Für mechanische Verbindungen werden üblicherweise Passfeder und Keilnut verwendet. Bei der Bearbeitung mechanischer Teile werden viele lange Wellenteile mit mehreren Keilnuten konstruiert. Für diese Keilnuten gelten in der Regel strenge Anforderungen an Abmessungen, Toleranz und den Winkel zwischen der Keilnut und dem Positionierungsreferenzloch. Die herkömmliche Markierungsmethode reicht nicht aus, um diese Anforderungen zu erfüllen. Darüber hinaus mangelt es Wellenteilen meist an einer unzureichenden Steifigkeit. Als solche, CNC-Fräsmaschinen Für die Bearbeitung dieser Bauteile stehen Ihnen folgende Möglichkeiten zur Verfügung.
Welcher Fräsertyp wird zum Fräsen von Keilnuten während des Bearbeitungsprozesses verwendet? Wie schneidet man eine Keilnut auf einer Fräsmaschine? In diesem Artikel geben wir eine Einführung in das Fräsen von Keilnuten, behandeln die Grundlagen von Keilen und Keilnuten, erkunden die bei der Operation verwendeten Fräser und diskutieren Methoden zum Fräsen von Keilnuten sowie Alternativen zum Schneiden und Räumen von Keilnuten.
Was ist eine Keilnut?
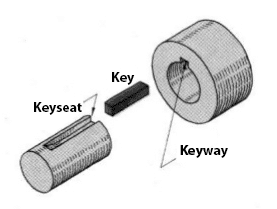
Die Passfeder und die Keilnut spielen eine wichtige Rolle, wenn ein Zahnrad oder ein ähnliches rotierendes Gerät auf eine Stange oder Welle montiert werden muss, um Rotationskräfte zu übertragen. Die Passfeder ist ein mechanisches Übertragungsteil, das in erster Linie dazu dient, die Umfangsverbindung zwischen der Welle und den zu übertragenden Teilen auf der Welle sicherzustellen Drehmoment. Einige Passfedern können auch eine axiale Bewegung oder axiale Fixierung der Teile auf der Welle erleichtern. Keilnuten sind Nuten unterschiedlicher Form, die entlang der Achse der zylindrischen Oberfläche der Wellen geschnitten sind. Diese Nuten dienen als Einbauort für die Keile und bieten eine zuverlässige Methode zum Positionieren und Antreiben von Elementen auf den Wellen. In das montierte Element ist außerdem eine Keilnut eingearbeitet, um den Keil aufzunehmen.
Die Auswahl des Schlüsseltyps und der entsprechenden Passfedernut richtet sich nach den spezifischen Anforderungen der Aufgabenstellung. Der Waldmeisterschlüssel, der Maschinenschlüssel mit quadratischem Ende und der Maschinenschlüssel mit rundem Ende sind die am häufigsten verwendeten Schlüsseltypen.
Was ist Keilnutfräsen?
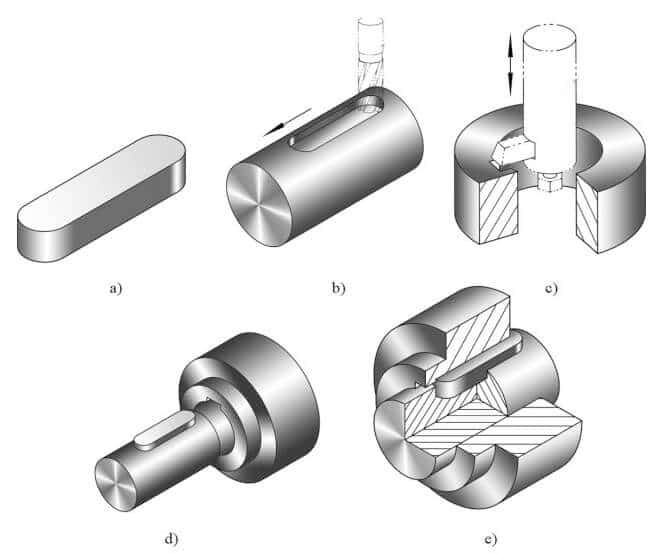
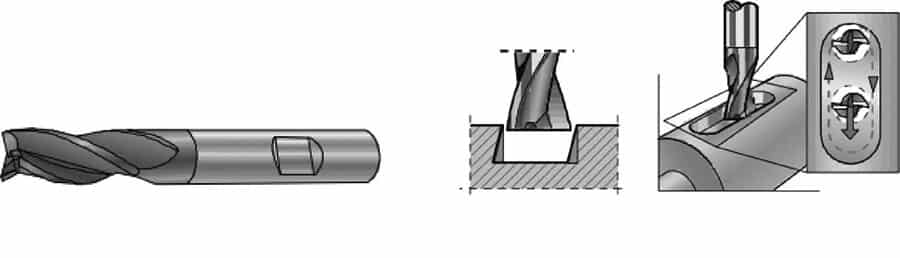
Unter Keilnutfräsen versteht man die Bearbeitung zur Herstellung von Keilnuten mittels einer Fräsmaschine. Der Keilnutfräser ist eine Art CNC-Fräswerkzeug, das hauptsächlich zum Fräsen von Keilnuten und geschlossenen Vertiefungen eingesetzt wird.
Um dem Einfluss von entgegenzuwirken radiale SchnittkraftDer Keilnutfräser ist mit zwei symmetrischen Schneiden ausgestattet. Beim Fräsvorgang entsteht durch die Schnittkräfte an diesen Kanten ein Kräftepaar, das die Radialkräfte aufhebt. Der Keilnutfräser verfügt sowohl am zylindrischen Teil als auch an der Stirnseite über Schneidkanten. Die Schneidkante an der Stirnseite verläuft durch die Werkzeugmitte und ermöglicht so das axiale Fräsen. Es verfügt außerdem über Tauchbohrfunktionen und kann geschlossene Vertiefungen direkt fräsen.
Wie wählt man den richtigen Keilnutfräser aus?
Die Keilnut kann in drei Typen eingeteilt werden: offen, halboffen und geschlossen. Normalerweise wird eine offene Keilnut mit einem Scheibenfräser gefräst, während eine geschlossene Keilnut oft mit einem Schaftfräser oder einem speziellen Keilnutfräser bearbeitet wird. Bei Verwendung eines Schaftfräsers sollte an einem Ende des Nutgrunds ein Loch mit dem gleichen Durchmesser wie der Fräser gebohrt werden, dessen Tiefe mit der Tiefe der Nut übereinstimmen sollte.
Die Auswahl der Fräswerkzeuge ist von großer Bedeutung für die Präzision, Oberflächenrauheitund Produktivität der Keilnut während des Fräsprozesses. Hier sind einige Fräswerkzeuge, die für verschiedene Arten von Keilnuten empfohlen werden:
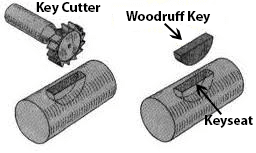
1. Wellennuten für Scheibenfedern – Scheibennutenfräser
Fräsen a Waldmeister-Schlüsselnut ist ein unkomplizierter Vorgang, da ein Fräser verwendet werden muss, der dem Durchmesser und der Dicke des Schlüssels entspricht. Positionieren Sie den Fräser über der gewünschten Stelle für die Keilnut und bewegen Sie dann das Werkstück an den Fräser heran, bis die gewünschte Tiefe des Keilsitzes erreicht ist. Das Werkstück kann in einem gesichert werden SchraubstockB. im Spannfutter, zwischen Spitzen oder auf dem Fräsmaschinentisch festgeklemmt. Die Größe des Fräsers bestimmt, ob er in einem Dorn oder in einer Federspannzange oder einem Bohrfutter gehalten wird, die darin montiert sind Spindel der Fräsmaschine.
2. Keilnuten mit quadratischem Ende – Flachfräser oder Scheibenfräser
Stellen Sie sicher, dass das Werkstück sicher befestigt ist und der Fräser zentriert ist. Heben Sie das Werkstück an, bis die Fräserzähne es berühren. Verriegeln Sie die Skala am Vertikalvorschub und bewegen Sie das Werkstück in Längsrichtung, damit der Fräser es freigeben kann. Verwenden Sie den vertikalen Handvorschub schrauben um das Werkstück anzuheben, bis der Fräser die gewünschte Schnitttiefe erreicht. Sobald diese Einstellung vorgenommen wurde, verriegeln Sie die Steuerung für die vertikale Einstellung und fahren Sie mit dem Schnitt fort, indem Sie den Tisch in Längsrichtung verschieben.
3. Keilnuten mit rundem Ende – Schaftfräser
Zum Fräsen abgerundeter Keilnuten verwenden Sie eine Schaftfräser mit entsprechendem Durchmesser. Stellen Sie ähnlich wie bei Maschinenschlüsselnuten mit quadratischem Ende sicher, dass das Werkstück richtig montiert ist und der Fräser im Verhältnis zur Welle zentriert ist. Positionieren Sie den Schaft oder das Messer so, dass das Ende des Messers ein dünnes Stück Papier zerreißen kann, das zwischen Werkstück und Messer gehalten wird. Verriegeln Sie an dieser Stelle das Vorschubskalenrad und verwenden Sie es als Referenz für die Einstellung der Frästiefe. Markieren Sie die Enden der Keilnut deutlich und bewegen Sie das Werkstück in mehreren Durchgängen hin und her, um Fehler durch die Feder des Fräsers zu minimieren.
Möglichkeiten zum Spannen und Kalibrieren des Werkstücks
Beim Arbeiten mit einer Keilnutenfräsmaschine erfolgt die Sicherung des Werkstückes mittels einer Befestigung, und der Keilnutfräser wird verwendet, um Material Schicht für Schicht schrittweise abzutragen. Es ist wichtig, die Stabilität und Zuverlässigkeit des Werkstücks beim Spannen sicherzustellen. Darüber hinaus ist es wichtig, die zentrale Position der geklemmten Teile beizubehalten und sicherzustellen, dass die Mittellinie der Keilnut mit der Achsenlinie übereinstimmt. Es gibt mehrere gängige Methoden zum Spannen von Werkstücken beim Keilnutfräsen.
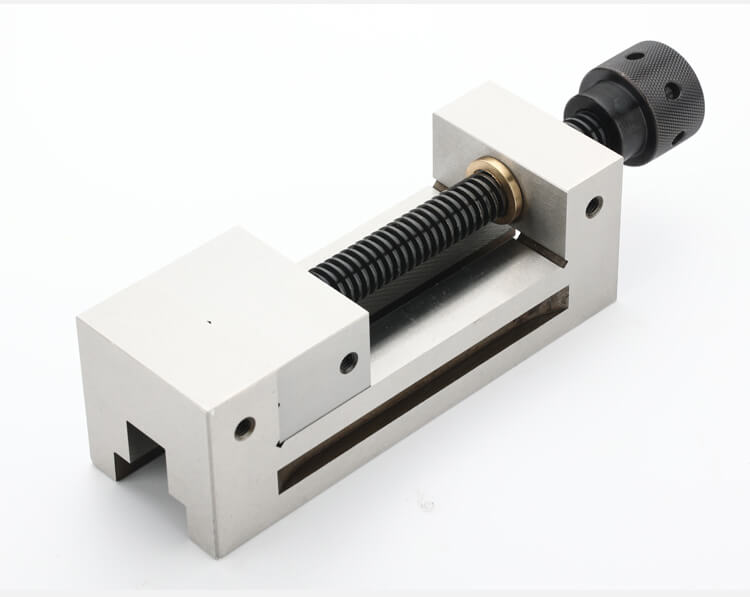
1. Parallelbacken-Schraubstock verwenden
Zum Fräsen von Keilnuten an kleinen und mittelkurzen Wellen mit einem Maschinenschraubstock für die Installation geeignet ist. Es ist jedoch wichtig zu beachten, dass sich bei Änderungen des Werkstückdurchmessers auch die Mitte des Teils innerhalb der Schraubstockbacken verschieben kann. Dies kann Auswirkungen auf die Symmetrie und die Abmessungen der Keilnut haben. Dennoch ist der Einsatz eines Maschinenschraubstocks eine stabile, geeignete und einfache Methode für die Einzelstückfertigung. Es kann auch für die Massenproduktion verwendet werden, wenn der Außenkreis der Welle bereits fertig bearbeitet ist.
2. Verwenden Sie einen V-förmigen Rahmen
Zum Fräsen von Keilnuten an langen und dicken Wellen eignet sich die V-förmige Rahmenklemmmethode. Der V-Rahmen bietet eine hervorragende Klemmsteifigkeit und ist daher für diese Anwendung geeignet. Es bietet den Vorteil einer komfortablen Bedienung und einer einfachen Ausrichtung des Fräsers. Es ist jedoch wichtig zu beachten, dass die Mitte des Werkstücks nur entlang der Winkelhalbierenden des V-förmigen Eisens positioniert ist und je nach Durchmesser des Schafts variieren kann. Daher ist es wichtig, die Mitte des Fräsers mit der Winkelhalbierenden des V-förmigen Eisens auszurichten, um die Symmetrie der Keilnut sicherzustellen.

3. T-Nut verwenden
Um lange Wellen mit Durchmessern von 20 mm bis 60 mm zu bearbeiten, besteht eine effektive Methode darin, die Welle auf der T-Nut des Fräsmaschinen-Arbeitstisches zu platzieren und sie direkt mit einer Platte zu spannen. Dieser Ansatz eignet sich gut für diesen Größenbereich. Allerdings ist es nicht dafür geeignet abgestufte Wellen und Wellen mit großem Durchmesser.
4. Indexkopf verwenden
Bei der Installation einer symmetrischen Passfeder und eines Werkstücks mit mehreren Nuten wird üblicherweise ein Teilkopf oder eine Vorrichtung mit einer Indexiervorrichtung verwendet, um eine genaue Verteilung der Passfedernutpositionen auf der Welle sicherzustellen. Um dies zu erreichen, wird das Werkstück typischerweise mit einem eingespannt Selbstzentrierendes Dreibackenfutter und die hintere Mitte des Teilapparates. Es ist wichtig, dass die Achse des Werkstücks mit der Achslinie zwischen dem selbstzentrierenden Dreibackenfutter und der Mitte übereinstimmt. Wichtig ist, dass die Position der Werkstückachse unabhängig von Durchmesseränderungen konstant bleibt. Dadurch wird die Symmetrie der Keilnut auf der Welle nicht durch Schwankungen des Werkstückdurchmessers beeinträchtigt.
Wie richtet man Fräser aus?
Wie bereits erwähnt, gibt es beim Fräsen von Keilnuten mehrere Möglichkeiten, die Welle zu positionieren. Es kann in einem Schraubstock oder Spannfutter gehalten, zwischen Spitzen montiert oder am Fräsmaschinentisch festgeklemmt werden. Entscheidend ist, dass der Fräser mittig zur Achse des Werkstücks ausgerichtet ist. Um diese Ausrichtung zu erreichen, kann eine der folgenden Methoden eingesetzt werden:
Um den Scheibenfräser richtig auszurichten, positionieren Sie die Welle so, dass die Seite des Fräsers tangential zum Umfang der Welle verläuft. Dies kann erreicht werden, indem die Welle quer bewegt wird, bis das Werkstück die Seitenzähne des Fräsers berührt. Sobald dieser Kontakt hergestellt ist, verriegeln Sie die Skala am Quervorschub und senken den Fräsmaschinentisch ab. Um die Ausrichtung abzuschließen, verwenden Sie die Quervorschub-Skalenskala als Führung und bewegen Sie die Welle quer um einen Abstand, der dem Radius der Welle plus der halben Breite des Fräsers entspricht.
Beim zentralen Ausrichten von Schaftfräsern beginnen Sie damit, das Werkstück mit der Peripherie des Fräsers in Kontakt zu bringen. Befolgen Sie dann das gleiche Verfahren wie im vorherigen Absatz beschrieben.
Fräsen von Keilnuten
Schichtfräsen
Beim Schichtfräsen wird die Keilnut schichtweise gefräst, wobei jeder Arbeitsgang eine Tiefe von nur 0,5–1 mm aufweist. Der Fräsvorgang wird fortgesetzt, indem der Fräser mit einem größeren hin- und herbewegt wird Vorschubgeschwindigkeit bis die gewünschte Tiefe erreicht ist.
Ein Vorteil dieser Methode besteht darin, dass der Fräser bei einem stumpfen Fräser einfach durch Schleifen der Stirnfläche geschärft werden kann, ohne dass der Fräserdurchmesser beeinträchtigt wird. Wenn diese Technik jedoch auf einer herkömmlichen Fräsmaschine durchgeführt wird, ist die Betriebsflexibilität eingeschränkt und die Produktionseffizienz ist im Vergleich zu herkömmlichen Schneidmethoden geringer.
Erweitern Sie Fräsen
Um eine ordnungsgemäße Fräsung der Keilnut sicherzustellen, beginnen Sie mit dem Schleifen des ausgewählten Fräsers. Reduzieren Sie den Außendurchmesser um 0,3–0,5 mm und behalten Sie dabei eine gute Zylindrizität bei. Lassen Sie beim Fräsen an beiden Enden der Keilnut ein Aufmaß von 0,5 mm. Bewegen Sie den Fräser während des Fräsvorgangs hin und her.
Anschließend messen Sie die Nutbreite, um die erforderliche Breitenzugabe zu ermitteln. Fahren Sie fort, indem Sie mit einem Fräser, der zur Größe der Keilnut passt, beide Seiten der Keilnut auf die gewünschte Größe fräsen. Stellen Sie gleichzeitig sicher, dass die Passfedernut auf die erforderliche Länge gefräst wird.
Während des Fräsvorgangs ist es wichtig, die Rundheit des Kreisbogens an beiden Enden der Keilnut beizubehalten. Es ist jedoch wichtig zu beachten, dass diese Fräsmethode möglicherweise zu einer Neigung an der Seite der Nut führen kann.
Weitere Optionen zum Schneiden und Räumen von Keilnuten
Keilnuten sind häufig in verschiedenen Bauteilen zu finden, z Getriebe, Laufräder, Kupplungen, Pumpenhülsen, Wellenstummel und andere Teile, die interne Keilnuten oder Schlitze für Verbindungen erfordern. Während zum Schneiden von Keilnuten üblicherweise Fräsmaschinen verwendet werden, stehen auch alternative Methoden zur Verfügung, wie z. B. Erodiermaschinen, Formmaschinen oder Keilsitzmaschinen.
1. Passfedersitz (für große und spezielle Passfedernuten)
Schneiden von Keilnuten mit einem Schlüsselsitzer-MaschineBei dieser Maschine, die auch als Schlitzmaschine für Innennuten bezeichnet wird, wird Material durch eine Reihe von Zahnschneidebewegungen entfernt. Bei einigen Schlüsselfressern wird ein Einzelzahnfräser verwendet, während andere einen Mehrzahnfräser verwenden, um hohe Ergebnisse zu erzielen Schnittgeschwindigkeiten ähnlich dem Räumen.
Beim Schlüsselschneider wird der Fräser bei jedem weiteren Schnitt schrittweise nach außen bewegt. Diese schrittweise Bewegung ermöglicht die Entfernung einer kleinen Materialmenge bei jedem Hub. Der Vorgang wird fortgesetzt, bis der Schnitt die erforderliche Tiefe erreicht, die in der Druckzeichnung der Kupplungsnabe angegeben ist.
Das Nutenlassen von Passfedern bietet erhebliche Vorteile, insbesondere beim Umgang mit großen oder speziellen Passfedernuten. Zahnfräser in Sondergröße können leicht beschafft und in einem Werkzeugbau vor Ort an individuelle Spezifikationen angepasst werden. Es ist jedoch wichtig zu bedenken, dass das Setzen von Keilen im Vergleich zum herkömmlichen Räumen je nach Maschinentyp eine längere Zykluszeit erfordern kann Schneidewerkzeug gebraucht.
2. Räumen von Keilnuten (für mehr Geschwindigkeit)
Das Schneiden von Keilnuten mit einer Räummaschine folgt einem ähnlichen Prinzip wie das Setzen von Keilnuten. Räummaschinen verfügen jedoch häufig über Fräser mit mehreren Zähnen. Da der Fräser der Räummaschine durch eine Nabe geschoben wird, entfernt er mit jedem Zahn zunehmend mehr Material. Das Vorhandensein mehrerer Zähne ermöglicht einen schnelleren Materialabtrag. Typischerweise kann das Nuträumen mit Keilnuten das gewünschte Ergebnis in 1–3 Hüben erzielen.
Wie andere Schneidwerkzeuge müssen Räumzähne geschärft werden, wenn sie stumpf werden. Darüber hinaus können Räummaschinen horizontal oder vertikal ausgerichtet werden, um das Räumwerkzeug entweder durch das Teil zu schieben oder zu ziehen.
Ein Nachteil des Räumens sind die Anschaffungskosten der Räumnadeln, die recht hoch sein können und manchmal Zehntausende von Dollar erreichen. Auch bei Räumnadeln ist eine regelmäßige Wartung notwendig. Ein weiterer Gesichtspunkt ist der Zeitfaktor. Wenn eine maßgeschneiderte Räumnadel nicht ohne weiteres erhältlich ist, kann die Herstellung mehrere Wochen bis Monate dauern.
