

¿Qué es SLA?
SLA es la abreviatura de estereolitografía, que es un proceso de fabricación aditiva que pertenece a la familia de la fotopolimerización en cuba. En el proceso SLA, se aplica un sistema láser ultravioleta (UV) para curar selectivamente una resina de polímero capa por capa. Los materiales utilizados en SLA son de forma líquida, que son polímeros termoestables fotosensibles.
SLA es la primera tecnología de impresión 3D, tiene muy alta precisión y acabado superficial liso. SLA es la tecnología de impresión 3D más rentable, una vez que los diseñadores aprovechan los beneficios y las limitaciones de este proceso de fabricación.
Cómo funcionan los SLA
Proceso de fabricación SLA:
- La plataforma de construcción se coloca en el tanque de fotopolímero líquido, con una distancia de una capa de altura desde la superficie del líquido.
- El sistema láser curará y solidificará la resina de fotopolímero de forma selectiva para crear la siguiente capa de resina sólida. El rayo láser se enfocará en la trayectoria planificada mediante galvos con un juego de espejos. Como la máquina de impresión escanea toda el área de la sección transversal de los modelos, las piezas finales producidas son completamente sólidas.
- Una vez que se termina una capa de resina de polímero, la plataforma se moverá a una distancia segura, luego la hoja de la barredora volverá a cubrir la superficie. Este proceso se repetirá hasta que las partes finales estén completas.
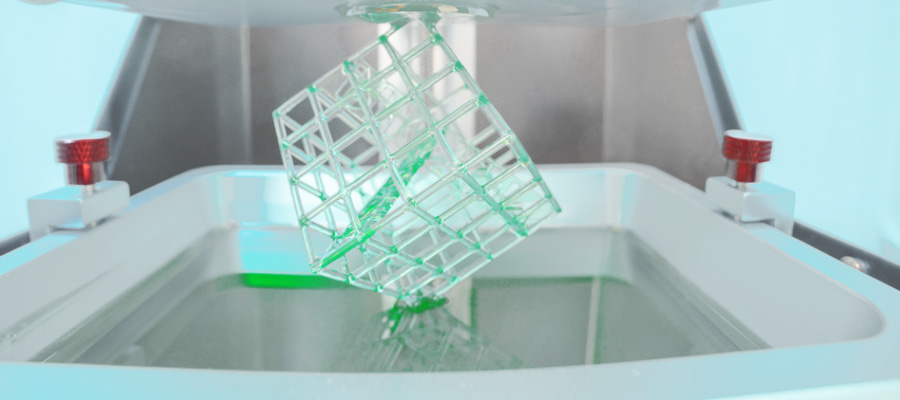
- Después del proceso de impresión, las piezas son de color verde debido a que no están totalmente curadas. Necesitamos más procesos posteriores bajo luz ultravioleta para mejorar las propiedades mecánicas y térmicas para un nivel superior.
En la impresión SLA, la resina liquida se solidifica por el proceso de fotopolimerización. En este proceso, las cadenas de carbono del monómero son activadas por la luz láser UV, luego se crean fuertes enlaces irrompibles entre sí en resina líquida, y finalmente se transforman en partes sólidas. La fotopolimerización es un proceso irreversible, es imposible volver a convertir las piezas SLA a su forma líquida. Estas partes se quemarán en lugar de derretirse una vez calentadas, debido a que estos materiales en SLA están hechos de polímeros termoestables, a diferencia de los termoplásticos en FDM.
Características del SLA
Parámetro de la máquina de impresión
En el sistema SLA, la mayoría de los parámetros de impresión son fijados por el fabricante, esto no puede cambiar. Solo necesitamos ingresar la altura de la capa y la orientación de la parte para determinar la ubicación del soporte en las partes.
Nuestra altura de capa típica en SLA oscila entre 25 micras y 100 micras. Las alturas de colocación más bajas capturarán las geometrías curadas con mayor precisión, pero aumentarán el tiempo y el costo de construcción, y también aumentarán la probabilidad de fallas. La altura de capa de 100 micrones es adecuada para las aplicaciones de impresión 3D más comunes.
El tamaño de construcción es otro parámetro importante en SLA, que siempre depende del tipo de máquina SLA. Hay dos configuraciones principales de máquinas SLA, la orientación de arriba hacia abajo y la orientación de abajo hacia arriba.
Las impresoras SLA de arriba hacia abajo colocan la fuente de luz láser sobre el tanque de resina líquida, luego las piezas se imprimen hacia arriba. La plataforma de construcción comienza en la parte superior del tanque de resina y se mueve hacia abajo después de cada capa.
Las impresoras SLA ascendentes colocan la fuente de luz láser debajo del tanque de resina líquida, luego las piezas se imprimen boca abajo. Hay un fondo transparente con un revestimiento de silicona en el tanque, que permite el paso de la luz láser y evita que la resina curada se adhiera a él. Después de cada capa, la plataforma de construcción se mueve hacia arriba. Entonces, la resina curada se desprenderá del fondo del tanque, este proceso se denomina paso de pelado.
Normalmente, la orientación de abajo hacia arriba se aplica en la impresora de escritorio, mientras que la de arriba hacia abajo se aplica en el sistema SLA industrial. La máquina SLA de abajo hacia arriba es más fácil de fabricar y operar, pero el tamaño de impresión es limitado, debido a que la fuerza en el paso de pelado puede causar fallas en la impresión. Por otro lado, la máquina SLA de arriba hacia abajo puede crear un gran tamaño de producción sin pérdida de precisión, pero esta capacidad avanzada requiere un costo más alto.
Característica clave y diferencia de dos orientaciones.
| SLA ascendente | SLA de arriba hacia abajo | |
| Ventajas | Bajo costoAmpliamente disponible | Tamaño grandeFabricación más rápida |
| Desventajas | Tamaño pequeñoMenos rango de materialRequisito de procesamiento posterior | Operador especialista de alto costo |
| Tamaño | 145×145×175mm | 1500×750×500mm |
| Altura de la capa | 25-100 micras | 25-150 micras |
| Precisión dimensional | ± 0.5% | ± 0.15% |
Estructura de soporte
Estructura de soporte generalmente se requiere en SLA, se imprime con el mismo material que las piezas y se retira manualmente después de la impresión. La orientación de impresión determina la ubicación y la cantidad de soporte. Recomendamos piezas cuya orientación debe evitar el contacto visual crítico de la superficie con la estructura de soporte.
Admite la diferencia entre las máquinas de impresión SLA de abajo hacia arriba y de arriba hacia abajo:
En SLA de arriba hacia abajo, el requisito de soporte es similar a FDM. Es necesario imprimir voladizos y puentes precisos, y el ángulo de voladizo crítico es normal de 30°. La pieza se puede orientar en cualquier posición, pero debemos minimizar la cantidad de soporte y el número de capas para asegurarnos de que la pieza se imprima plana.
En SLA ascendente, la orientación de la pieza es más complicada. Los voladizos y los puentes aún necesitan soporte, pero el criterio más importante es minimizar el área de la sección transversal de cada capa. La fuerza durante el paso de pelado separará parte de la plataforma de construcción, y esta fuerza es proporcional al área de la sección transversal de cada capa. Por lo tanto, la orientación de la pieza debe estar en ángulo y la reducción del soporte no es una preocupación principal.
Curling
Curling en SLA es el mayor problema relacionado con la precisión de las piezas, similar a la deformación FDM. Durante el proceso de solidificación y curado, la resina se encogerá ligeramente una vez que se exponga a la fuente de luz láser. Cuando la contracción es demasiado grande, la tensión interna entre las nuevas capas y el material solidificado anterior dará como resultado el rizado de la pieza.
Adhesión de capas
Las piezas SLA tienen propiedades mecánicas isotrópicas, la fuente de láser UC no es suficiente para curar completamente la resina líquida, los pases posteriores del láser aumentarán las capas solidificadas anteriores en un alto grado.
En el proceso SLA, el curado continuará después de que finalice el proceso de impresión. Para lograr las mejores propiedades mecánicas, las piezas SAL deben colocarse en una caja de curado para poscurarse con luz UC intensa o temperatura elevada. Esto aumentará la dureza y la temperatura de las piezas SLA, pero también las hará más frágiles.
La exposición prolongada de las piezas SLA a la luz ultravioleta tendrá un efecto perjudicial en las propiedades físicas y la apariencia, lo que provocará que las piezas se doblen, se vuelvan quebradizas y cambien de color. Por lo tanto, recomendamos rociar el revestimiento con una pintura acrílica UV transparente antes de usar.
Materiales comunes de SLA
materiales SLA están en forma de resina líquida, nuestro sistema industrial proporciona una amplia gama de materiales para ayudar a los diseñadores a controlar más de cerca las propiedades mecánicas de sus piezas. Los materiales SLA son más frágiles que los materiales FDM o SLA, por lo que no son adecuados para prototipos funcionales bajo cargas significativas.
Resumimos las ventajas y desventajas de las resinas SLA comunes.
| Material | Características | |
| Ventajas | Desventajas | |
| resina estándar | Acabado superficial liso | Frágil |
| resina transparente | Transparente | Post-procesamiento para superficie clara |
| resina calcinable | Ceniza baja después de la quema Creación de patrones de molde | |
| Resina resistente o duradera | Propiedades mecánicas similares al ABS o PP | Baja resistencia térmica |
| resina de alta temperatura | Resistencia a altas temperaturas | Alto costo |
| resina dental | BiocompatibleAlta resistencia a la abrasión | Alto costo |
| resina similar a la goma | Material similar al caucho | Precisión dimensional baja |
Postprocesamiento
La superficie de las piezas SLA se puede terminar con diferentes estándares por varios métodos de procesamiento posterior, como lijado, pulido, recubrimiento por pulverización y pintura de aceite mineral. Consulta el postprocesamiento de SLA aquí.
Beneficios del SLA & Limitaciones
Beneficios del SLA:
- SLA es capaz de crear piezas con alta precisión dimensional y detalles intrincados.
- SLA es idea para prototipos visuales, debido a su suave acabado superficial.
- SLA tiene materiales especiales, como resina transparente, flexible y moldeable.
Limitaciones del SLA:
- La parte SLA es frágil, no es adecuada para prototipos funcionales.
- Las propiedades mecánicas y la apariencia visual de las piezas SLA se degradarán con el tiempo una vez que se expongan a la luz solar.
- El proceso SLA siempre requiere una estructura de soporte, se requiere el procesamiento posterior para eliminar las marcas visuales en la superficie.