


Many businesses find five-axis CNC machining to be a valuable capability; however, possessing a powerful machine is only a part of the equation. Parts such as medical components, impellers and blades, molds, gear housings, and valve bodies are mission-critical and allow little room for error. They feature complex surfaces that require simultaneous movement of the part and tool.
This emphasizes the importance of access and the right approach to the part, where appropriate tooling and workholding strategies come into play. The smaller or more intricate the features, such as dental implants, the more these decisions should drive the approach.
One of the primary benefits of 5-axis machining is its ability to utilize more rigid and shorter cutting tools compared to 3-axis machining. Effective strategies for fixturing and tooling can significantly impact higher speeds and feeds. Faster feeds and speeds with reduced tool deflection and shorter movements combine to produce improved accuracy, superior finish, heavier cuts, and fewer setups, all contributing to reduced total cycle times.
Part Accessibility
In three-axis machining, the fixture is designed to secure the part in a single position. If the workpiece requires repositioning for a secondary operation, it needs to be held differently or in an alternative fixture to enable the machine to access additional surfaces, particularly the bottom edge. On the contrary, a five-axis CNC machine offers greater movement flexibility to reach all surfaces, as long as the fixturing or workholding allows such access.
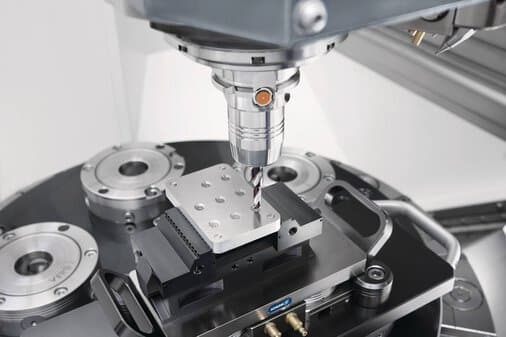
When transitioning from three- to five-axis CNC machining, particular attention needs to be given to ensuring clearance and eliminating interference between the workpiece fixturing and the machine table, spindle housing, and cutting tools. This becomes especially apparent when machining a small part on a large table. With a three-axis machine, both large and small workpieces can be machined on a large table relatively easily because the axis access remains consistent regardless of part size. However, with a five-axis machine, clearance and interference issues arise as small parts tend to concentrate toward the center of the machining table, potentially causing obstruction as the table pivots.
Two common approaches to resolving interference issues entail:
1. Using an extended tool that extends from the spindle to the workpiece
The challenge with the first method lies in potential compromises to tool performance as the length-to-diameter ratio increases. Lengthy tool assemblies result in reduced feed rates, speeds, and depths of cut, leading to more passes and larger program sizes. Additionally, increased chatter necessitates more manual finishing of surfaces, ultimately lengthening production time.
2. Exploring alternative workholding solutions
This method to tackle clearance and interference concerns involves raising the workpiece off the table to bring it closer to the spindle. Historically, cumbersome workholding methods have posed collision risks and limited setup flexibility, but new approaches have transformed them into assets for multi-axis machining.
Effective 5-axis workholding technology securely positions and stabilizes the workpiece without impeding access to its top and sides. Furthermore, it permits a clamped workpiece to be rotated into new orientations for subsequent machining operations without requiring unclamping from the workholding.
There are some tips for effective five-axis workholding:
Tip 1: Appropriately Size the Five-Axis CNC Machine
It is essential to size the five-axis CNC machine to accommodate specific workpieces rather than a broad range of workpiece sizes. This contrasts with the three-axis approach where shops often opt for the largest machine feasible within their budget and floor space to accommodate their largest part.
When researching five-axis machines, shops should collaborate with the machine tool builder to determine the precise part sizes they intend to machine. It is the responsibility of the OEM to assist the shop in finding a machine best suited for the majority of their workpieces, particularly those requiring five-axis CNC machining.
Ideally, this is the stage at which the machine tool builder should engage in discussions about tooling and workholding options. Planning ahead before the machine tool purchase significantly facilitates the development of the correct workholding strategy.
However, shops may not always have the luxury of planning in advance. In some cases, a shop may have been operating its five-axis machine for years, and a new job prompts a reassessment of its tooling and workholding solutions. Regardless, the shop must examine its workpieces to determine the specific access requirements for the tooling and identify which workpieces can be entirely machined in a single setup.
Tip 2: Select Optimal Clamping
To avoid the potential for collisions and tool interferences, in addition to preserving the necessary clearances around the workpiece, the selection of an optimal clamping and workpiece locating configuration is crucial and often central to the challenges encountered with 5-axis setups.
Depending on the specific application, self-centering vises, dovetail fixtures, serrated jaws, locating pins, or purpose-designed fixtures all represent viable options, each offering its own distinct advantages and utilities.
The most commonly favored options appear to be a centering vise with serrated jaws to locate the part, or dovetail fixtures that utilize a dowel pin for workpiece positioning:
1. Self-Centering Vises
In the self-centering vise with serrated jaws, an independent hydraulic unit is utilized to create depressions on two sides of the workpiece. These depressions align with corresponding serrations on the vise jaws and serve to position the part without requiring a mechanical stop. This removal of the mechanical stop enables unrestricted access to all sides of the part for machining, while still ensuring precise positioning of the workpiece in the vise.

2. Dovetail Fixtures
Dovetail fixtures are a widely favored method for securing a workpiece during machining. This approach involves cutting dovetail angles into the underside of the part using a specialized dovetail cutter. The fixture body is equipped with a corresponding set of angled dovetail clamping jaws to accommodate the workpiece, with clamping force being applied via a socket head cap screw to ensure part stability. This method not only effectively secures the workpiece but also aids in maintaining its position during machining.
The interaction between the mating angles of the dovetailed jaws and the workpiece creates downward force, effectively keeping the part securely positioned in the fixture without the risk of lifting during cutting. When utilizing a dovetail-type fixture, a common practice for part positioning involves creating a small slot or notch on the part’s bottom face, aligning with a dowel pin permanently affixed at the fixture’s top. This pin is typically situated in the flat area between the two jaws of the fixture. Here, the dovetail jaws serve as locators for the part in one direction, while the pin functions to position the part in the other axis direction.

Tool Holder
Apart from workholding, the selection of a tool holder also significantly influences the machining process. Here, we mainly focus on two types of tool holders: shrink-fit tool holders and hydraulic chucks.
Shrink-fit Tool Holder
Shrink-fit tool holders are intentionally designed to be slightly smaller to accommodate the expansion of the inner diameter through heat and its subsequent contraction around the tool shank when cooled. These relatively compact holders are advantageous in situations where the nose or body diameter of a collet chuck could pose a collision risk with the table, providing enhanced access to part features, especially in long-reach applications. Additionally, a wide range of shrink-fit profile shapes and extensions offer further versatility.
Shrink-fit holders are renowned for their superior concentricity and precision due to consistent gripping across the entire circumference of the tool shank. However, the gripping capability is contingent on the tolerance of the cutting tool’s shank and its outer body diameter. It is worth noting that heavy-wall shrink-fit holders offer greater gripping force, while slim-wall holders provide reduced gripping force.

Hydraulic Chucks
While shrink-fit tool holders excel in moderate to rough milling, the exceptional vibration control of hydraulic chucks makes them an excellent choice for finish milling, drilling, and reaming operations.
Hydraulic chucks offer a higher degree of consistency and reliability, as their production process is inherently stable. Once the master bore is established during manufacturing and assembly, this precision is replicated consistently over numerous cycles. As a result, it ensures consistent clamping tolerances and forces throughout the holder’s lifespan.
Another advantage is the inherent ability of hydraulic chucks to provide natural damping characteristics. Although shrink-fit holders also effectively manage vibrations with a runout five times better than side-lock holders, hydraulic chucks offer distinct vibration damping qualities.
When considering the cost implications, it’s important to note that hydraulic holders may have a slightly higher upfront cost. However, they require only a standard hex wrench for operation, enabling individuals with adequate training to change cutting tools. On the other hand, shrink-fit holders are somewhat less expensive but necessitate the use of a shrink-fit machine for correct heating and cooling of the holder, along with a thorough understanding of the process to avoid overheating and minimize the risk of burn injuries.

Coolant
Efficient heat dissipation, extended tool life, and superior surface finish are achieved through precise coolant delivery. While drenching the workpiece with coolant is not always the most effective method, a fundamental approach, the through-spindle coolant, is crucial and should be standard on all machines. This method delivers fluids directly to the cutting edge of a drill, aiding in pushing chips upward through the flutes for efficient chip evacuation. Similarly, directing coolant to the cutting edge of a milling tool serves the same purpose; nonetheless, it is important to recognize that at higher spindle speeds, the coolant dispersal may deviate from its targeted area.
Another viable option involves utilizing directed coolant jets on the tool holder. Equipment manufacturers offer holders, and in some cases, collet nuts, designed to angle the coolant delivery holes to maintain the desired flow direction.
Cutter Dimensions
The use of five-axis control presents new possibilities for optimizing cutting tool performance, leading to the development of innovative cutter geometries tailored for 5-axis operations. When machining a workpiece at various angles with different tool segments, symmetrical cutters become essential. It’s important to note that only a small number of cutters are capable of achieving seamless blending lines and high-quality surface finishes.
Ball-Nose End Mills:
Ball-nose end mills do not cut at the tip; instead, they cause the material to “smear” and adhere to the flute rather than being lifted away. This concept is the basis for tilting the cutter. By tilting the tool axis, the flutes can efficiently grasp the material, pulling it away from the part rather than pushing it, preventing material buildup on the cutter, the surface of the part, or itself.

Circle Segment Cutters:
Tailored for 5-axis machining applications, circle segment cutters are designed with contoured profiles that allow for broader cutting contact with contoured workpiece surfaces, resembling a significantly larger ball-nose end mill. These cutters are categorized into several fundamental types, including taper, lens, oval, and barrel variants.
The primary advantage of this tool lies in its ability to deliver an equivalent or superior surface finish even with larger stepovers, leading to the requirement of fewer passes to machine a 3D surface. Furthermore, the tool’s small-radius tip facilitates access to tight corners. Notably, employing a single tool results in expanded capabilities while generating consistently machined surfaces and substantial reductions in blending issues.
Circle segment tools are also available in multiflute configurations. This combined feature set translates to a reduction in the number of tool passes required, an improvement in surface quality, enhanced feed rates, minimized tool changes, and an overall more efficient cutting process.
Multiflute End Mills:
When it comes to 3+2 machining, the inclusion of multiple flutes on a cutting tool enables the maintenance of higher speeds and feeds due to the increased number of cutting edges in operation. Additionally, the presence of extra flutes extends the cutting surface of the tool, leading to prolonged tool life.
The culmination of these benefits leads to significantly elevated metal removal rates, improved surface finish, and reduced overall cost, making multiflute end mills a highly advantageous choice.

Tool Redundancy
Redundancy serves as a risk management strategy that larger shops may adopt for machines, tools, and even employees, particularly crucial for full 5-axis applications that involve prolonged cutting operations where tools are exposed to significant wear, even in aluminum.
Maintaining redundancy in tools is essential for ensuring uninterrupted spindle operation. Ideally, having an identical holder and cutter setup readily available in the tool magazine proves to be the most effective approach. This setup can be automatically retrieved once a cutting tool reaches the end of its lifespan.
Alternatively, having a cart of duplicate tools positioned adjacent to the machine is a viable option, although manual tool changes by operators can introduce potential errors based on their skill levels. To mitigate this, the use of RFID chips on the holder, in conjunction with a tool management system, can contribute to reducing such errors.
Conclusion
Five-axis CNC machining has unleashed innovation and efficiency in the manufacturing industry, while also revolutionizing the capabilities of tooling and machining equipment suppliers. When setting up a new machine or process, it’s crucial not to disregard advancements in workholding and tooling, which have further enhanced the potential of this type of work.
5 Axis Workholding Solution Provided by Runsom Precision
Runsom Precision offers a comprehensive selection of 5-axis clamping solutions designed to provide exceptional clamping force when used with 5-axis machinery.
Our commitment revolves around delivering top-notch workholding products and custom solutions by using our state-of-the-art CNC machining technology. Our offerings include 5-axis vises, single station vises, modular vises, towers, tombstones, and various other options, ensuring that you can identify the ideal workholding product for your specific needs.
If you’re unsure about the most suitable vise for your application, please get in touch with us or request an instant quote online today to acquire the precise workholding solution that meets your requirements.
Other Articles You May Be Interested in:


