


El roscado de piezas es un elemento esencial en la carpintería metálica. Los fabricantes no deben pasar por alto la importancia de utilizar roscas de mecanizado en sus operaciones. Existe una amplia variedad de conectores y accesorios disponibles en el mercado global, lo que hace cada vez más difícil identificar las roscas adecuadas para aplicaciones específicas.
Para maximizar las ganancias, es importante explorar las diversas tecnologías de roscado disponibles. Este artículo proporciona una guía básica para el mecanizado de roscas.
Mecanizado de roscas en la fabricación de piezas
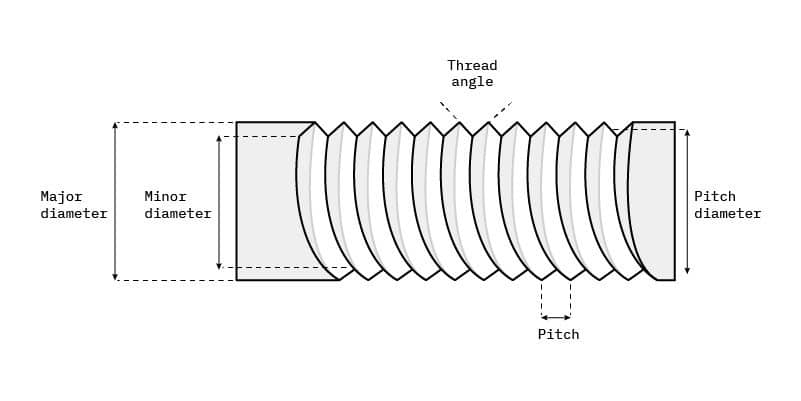
Un hilo es una cresta helicoidal continua con una sección uniforme en la superficie de un cilindro o un cono. Puede verse, ya sea internamente, en una tuerca, o externamente, en un tornillo o un tornillo.
Su propósito principal es formar un vínculo entre dos objetos, como la parte superior y la tapa de una botella de agua, para crear un sello que evite que los líquidos se escapen. Cuando dos partes están conectadas de esta manera, pueden transmitir movimiento y obtener ventajas mecánicas. Al mecanizar roscas, es importante comprender los siguientes términos:
- Flanco: El flanco es la sección que une la cresta con la raíz y se encuentra en un plano axial.
- Raíz: La raíz se encuentra en la parte inferior de las roscas y es la superficie que une los flancos de las formas de rosca adyacentes.
- Paso: La medida de la distancia entre áreas de hilos correspondientes a lo largo de una línea paralela se llama paso. El diámetro teórico de un cilindro o cono se denomina diámetro de paso.
- Cresta: La cresta de un hilo es el punto más alto del perfil, la zona más alejada del cono o cilindro donde se proyecta el hilo.
- ángulo de hélice: El ángulo de hélice es el ángulo creado por una rosca recta en relación con el eje de la rosca. Si la rosca es cónica, el ángulo de la hélice está determinado por el área espiral cónica de la rosca.
Tipos de hilos de mecanizado
Existen diferentes estándares cuando se trata de categorizar hilos. Generalmente, los sujetadores son hilos espaciados o el tornillo de la máquina hilos, mientras que los más comunes son unificados y métricos.
Aquí, discutiremos los dos tipos principales de subprocesos: subprocesos internos y externos.
Hilos Internos
Las roscas internas, denominadas roscas hembra, se fabrican mediante mecanizado con una herramienta de roscado de un solo labio o una tapa de roscado tradicional, y el proceso se lleva a cabo solo en superficies cóncavas. La necesidad de una rosca interna surge cuando la pieza de trabajo requiere la inserción de tornillos, para lo cual los maquinistas usan machos de roscar manuales o mecánicos.

Hilos externos
También conocida como rosca de tornillo, se usa en tornillos, pernos, espárragos y calibres de tapón, se puede crear con un torno, que es un método altamente eficiente. Alternativamente, se puede colocar un troquel redondo en un material de troquel fijo y usarse para producir la rosca externa manualmente. Además, también hay disponibles troqueles hexagonales y cuadrados, y se utilizan a menudo cuando es necesario enclavar.

Aprenda más sobre nuestro Servicios de mecanizado de tornillos CNC
Formas de mejorar la eficiencia de la fabricación de roscas
1. Indique las profundidades de las roscas en los orificios ciegos
Los agujeros ciegos son agujeros que no tienen la capacidad de atravesar todo el espesor de la pared de un componente. Si solicita una rosca en un agujero ciego, siempre es necesario anotar la profundidad de la rosca.
2. Adoptar estándares de la industria
Mantener los estándares de la industria para el roscado puede ser muy beneficioso para usted en cuanto a tiempo y costo en lo que respecta al proceso de fabricación. Si puede encontrar una solución preexistente, a menudo es más eficiente que crear una usted mismo. Se recomienda utilizar los tipos y series estándar tanto como sea posible.
TNP y BSP son dos tipos de hilos que también se usan comúnmente en ciertas regiones; sin embargo, los proveedores extranjeros a menudo tienen dificultades con esto sin tener experiencia especial. Por lo tanto, se recomienda tomar siempre decisiones de diseño que permitan que el mayor número de fabricantes pueda suministrar el producto.
- Tamaños comunes: lista de la ONU, lista métrica
- Series comunes: UN (UNC y UNF) y Métricas (M).
3. Sea consciente de los tamaños de los agujeros
Cuando se producen piezas que incluyen componentes roscados, ocurre que el tamaño de rosca especificado no parece correlacionarse con el tamaño del orificio en el que se pretende encajar. Esto puede ser un problema, ya que genera incertidumbre sobre si el problema radica en el tamaño de la rosca o en el diámetro del orificio. Por lo tanto, debe tener cuidado de no hacer suposiciones y, en última instancia, esta confusión puede conducir a un retraso sustancial en el tiempo de producción, que demora al menos uno o dos días en resolverse.
Tipos de mecanizado de roscas/Métodos de fabricación de roscas
Existen varios enfoques para producir roscas de tornillo, y la técnica más adecuada se determina en función de una variedad de factores, como las limitaciones de tiempo, el presupuesto, el grado de precisión requerido (o no requerido), el equipo disponible, el costo del producto roscado (que depende de la cantidad de piezas a crear), etc.
Se han ideado muchos métodos para crear subprocesos, y todas las opciones y consideraciones se analizan en detalle a continuación.
Métodos sustractivos
1.Corte de hilo
El corte de roscas se emplea para una variedad de propósitos, como cuando se requiere una profundidad de rosca completa, la cantidad es pequeña, la pieza en bruto no es muy precisa, es necesario roscar hasta un hombro, se necesita roscar una rosca cónica o el material es frágil
Fresado de rosca
El fresado de roscas es un proceso que utiliza una fresa giratoria para crear trayectorias helicoidales, algo que antes se organizaba mecánicamente pero que ahora es posible gracias al uso generalizado de máquinas CNC. Este método de roscado es más rápido, con menos riesgo de rotura de la herramienta y se puede utilizar para crear roscas tanto a la izquierda como a la derecha con la misma herramienta. Además, es una técnica preferible para piezas de trabajo grandes e incómodas que, de otro modo, requerirían configurarlas para la rotación. El fresado de roscas utiliza herramientas sólidas o intercambiables:
- Los cortadores sólidos generalmente se limitan a orificios de más de 6 mm (0,24 pulgadas). Las herramientas sólidas de corte de roscas de múltiples formas pueden parecer machos de roscar, pero no tienen un cono posterior ni una entrada chaflán, lo que permite que las roscas se formen dentro de un paso del fondo de un agujero ciego.
- Las herramientas de corte de roscas internas intercambiables se pueden utilizar para orificios de más de 12 mm (0,47 in). Cuando el inserto se desgasta, se puede reemplazar fácilmente y de manera más rentable. Sin embargo, el tiempo de ciclo es generalmente más largo que con herramientas sólidas.
El fresado de roscas ofrece una ventaja sobre el roscado, que no producirá un perfil de rosca completo hasta la tercera rosca.

Aprenda más sobre nuestro Fresado CNC Capacidades
Emocionante
El proceso de enhebrar y perforación hilos internos por medio de un especializado herramienta para cortar en un molino CNC es una experiencia emocionante. Esta herramienta de corte incluye una punta con forma de broca o fresa radial de corte central y un cuerpo con forma de rosca, así como una forma de cortador avellanado cerca del vástago. Inicialmente, la herramienta se usa para hundir y perforar el orificio, y luego la rosca se interpola circularmente usando el cortador de formas múltiples.
Mediante el uso de este método, la perforación, el biselado y el roscado de un agujero se pueden completar en un ciclo, eliminando la necesidad de una herramienta, un portaherramientas y un cambio de herramienta por separado. Sin embargo, este proceso está limitado a agujeros de una profundidad no mayor a tres veces el diámetro de la herramienta.

Aprenda más sobre nuestro Perforación CNC Capacidades
Roscado de un solo punto
El roscado de un solo punto es un proceso que utiliza una herramienta de un solo punto para crear una forma roscada en un cilindro o cono, ya sea externa o internamente. Requiere la rotación precisa de la pieza de trabajo para determinar el avance de la rosca.
Las máquinas comunes utilizadas para este proceso hoy en día son los tornos de motor y los tornos CNC. Las máquinas CNC pueden rastrear la relación de la herramienta y la posición del husillo, lo que facilita y agiliza la programación.
Aunque todo el roscado se puede hacer con una herramienta de un solo punto, otros métodos, como el roscado con matriz, el laminado de roscas y el roscado con macho, generalmente se usan cuando se necesita un gran volumen de roscas o por rentabilidad. Sin embargo, el roscado de un solo punto puede verse favorecido en ciertas circunstancias, como si se necesita una rosca especial o si se necesita una alta concentricidad con otras características de la pieza mecanizadas al mismo tiempo.
Brochado helicoidal (Punch Tap)
El brochado helicoidal se desarrolló para reducir la trayectoria del roscado. Este proceso, que se parece al roscado tradicional pero con un movimiento más rápido, requiere una geometría de herramienta y una trayectoria específicas para insertar y retraer rápidamente la rosca en una sola media vuelta, lo que reduce el tiempo de ciclo y el consumo de energía.
Este método es rentable para cualquier orificio que pueda acomodar de manera segura las dos pequeñas ranuras de hélice rápida que deja atrás, lo cual es aplicable en muchas aplicaciones diferentes.
Machos y troqueles
Un enfoque típico de roscado es el corte con machos de roscar y troqueles. En comparación con las brocas, los machos de roscar manuales no eliminan automáticamente las virutas que generan. Un grifo manual no tiene la capacidad de cortar sus hilos en una sola rotación, ya que esto genera virutas largas que atascan rápidamente el grifo y pueden causar que se rompa (un problema conocido como "apiñamiento").
Por lo tanto, durante el corte manual de roscas, se recomienda cortar las roscas de 1/2 a 2/3 de revolución (rotación de 180-240°) seguido de invertir el golpe aproximadamente 1/6 de revolución (60°) hasta que las virutas se rompen con los bordes traseros de los cortadores. Es posible que sea necesario sacar el macho de rosca del orificio periódicamente para eliminar las virutas, especialmente al roscar un orificio ciego.
Para operaciones de roscado continuo, se utilizan puntas espirales especializadas o machos de "pistola" para expulsar las virutas y evitar el amontonamiento.
2. Rectificado de roscas
El rectificado de roscas es un proceso de mecanizado utilizado para formar roscas precisas en materiales duros. Se realiza en una rectificadora utilizando muelas abrasivas especialmente revestidas, que coinciden con la forma de las roscas.
Hay tres tipos de rectificado de roscas:
- Rectificado de centro con avance axial: El rectificado de centro con avance axial es el más común y es similar al corte de roscas en un torno.
- Rectificado de roscas de entrada de tipo central: se utiliza una muela abrasiva con múltiples nervaduras, y para el rectificado de roscas sin centro, las piezas brutas se alimentan con tolva a las muelas abrasivas.
- Rectificado de roscas sin centros: la tasa de producción del rectificado de roscas sin centros suele ser de 60 a 70 piezas por minuto para un tornillo de fijación de 13 mm (0,5 in) de largo.
3. Lapeado de hilo
Por lo general, el tallado o rectificado de roscas se implementará después con un lapeado de roscas para lograr el máximo precisión precisa y acabado superficial posible. Este es un procedimiento de taller de herramientas que se utiliza cuando es esencial el más alto grado de precisión, normalmente solo se incluye para los husillos de avance o de bolas de máquinas herramienta sofisticadas.
4. Roscado con EDM
Las piezas roscadas internamente se pueden formar mediante mecanizado por descarga eléctrica (EDM) en materiales duros con el uso de una máquina tipo plomada.
Métodos deformativos o transformativos
Fundición y moldeo de roscas
Las roscas en las piezas metálicas se pueden formar directamente por la geometría de la cavidad del molde en el molde o troquel, donde el material se calienta hasta convertirse en líquido o se mezcla con un líquido que se secará o curará. Luego, las roscas pueden terminarse con mecanizado o dejarse en el estado original, según la aplicación.
Este es el principal método de generación de roscas en la fabricación actual, y los fabricantes de moldes necesitan precisión durante millones de ciclos. Los ejemplos comunes de hilos de plástico moldeado son las botellas de refrescos, mientras que los prensaestopas son ejemplos comunes de hilos fundidos a presión.
Aprenda más sobre nuestro Servicios de fundición a presión personalizados
Conformado y laminado de roscas
La formación de roscas y el laminado de roscas son técnicas utilizadas para formar tornillos en lugar de utilizar técnicas de corte. Se utiliza un troquel de laminación de roscas para prensar una pieza en bruto y formar las roscas. Este proceso se puede utilizar para la producción en masa ya que es capaz de producir hasta una pieza por segundo. Además, se utiliza menos material ya que los tamaños de la pieza en bruto pueden ser más pequeños que los de las roscas de corte; hay un ahorro material potencial de 15-20%.
Además, los hilos laminados se pueden identificar fácilmente ya que tienen un diámetro mayor que la varilla ciega de la que están hechos. A menos que se enfrenten, las roscas de los extremos de los sujetadores enrollados tienen un extremo en forma de copa, ya que el material excedente colapsa uniformemente sobre el extremo de la pieza en bruto.
| Descripción | Imagen | Solicitud |
| Troqueles planetarios (rodillo planetario) |  | Tornillos de accionamiento, tornillos de gran volumen y tornillos para chapa |
| Troqueles planos (rodillo plano) |  | Tornillos de máquina, roscados y para madera |
| Alimentación cilíndrica 2 troqueles |  | Barras roscadas, tornillos grandes o balanceados |
| Alimentación cilíndrica 3 troqueles | 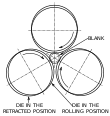 | Barras roscadas, accesorios para tubos, bujías |
| Diametro de hilo (en.) | Planetario (piezas/min) | Troqueles planos (piezas/min) | Cilíndrico (piezas/min) |
| 1/8 | 450 a 2000 | 40 a 500 | 75 a 300 |
| 1/4 | 250 a 1200 | 40 a 400 | 60 a 150 |
| 1/2 | 100 a 400 | 25 a 90 | 50 a 100 |
| 3/4 | – | 20 a 60 | 5 a 10 |
| 1 | – | 15 a 50 | 1 a 50 |
métodos aditivos
La impresión 3D, también conocida como fabricación aditiva, es un proceso que está comenzando a ganar terreno en la comercialización, que incluye:
- Modelado por deposición fundida (FDM)
- Sinterización por láser selectiva (SLS)
- Fusión selectiva por láser (SLM)
- Fusión MultiJet (MJF)
- Estereolitografía (ANS)
- Sinterizado directo de metal por láser (DMLS)
- Fusión por haz de electrones (EBM)
- Chorro de aglomerante
Si bien estos métodos a menudo están limitados en cuanto a las propiedades del material que pueden crear y los acabados superficiales que pueden producir, con el tiempo se vuelven cada vez más capaces. Como ejemplo del éxito de la fabricación aditiva para piezas roscadas, SLS y SLM se han utilizado para crear implantes de titanio roscados para su uso en implantes dentales y tornillos para huesos.
Aprenda más sobre nuestro Servicios de impresión 3D
Combinaciones de diferentes métodos
La combinación de múltiples técnicas, como métodos sustractivos, aditivos, transformativos o deformativos en una nueva forma, se usa con frecuencia en combinación para lograr resultados deseables.
Este tipo de fabricación también se puede denominar creación rápida de prototipos, fabricación de escritorio, fabricación directa, fabricación digital directa, fabricación digital, fabricación instantánea o fabricación bajo demanda.
Aprenda más sobre nuestro Servicios de creación rápida de prototipos
Consejos para el mecanizado de roscas
El uso exitoso de la tecnología de corte de hilo requiere más que solo saber cómo cortar hilos. Aquí hay algunos consejos de diseño para ayudarlo a maximizar los beneficios de la tecnología de corte de hilo:
- Agregar un chaflán a los extremos de las roscas externas asegurará un mejor acabado.
- El punto inicial de un hilo debe tener una superficie plana que esté alineada con el eje central del hilo.
- Para roscas internas, se puede usar avellanado para brindar un mejor acabado.
- Las piezas tubulares deben tener un mayor grosor de pared cuando se someten a roscado o corte de rosca debido a la presión.
- Usar un tamaño de rosca estándar es más rentable que usar un tamaño de rosca único.
- Las roscas de menor altura son preferibles a las de mayor altura cuando no hay especificaciones para el tamaño de la rosca.
Conclusión
La ejecución exitosa de la creación de piezas con una calidad superior requiere una comprensión profunda de las técnicas de fabricación. El mecanizado de roscas, un elemento esencial del proceso de fabricación, puede ser un desafío, ya que requiere habilidades especializadas y equipos avanzados. ¿Por qué no subcontratar sus necesidades de fabricación con un proveedor confiable? Precisión Runsom es la elección perfecta para el mecanizado de precisión de roscas.
En Runsom Precision, nuestro equipo de ingenieros tiene una gran cantidad de Conocimiento de proyectos CNC. y la experiencia adquirida durante una década de experiencia en la industria. Priorizamos las necesidades de nuestros clientes para garantizar que nuestras piezas roscadas cumplan con sus expectativas y aguanten un uso prolongado, al tiempo que brindan servicios de calidad a precios económicos.
Si tienes alguna pregunta o quieres sube tus archivos de diseño para obtener una cotización instantánea, no dude en contáctenos a través de correo electrónico.
Otros artículos que te pueden interesar:


