

What is SLA
SLA is abbreviation of Stereolithography, which is an additive manufacturing process belong to Vat Photopolymerization family. In SLA process, a ultraviolet (UV) laser system is applied to cure selectively a polymer resin layer by layer. The materials used in SLA are liquid form, which are a photosensitive thermoset polymers.
SLA is the first 3D printing technology, it has very high accuracy and smooth surface finish. SLA is the most cost-effective 3D printing technology, once designers take advantage of benefits and limitations of this manufacturing process.
How SLA Work
SLA manufacturing process:
- The build platform is set in the tank of liquid photopolymer, with a distance of one layer height form liquid surface.
- The laser system will cure and solidify the photopolyer resin selectively, in order to create the next layer of solid resin. The laser bean will focus in the planned path by galvos with a set of mirrors. As the whole cross section area of models are scanned by the printing machine, the final produced parts are fully solid.
- Once a layer of polymer resin is finished, the platform will move to a safe distance, then the sweeper blade will re-coat the surface. This process will repeat until the final parts are complete.
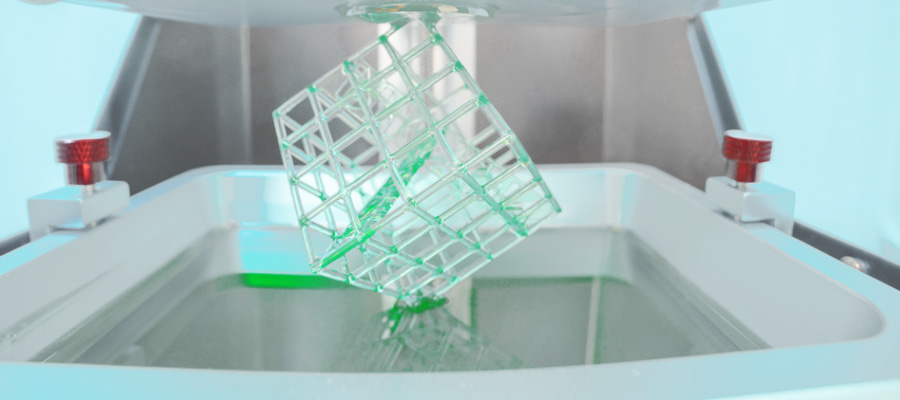
- After printing process, the parts are in green color in reason of no-fully-cured state. We need further post process under UV light to improve the mechanical and thermal properties for higher level.
In SLA printing, the liquid resin is solidified by the photopolymerization process. In this process, the monomer carbon chains are activated by the UV laser light, then strong unbreakable bonds are created between each other in liquid resin, finally transform into solid parts. The photopolymerization is an irreversible process, this is impossible to convert SLA parts back to liquid form. These parts will burn instead of melting once heated, in reason of these material in SLA are made of thermoset polymers, as opposed to the thermoplastics in FDM.
SLA Characteristics
Printing machine parameter
In SLA system, most printing parameters are fixed by manufacturer, this is unable to change. We just need to input the layer height and part orientation only, in order to determine support location in parts.
Our typical layer height in SLA is ranging form 25 microns to 100 microns. Lower lay heights will capture cured geometries more accurately, but it will increase the build time and cost, and also increase the probability of failing. The 100 microns layer height is suitable for most common 3D printing applications.
The build size is another important parameter in SLA, which is always depending on the type of SLA machine. There are two main SLA machine setups, the top-down orientation and the bottom-up orientation.
The top-down SLA printers place the laser light source above the liquid resin tank, then parts are printed facing up. The build platform start at the top of resin vat and move downwards after each layer.
The bottom-up SLA printers place the laser light source nuder the liquid resin tank, then parts are printed facing upside down. There is a transparent bottom with a silicone coating in the tank, which allows laser light pass through and stops the cured resin from sticking to it. After every layer, the build platform moves upwards. So the cured resin will detached form the tank bottom, this process is called peeling step.
Normally, the bottom-up orientation is applied in desktop printer, while the top-down is applied in industrial SLA system. Bottom-up SLA machine is easier to manufacture and operate, but printing size is limited, in reason of the force in peeling step may cause printing fail. On the other hand, top-down SLA machine can create large production size without accuracy loss, but this advanced capability requires higher cost.
Key characteristic and difference of two orientations
| Bottom-up SLA | Top-down SLA | |
| Advantages | Low costWidely available | Large sizeFaster manufacturing |
| Disadvantages | Small sizeLess material rangePost processing requirement | High costSpecialist operator |
| Size | 145×145×175 mm | 1500×750×500 mm |
| Layer height | 25-100 microns | 25-150 microns |
| Dimensional accuracy | ± 0.5% | ± 0.15% |
Support structure
Support structure is usually required in SLA, it is printed with same material as the parts and removed by manual after printing. The printing orientation determines support location and amount. We recommend parts that the part orientation should avoid visual critical surface contacting with support structure.
Support difference between bottom-up and top-down SLA printing machines:
In top-down SLA, the support requirement is similar to FDM. Accurate overhangs and bridges need to print, and the critical overhang angle is normal 30°. The part can be oriented in any position, but we need to minimize support amount and layer number, in order to make sure the part is printed flat.
In bottom-up SLA, the part orientation is more complicated. Overhangs and bridges are still need to support, but the most crucial criterion is to minimize the cross-section area of every layer. The force during the peeling step will detach part form the build platform, and this force is proportional to the cross-section area of every layer. So the part orientation should be in an angle, and the support reduction is nor a primary concern.
Curling
Curling in SLA is the most problem relating to parts accuracy, similar to warping FDM. During the solidification and curing process, the resin will shrink slightly once exposure to the laser light source. When the shrinkage is too large, the internal stress between new layers and previous solidified material will result to part curling.
Layer Adhesion
SLA parts have isotropic mechanical properties, the UC laser source is not enough to fully cure the liquid resin, later laser passes will increase previous solidified layers to high degree.
In SLA process, the curing will continue after the printing process completion. In order to achieve the best mechanical properties, SAL parts should be placed in a cure box for post-curing with intense UC light or elevated temperature. This will increase SLA parts hardness and temperature, but also make it more brittle.
Extended exposure SLA parts to UV light will have a detrimental effect on the physical properties and appearance, this will result to parts curling, brittle and color change. So we recommend spray coating with a clear UV acrylic paint before use.
Common SLA Materials
SLA materials are in liquid resin form, our industrial system provide a wide range of materials, in order to assist designers to control their parts mechanical properties closer. SLA materials are more brittle than FDM or SLA materials, so it isn’t suitable for functional prototypes under significant loading.
We summarize the advantage and disadvantage of common SLA resins.
| Material | Characteristics | |
| Advantages | Disadvantages | |
| Standard resin | Smooth surface finish | Brittle |
| Clear resin | Transparent | Post-processing for surface clear |
| Castable resin | Low ash after burnoutMold patter creation | |
| Tough or Durable resin | Mechanical properties similar to ABS or PP | Low thermal resistance |
| High temperature resin | High temperature resistance | High cost |
| Dental resin | BiocompatibleHigh abrasion resistance | High cost |
| Rubber-like resin | Rubber like material | Low dimensional accuracy |
Post Processing
SLA parts surface can be finished to different standard by various post processing methods, like sanding, polishing, spray coating and mineral oil painting. Check the post processing of SLA here.
SLA Benefits & Limitations
SLA Benefits:
- SLA is able to create parts with high dimensional accuracy and intricate details.
- SLA is idea for visual prototypes, in reason of its smooth surface finish.
- SLA has speciality materials, like clear, flexible and castable resin.
SLA Limitations:
- SLA part is brittle, it is not suitable for functional prototypes.
- SLA parts mechanical properties and visual appearance will degrade overtime once expose to sunlight.
- SLA process always requires support structure, the post-processing is required to remove visual marks on surface.