3. Drahterodieren (für kleine Spezialserien)
Das Schneiden von Keilnuten mittels Drahterodieren (Electric Discharge Machining) wird typischerweise zum Präzisionsschneiden oder dann eingesetzt, wenn spezielle Schneidoptionen erforderlich sind, insbesondere bei kleinen Stückzahlen. Werkzeug und Stirb Bauherren nutzen Drahterodieren, um Material mit einer Methode zu entfernen, die als „Verdunstung“ oder „Schock“ beschrieben werden kann. Bei dieser Technik wird ein aufgewickelter Kupferdraht nahe am Ziel positioniert, um es mithilfe elektrischer Funken zu durchtrennen, ohne direkten Kontakt mit dem Bauteil.
Wenn Geschwindigkeit ein entscheidender Faktor ist, ist Drahterodieren möglicherweise nicht die beste Wahl für das Schneiden von Keilnuten. Eine Standard-Drahterodiermaschine arbeitet normalerweise mit einer Geschwindigkeit von 12 Quadratzoll pro Stunde. Wenn das Teil beispielsweise 6 Zoll dick ist, schneidet die Drahterodiermaschine mit einer Tiefe von 2 Zoll pro Stunde. Ein Vorteil der Drahterodiermaschine besteht jedoch darin, dass diese Maschinen ohne aktiven Bediener laufen können. Daher eignet sich Drahterodieren besonders für bestimmte Anwendungen wie Prototypenteile, Eilaufträge und einmalige Anfragen.
4. Formgebung (für blinde Keilnuten)
Das Formen ist eine praktikable Option zum Schneiden blinder Keilnuten, d. h. Keilnuten, die sich nicht über die gesamte Länge des Teils erstrecken. Im Gegensatz zum Räumen und Drahterodieren, die dafür nicht gut geeignet sind blinde KeilnutenDurch die Formgebung kann diese Art von Schneidanforderung effektiv bewältigt werden.
Ähnlich wie bei einigen Schlüsselfressern erfordert die Formgebung die Verwendung eines einzahnigen Schneidwerkzeugs. Im Gegensatz zu Schlüsselschneidern führen Fräser das Werkzeug jedoch nicht durch den Schnitt an einem festen Pfosten. Folglich erreichen Formschnitte aufgrund der ungeführten Ablenkung möglicherweise nicht die gleiche Genauigkeit wie Keilsitzerschnitte. Dies unterstreicht, wie wichtig es ist, ordnungsgemäße Toleranzprüfungen durchzuführen, um die Genauigkeit sicherzustellen.
Um blinde Keilnuten mit einem Fräser zu schneiden, müssen Benutzer am Ende der zu schneidenden Keilnut vorab ein „Relief“ ausschneiden. Durch diese Entlastung können die Metallspäne brechen und effektiv entfernt werden. Die Entlastung kann je nach den spezifischen Anforderungen der Passfedernut durch das Schneiden einer Innennut am Innendurchmesser der Naben oder durch das Vorbohren eines Lochs erzeugt werden.
Fazit
Es gibt verschiedene Arten von Keilnuten, und es ist wichtig, die spezifischen Keilnuttypen zu analysieren, um den geeigneten Fräser und die richtige Bearbeitungsmethode zu bestimmen. Durch einen flexiblen Ansatz können Sie die Effizienz der Verarbeitung und Produktion steigern.
Wenn Sie bereit sind, mit dem Schneiden von Keilnuten zu beginnen oder nach Möglichkeiten suchen, die Zykluszeit und die Herstellungskosten in Ihrem aktuellen Prozess zum Schneiden von Keilnuten zu reduzieren, Runsom-Präzision ist hier, um Ihnen zu helfen. Wir haben uns darauf spezialisiert CNC-Bearbeitungsdienste mit über einem Jahrzehnt Erfahrung und fortschrittlichen Technologien. Unabhängig davon, ob Ihr Projekt kundenspezifische Teile mit mehreren Keilnuten oder komplexe Designs erfordert, sind wir bereit, Ihnen eine umfassende Lösung anzubieten, die für Ihre Anwendung geeignet ist. Erhalten Sie ein sofortiges Angebot um Ihr Projekt noch heute zu starten!
Weitere Artikel, die Sie interessieren könnten: