
Es ist wichtig, das Oberflächenrauheitsdiagramm und seine Bedeutung für die Leistung und Langlebigkeit des Produkts zu verstehen. Zu viel Rauheit kann zu übermäßiger Reibung führen, was zu Brüchen und Korrosion führt, die letztendlich das Material schädigen. Andererseits gibt es eine für die Haftung notwendige Rauhigkeit. Daher ist es wichtig, die Oberflächenbeschaffenheit niemals einer Annahme zu überlassen. Wenn Sie der Meinung sind, dass die Oberflächenbeschaffenheit für Ihr Produkt wichtig ist, kann dieser Leitfaden hilfreich sein.
Was ist Oberflächenbeschaffenheit?
Oberflächenbeschaffenheit ist ein Begriff, der die Textur, Form und andere Eigenschaften der Oberfläche eines hergestellten Objekts beschreibt. Es wird oft verwendet, um die Rauheit einer Oberfläche zu bezeichnen, die typischerweise mit einem Profilometer gemessen wird. Es kann sich auch darauf beziehen, wie die Oberfläche behandelt wurde, wie z. B. maschinelle Bearbeitung, Schleifen oder Schmirgeln. Die Oberflächenbeschaffenheit eines Objekts wirkt sich sowohl auf seine Optik als auch auf seine Leistung in Bezug auf Reibung, Verschleiß und Wärmeübertragung aus. Es hängt auch mit der Herstellbarkeit eines Objekts zusammen, da einige Arten von Oberflächenveredelungen einfacher zu erreichen sind als andere.
Die Oberflächenbeschaffenheit ist ein kritischer Teil des Produktionsprozesses, da sie die Leistung kritischer Teile und Komponenten beeinträchtigen kann. Es beschreibt einfach die vollständige Textur der Oberfläche eines Teils und wird durch drei Merkmale definiert:
- Legen
- Welligkeit
- Oberflächenrauheit
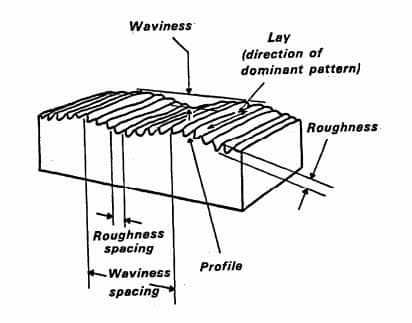
Legen gibt das dominante Oberflächenmuster und die Richtung an, die das Muster nimmt. Je nach Herstellungsverfahren der Teile kann das Verlegemuster schraffiert, kreisförmig, vertikal, horizontal oder rechtwinklig sein.
Welligkeit bezieht sich auf eine verzogene Oberfläche mit einer Teilung, die größer ist als die Länge der Oberflächenrauhigkeit. Sie beschreibt unregelmäßige Oberflächen, die periodisch in Abständen auftreten, die länger als die Oberflächenrauheit sind. Dies wird normalerweise durch Bearbeitungsfehler infolge von Verformung, Rattern oder Verziehen durch Kühl- und Heizvorgänge verursacht.
Oberflächenrauheit wird verwendet, um die Gesamtabstandsunregelmäßigkeit auf der Oberfläche eines Teils zu messen. Je niedriger der Wert der Oberflächenrauhigkeit, desto weniger unregelmäßig ist die Oberfläche. Wenn Maschinisten und Ingenieure also von „Oberflächengüte“ sprechen, meinen sie oft Oberflächenrauheit.
Lerne mehr über: Ein Leitfaden für die Oberflächenbeschaffenheit
Warum spielt die Oberflächenbeschaffenheit in Konstruktionsprozessen eine Rolle?
Die Oberflächenrauheit ist ein wesentlicher Faktor, wenn es darum geht, wie ein Produkt mit seiner Umgebung interagiert. Die Oberflächenbeschaffenheit des Produkts kann seine Leistung beeinflussen und der Grad der Rauheit kann seine Wirksamkeit beeinflussen.
Aus diesem Grund müssen Ingenieure und Hersteller die Oberflächenbeschaffenheit im Auge behalten. Dies trägt dazu bei, konsistente Prozesse und zuverlässige Produkte zu schaffen. Darüber hinaus helfen Oberflächenmessungen, die Kontrolle über die Fertigung aufrechtzuerhalten, was in der Oberflächentechnik sehr nützlich ist.
Unterschiedliche Oberflächenveredelungen haben unterschiedliche Wirkungen. Der einfachste Weg, die gewünschte Art der Oberflächenbeschaffenheit zu erreichen, besteht darin, sie mit den Oberflächenbeschaffenheitsstandards zu vergleichen. Die Oberflächenbeschaffenheit kann auf verschiedene Weise vorteilhaft sein, wie zum Beispiel:
- Bietet Korrosions- und Chemikalienbeständigkeit
- Verbesserung der visuellen Attraktivität
- Unterstützung der Haftung von Beschichtungen und Farben
- Reduzierung von Oberflächenfehlern
- Erhöhung der Leitfähigkeit
- Erhöht die Festigkeit gegen Verschleiß und minimiert die Reibung
Lerne mehr über: Oberflächengüten für die CNC-Bearbeitung
Methode zur Messung der Oberflächenrauheit
Wie bereits erwähnt, hat eine Oberfläche drei grundlegende Eigenschaften: Lage, Welligkeit und Rauhigkeit. Somit beeinflussen verschiedene Faktoren die Oberflächengeometrie. Daher gibt es mehrere Methoden zur Messung der Oberflächenrauheit, einschließlich direkter Messmethoden, berührungsloser Methoden, Vergleichsmethoden und In-Prozess-Methoden.
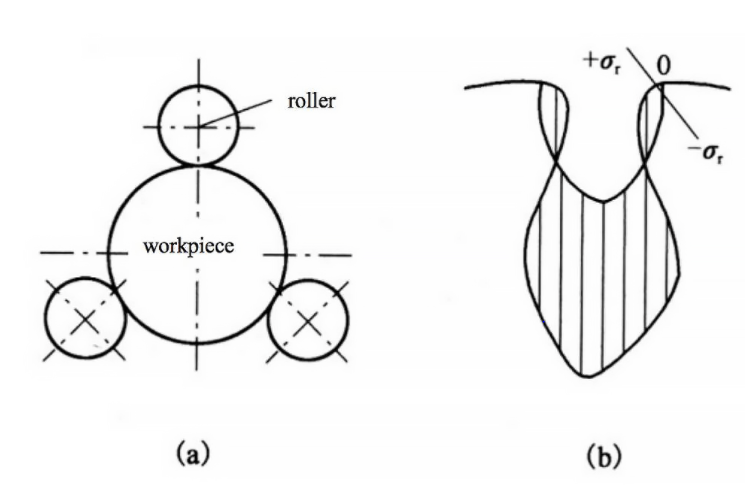
Direkte Messverfahren Dazu gehört, mit einem Stift senkrecht zur Oberfläche zu zeichnen und dann ein registriertes Profil zu verwenden, um Rauheitsparameter zu bestimmen.
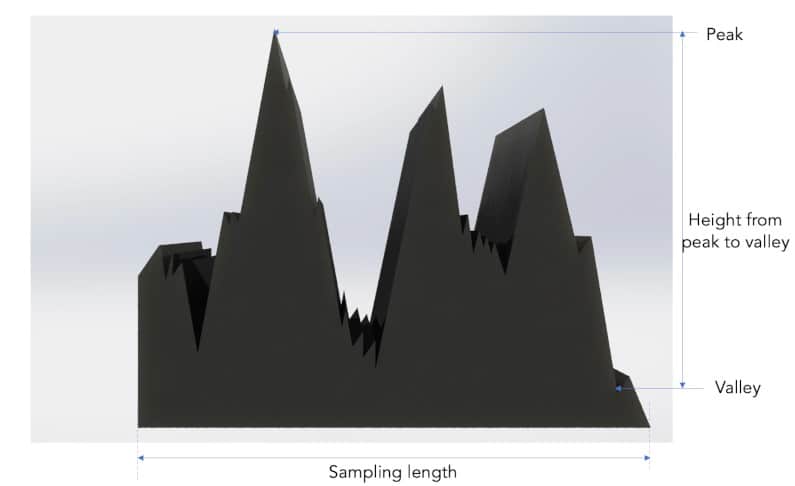
Das Bild unten zeigt den Querschnitt eines bearbeiteten Teils mit typischen Oberflächenunregelmäßigkeiten. Die Berechnung der Oberflächenrauheit dieses Teils ist die Höhe der Rauheitsspitzen entlang seiner Länge.
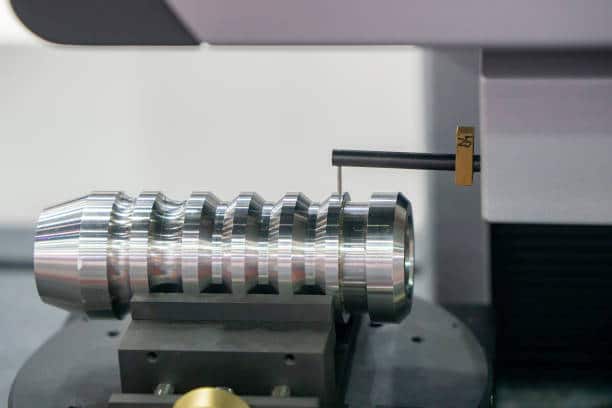
Es gibt mehrere Arten von Qualitätskontrolle Ausrüstung zur Berechnung der Oberflächenrauheit, aber das Oberflächenrauheitsmessgerät wird normalerweise von erstklassigen Maschinenwerkstätten verwendet. Oberflächenrauheitsmessgeräte verfügen über einen Stift (oder eine hochauflösende Sonde), der sich mit konstanter Geschwindigkeit in einer Richtung senkrecht zum Verlegungsmuster über die Zieloberfläche bewegt. Das Messgerät erfasst (und verstärkt) das elektrische Signal, um durch ein spezielles elektrisches System eine größere vertikale Vergrößerung zu erzeugen.
Berührungslose Methoden Verwenden Sie Licht oder Ton anstelle eines Stifts, z. B. optische Instrumente wie Weißlicht und Konfokal.
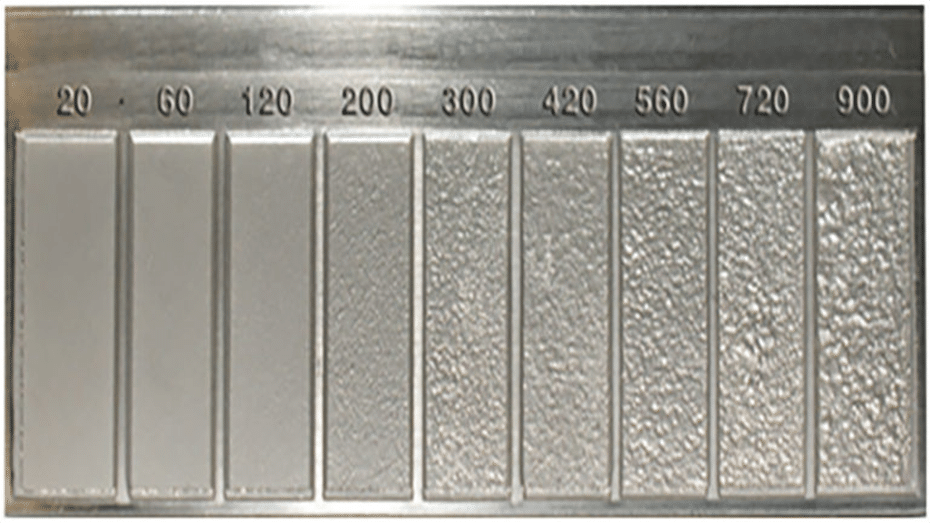
Vergleichstechniks beinhalten die Verwendung von Oberflächenrauheitsproben, die von der Ausrüstung oder dem Prozess erzeugt wurden, und deren Vergleich mit Oberflächen bekannter Rauheitsparameter.
In-Process-TechnikenB. Induktivität, verwenden magnetische Materialien zur Bewertung der Oberflächenrauheit.
Verfahren zur Messung der Oberflächenrauheit
Die Messung der Oberflächenrauheit kann mit drei verschiedenen Techniken erfolgen: Profilierung, Flächenmessung und Mikroskopie.
- Profilierungstechniken Dabei wird die Oberfläche mit einer hochauflösenden Sonde gemessen, die in Bezug auf die Empfindlichkeit einer Phonographennadel ähnelt.
- Gebietstechniken Messen Sie einen kleinen Bereich der Oberfläche, um einen statistischen Durchschnitt von Spitzen und Tälern zu erhalten. Beispiele für Flächentechniken sind Ultraschallstreuung, optische Streuung, Kapazitätssonden und mehr.
- Techniken der Mikroskopie liefern qualitative Informationen über Spitzen und Täler auf Oberflächen, indem sie Kontraste messen.
Lerne mehr über: Oberflächenrauheitsparameter für die CNC-Bearbeitung
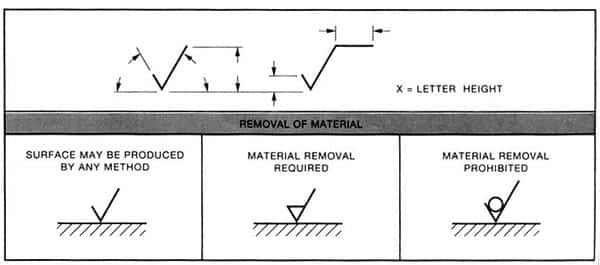
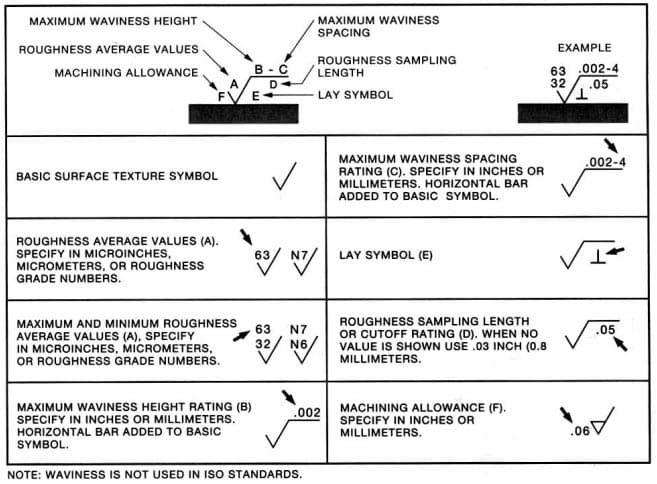
Symbole und Abkürzungen in der Oberflächenrauheitstabelle
Es gibt eine Vielzahl von Symbolen und Abkürzungen, die den Parameter für die Oberflächengüte einfach erklären, wie Ra, Rz, Rq, Rku, Rsk und mehr.
Ra (durchschnittliche Oberflächenrauheit) ist eine Einheit zur Messung der Oberflächengüte und wird auch als Mittelliniendurchschnitt oder arithmetischer Mittelwert bezeichnet. Es ist die durchschnittliche Rauheit zwischen einem Rauheitsprofil und der Mittellinie. Dies ist der häufig verwendete Parameter für die Oberflächengüte.
Rmax (vertikaler Abstand vom Gipfel zum Tal) wird verwendet, um Anomalien wie Grate und Kratzer zu messen, und wird durch den vertikalen Abstand von der Spitze zum Tal bestimmt. Mit der Ra-Oberflächengütetabelle ist dies nicht einfach zu erkennen.
Rz (durchschnittliche maximale Höhe des Profils) ist der Durchschnitt der fünf größten Unterschiede zwischen Spitzen und Tälern und wird über fünf Stichprobenlängen gemessen. Dies trägt dazu bei, Fehler zu reduzieren, für die Ra unempfindlich ist.
| Abkürzungen | Implikation |
| Ra | Durchschnittliche Rauheit in Mikrometern oder Mikrozoll. Ra ist die arithmetische mittlere Abweichung des Profils |
| RC | Mittlere Höhe der Profilunregelmäßigkeiten |
| Rku | Kurtosis des Profils |
| Rmax | Maximale Rautiefe |
| Rmr | Materialanteil des Profils |
| Rp | Maximale Profilspitzenhöhe |
| Rq | Mittlere quadratische Abweichung des Profils |
| Preis | Schiefe des Profils |
| Rt | Maximale Höhe des Profils |
| Rv | Max. Tiefe des Profiltals |
| Ry | Maximale Höhe des Profils |
| Rz | Durchschn. Max. Höhe des Profils |
| Rz-ISO | Rauheit Höhe |
| Drehzahl | Durchschnittliche maximale Profilspitzenhöhe |
| Effektivwert | Quadratischer Mittelwert |
| CLA | Durchschnitt der Mittellinie |
| Cut-Off-Länge | Länge für Muster erforderlich |
| N | Neue ISO (Grad) Skalennummern |
Diagramm der Oberflächenrauheit
Das Diagramm der Bearbeitungsoberflächengüte wird von Herstellern als Referenz verwendet, um die Qualität in ihrem Herstellungsprozess sicherzustellen.
Es gibt verschiedene Verfahren zur Überprüfung der Oberflächengütediagramme, wobei es schwierig ist, das beste Verfahren entsprechend der Leistung des Produkts auszuwählen. Die Verwendung des Umrechnungsdiagramms für die Oberflächenbeschaffenheit wäre jedoch am robustesten.
Umrechnungstabelle für die Oberflächenrauheit – Metrisch und Imperial
Darüber hinaus können Hersteller das Surface Finish Conversion Chart verwenden, um verschiedene Rauheitsskalen für Herstellungsprozesse zu vergleichen.
Die folgende Tabelle wandelt die Oberflächenbeschaffenheit oder Rauheit zwischen Ra-, Rz- und RMS-Indikatoren um.
Wo:
Ra = Rauheit, Durchschnitt in Mikrometern und Mikrozoll
RMS = Root Mean Square in Mikrozoll
CLA = Durchschnitt der Mittellinie in Mikrozoll
Rt = Rauheit, insgesamt in Mikron
N = Neue ISO (Grad) Skalennummern
Cut-Off-Länge = Länge, die für die Probe benötigt wird.
| Ra (Mikrometer) | Ra (Mikrozoll) | Effektivwert (Mikrozoll) | CLA (N) | Rt (Mikrometer) | N | Cut-Off-Länge | |
| In. | mm | ||||||
| 0.025 | 1 | 1.1 | 1 | 0.3 | 1 | 0.003 | 0.08 |
| 0.05 | 2 | 2.2 | 2 | 0.5 | 2 | 0.01 | 0.25 |
| 0.1 | 4 | 4.4 | 4 | 0.8 | 3 | 0.01 | 0.25 |
| 0.2 | 8 | 8.8 | 8 | 1.2 | 4 | 0.01 | 0.25 |
| 0.4 | 16 | 17.6 | 16 | 2.0 | 5 | 0.01 | 0.25 |
| 0.8 | 32 | 32.5 | 32 | 4.0 | 6 | 0.03 | 0.8 |
| 1.6 | 63 | 64.3 | 63 | 8.0 | 7 | 0.03 | 0.8 |
| 3.2 | 125 | 137.5 | 125 | 13 | 8 | 0.1 | 2.5 |
| 6.3 | 250 | 275 | 250 | 25 | 9 | 0.1 | 2.5 |
| 12.5 | 500 | 550 | 500 | 50 | 10 | 0.1 | 2.5 |
| 25.0 | 1000 | 1100 | 1000 | 100 | 11 | 0.3 | 8.0 |
| 50.0 | 2000 | 2200 | 2000 | 200 | 12 | 0.3 | 8.0 |
Spickzettel für die Oberflächenrauhigkeitstabelle
Hier wird dieser Spickzettel für die Oberflächenbeschaffenheit bereitgestellt, damit Sie die verschiedenen Oberflächenbeschaffenheiten besser verstehen.
| Mikrometer Bewertung | Bewertung in Mikrozoll | Ursache/Beschreibung | Anwendungen |
| 25 | 1000 | Geringwertige, raue Oberflächen durch grobes Schmieden oder Sägen | Bestimmte unbearbeitete Freiräume |
| 12.5 | 500 | Geringwertige, raue Oberflächen durch schwere Schnitte und grobe Vorschübe | Freiflächen mit Belastungsanforderungen |
| 6.3 | 250 | Diese Oberflächenbeschaffenheit entsteht durch Fräsen, Bohren, Schleifen, Scheibenschleifen usw. | Freiflächen mit bauaufsichtlichen Zulassungen und Beanspruchungsanforderungen |
| 3.2 | 125 | Die raueste Art von Oberfläche | Allgemein empfohlen für Teile, die Belastungen, hoher Beanspruchung und Vibration ausgesetzt sind. |
| 1.6 | 63 | Gute maschinelle Verarbeitung | Produktion unter kontrollierten Bedingungen |
| 0.8 | 32 | Ein hochwertiges maschinelles Finish erfordert eine genaue Kontrolle | Spitzenlose, zylindrische oder Flachschleifmaschinen. Oder Produkte, die keine großen Lasten oder kontinuierliche Bewegung erfordern |
| 0.4 | 16 | Hochwertige Oberfläche durch Grobhonen, Schmirgeln oder Läppen | Ideal für Anwendungen, bei denen Glätte eine wichtige Rolle spielt |
| 0.2 | 8 | Hochwertiges, feines Oberflächenfinish durch Honen, Läppen oder Polieren | Anwendungen, bei denen Packungen und Ringe über das Oberflächenkorn gleiten müssen |
| 0.1 | 4 | Eine veredelte Oberfläche, die durch Honen, Läppen oder Polieren entsteht – das beste Finish im Lehren- und Instrumentenbau | Wird nur verwendet, wenn es zwingende Designanforderungen gibt |
| 0.05 0.025 | 2 1 | Die edelste Oberflächengüte, die durch feinstes Superfinish, Polieren oder Honen erzeugt wird | Feine und empfindliche Präzisionsendmaße |
Fazit
Das Erzielen einer exakten Oberflächenrauheit in der heutigen Fertigung kann teuer und schwierig sein. Um die gewünschten Ergebnisse bei gefertigten Teilen zu erzielen, ist der beste Ansatz die Oberflächenveredelung.
Es ist wichtig, die Härtungsgeschwindigkeit einer Materialoberfläche zu verstehen, um das gewünschte Finish zu erzielen. Wenn Sie nach qualitativ hochwertigen Dienstleistungen zu einem guten Preis suchen, ist Runsom Ihre beste Option. Unser Expertenteam verfügt über das notwendige Wissen, um spezifische Anforderungen an die Oberflächenbeschaffenheit zu erfüllen.
Arbeiten Sie mit Runsom für Ihre Oberflächenveredelungsprojekte
Bei Runsom bieten wir umfassende Inspektionsberichte an, damit Sie sich auf die gewünschten Ergebnisse verlassen können. Wir bieten auch eine Vielzahl verschiedener Veredelungsverfahren an, darunter Eloxieren, Galvanik, Perlenstrahlen, Polieren, Bürsten und mehr.
Unser Service ist erstklassig und wir werden immer dafür sorgen, dass Sie die besten Ergebnisse erzielen. Wir haben alle notwendigen Tools, um sicherzustellen, dass Sie das Beste aus Ihren Produkten herausholen. Nehmen Sie Kontakt mit uns auf oder erhalten Sie ein schnelles Angebot Für Ihre Oberflächenveredelungsprojekte stehen wir Ihnen jederzeit zur Verfügung.
Andere Artikel, die Sie interessieren könnten: