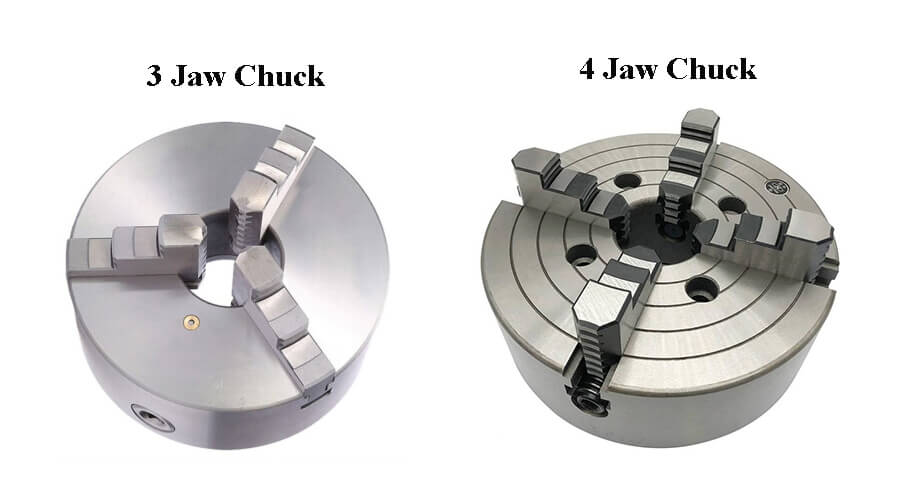
The two most commonly used lathe chucks are the 3-jaw chuck and the 4-jaw chuck. These two types of chucks have several key differences:
1. Construction and motion
A three-jaw chuck is recognized as a self-centering chuck, where its jaws are linked together through a scroll gear mechanism, enabling them to move simultaneously. The jaws of a four-jaw chuck can move independently, requiring the operator to manually center the workpiece.
2. Function
When a part is securely fixed in a four-jaw chuck, it allows for eccentric turning operations. However, this function cannot be realized with a three-jaw chuck.
3. Use cases
A three-jaw chuck is ideally suited for securely holding workpieces with circular or hexagonal cross-sections. In contrast, a four-jaw chuck is specifically designed for gripping workpieces with square or octagonal blocks.
4. Setup time
Compared to a three-jaw chuck, setting up a four-jaw chuck typically requires more time. However, the advantage of a four-jaw chuck is its increased versatility and capability to handle a wider range of tasks.
5. Accuracy
The accuracy level of a three-jaw chuck is typically around 0.010, whereas a four-jaw chuck offers a higher level of precision, ranging between 0 and 0.001.
6. Gripping power
The gripping power of a four-jaw chuck surpasses that of a three-jaw chuck.
7. Workpiece weight
A four-jaw chuck has a higher capability of handling heavier workpieces than a three-jaw chuck.
8. Cut depth
When comparing a four-jaw chuck to a three-jaw chuck, the depth of cut achieved in the former is typically greater.
9. Number of wrench holes
In terms of the number of holes for the chuck wrench or key, a three-jaw chuck typically has only one hole for tightening or releasing the grip. In contrast, a four-jaw chuck has four individual holes, allowing for precise control over each jaw, one at a time.
10. Pros and cons
| Benefits | Disadvantages | |
| 3 jaw chuck | Self-centering; Can hold hex bar-stock; Quick and easy to use. | Can’t hold square bar-stock; Run-out/off-center can’t be easily fixed; Can’t hold irregularly shaped work; Can’t turn off-center. |
| 4 jaw chuck | Work can be centered to high precision; Can handle square/rectangular bar; Can turn work off-center; Slightly more grip on round stock. | Slower/fiddlier to mount work (dial-indicator required); Can’t hold hex-stock. |
How to Install, Verify, and Align the Jaws of a 3 Jaw Chuck?
1. Installation
In a 3 jaw self-centering chuck, the movement of the jaws is controlled by a spiral gear drive. The drive teeth have a curvature that matches the spiral gear, allowing for efficient jaw movement.
Due to the specific design of the chuck, it is not possible to convert an outer diameter (OD) jaw into an internal diameter (ID) jaw. To accommodate different workholding requirements, separate sets of jaws are necessary for both ID and OD applications.
Each jaw is labeled with a corresponding number that indicates the slot it should be inserted into. For instance, jaw number 1 should be placed in the chuck slot marked as number 1. The same principle applies to the remaining two jaws.
When installing the jaws, it is important to follow a sequential order, starting with the jaw marked as number one. Each jaw should be properly positioned and installed on the scroll plate according to its designated slot.
2. Testing and Alignment
Once the jaws are inserted into their designated slots, they will align with the chuck’s central axis. Although this is generally true, there are instances where it may not apply. The concentricity of the workpiece relies on its shape and the offset of the jaws. Consequently, even if the chuck is perfectly balanced, it may struggle to securely hold a workpiece with irregular geometry. Therefore, when utilizing a 3 jaw chuck, ensure that your workpiece possesses radial symmetry and without any uneven markings on the clamped surface.
Occasionally, the jaws may dig into soft workpieces, resulting in uneven biting depths that impact the concentricity of the workpiece. If your objective is to manufacture the entire part without removing it from the chuck, you can process a part in a single setting to overcome the offsets and maximize the accuracy of the final product.
However, in cases where the machining process requires reorienting the workpiece, it becomes crucial to use a dial indicator to verify the eccentricity of the workpiece each time it is mounted onto the chuck.
Different Types of Lathe Chuck
- Jawed chuck: such as the three-jaw universal chuck and the four-jaw independent chuck.
- Collet chuck: it’s secured to the spindle using a nut and is commonly used for holding bar stock when quick setup and accurate centering are required during the machining process.
- Drill chuck: a specialized type of self-centering chuck with three jaws. It is typically used to hold drill bits or other rotary tools and has a capacity of 0.5 inches (13 mm) or less.
- Magnetic chuck: it’s designed to securely hold magnetic materials using either electromagnets or permanent magnets. Or used in situations where using traditional jaws might deform the workpiece due to the applied pressure.
- Combination chuck: combines the functionalities of both self-centering and independent chucks. It offers the convenience of self-centering operation and the flexibility of independently adjusting each jaw as needed.
- Pneumatic chuck: a type of chuck that utilizes compressed air to clamp and secure a workpiece. It consists of jaws that are actuated by pneumatic pressure, allowing for quick and efficient clamping and releasing of the workpiece.
Application of Different Chuck Types
When it comes to securing cylindrical or concentric workpieces, self-centering scroll chucks are highly effective. These chucks are designed in such a way that all the jaws operate together, automatically centering the piece. The opening and closing of the jaws are controlled by a pinion, which can be adjusted using a wrench.
- 2 jaw self-centering chuck: stationary fixtures, suitable for securing rectangular-shaped parts.
- 3-jaw self-centering chuck: the most versatile type, commonly used for holding cylindrical or hexagonal workpieces. In fact, over 75% of lathe systems employ these chucks for their operations.
- 4-jaw self-centering chuck: typically used for securing square parts.
- 6-jaw self-centering chuck: designed for holding thin-walled parts. Having more gripping points allows for an even distribution of clamping forces, reducing the risk of distortion.
- Independent chuck: specifically designed with jaws that have the ability to move individually from each other. They are particularly well-suited for gripping workpieces that have irregular shapes or require eccentric operations. However, these chucks typically require more setup time compared to self-centering chucks.
- Combination chuck: offering the functionality of both self-centering chucks and independent chucks. With the ability to adjust each jaw individually or operate them simultaneously as a self-centering scroll chuck, combination chucks are highly useful for achieving repeatable centering of oddly shaped parts. The ability to individually adjust the jaws allows for minimizing runout in regular jobs.
FAQs
Conclusion
When it comes to securely and precisely clamping workpieces during turning operations on a lathe or when using an indexing fixture for milling operations, lathe chucks play a vital role. They come in various types, allowing the material to be turned to maintain stability and ensure accurate cutting. Interestingly, approximately 75% of lathe chucks are of the 3 jaw variety. In this article, we have delved into the intricacies of the 3 jaw chuck.
Work with Our High Precision Workpiece Clamping Systems
If you’re looking for high accuracy & rigid workpiece clamping systems to enhance the performance of your CNC machining centers, consider choosing Runsom Precision as your top choice. Our wide range of multi-axis workholding solutions enables you to maximize the flexibility of your machines to meet your specific requirements and applications.
Furthermore, we’ve specialized in CNC machining fields for over a decade with extensive experience and well-equipped machine tools. There are many types of lathe chucks available for lathes or mills, ensuring that the material being machined remains stable and can be cut with exceptional accuracy. As a result, we consistently manufacture and deliver high-quality products to our global customers, receiving positive feedback in return. Take the next step in optimizing your applications by requesting an instant quote from us today!
Other Articles You May Be Interested in: