
となると、 精密CNC加工 あらゆる詳細と寸法公差が重要な場合、真直度と平面度という 2 つの重要な概念が重要な役割を果たします。
真直度と平坦度は、部品のフィーチャーの形状と形状を定義するのに役立ち、細心の精度を達成するにはそれぞれを理解することが不可欠です。これら 2 つの用語はしばしば同じ意味で使用されますが、 幾何学的な寸法と公差 (GD&T)、それらには明確な定義と目的があります。
ここでは、GD&Tにおける真直度と平面度の定義とその違いの概要、測定方法について説明します。
GD&Tの真直度
2 次元の GD&T コールアウトである真直度公差は、部品フィーチャの真直度を制御するために使用されます。軸が完全に真っ直ぐになることはあり得ません。真直度公差は、単一の実際の直線の許容可能な変動の合計を定義し、意図した用途に対して十分に真っ直ぐであることを保証します。
真直度公差を視覚化するには、次のように仮想の境界を設定することを想像してください。この境界は公差ゾーンを表し、そのサイズは公差フレーム内の値によって定義され、通常は 10 万分の 1 インチで表されます。この許容範囲内では、プレートの上面と断面平面の交差によって形成される線は、任意の形状をとることができます。
GD&T では、真直度は、表面の真直度の制御と軸の真直度の制御という 2 つの異なる目的を果たします。法線形状面真直度は、フィーチャー表面の線の形状を規定するために使用される公差です。一方、軸の真直度は、機械加工部品の軸に許容される曲率の量を制御する公差です。
さらに、機能制御フレームはこれらの機能ごとに異なることに注意することが重要です。ここで、これらの各機能をさらに詳しく調べて理解しましょう。
面真直度
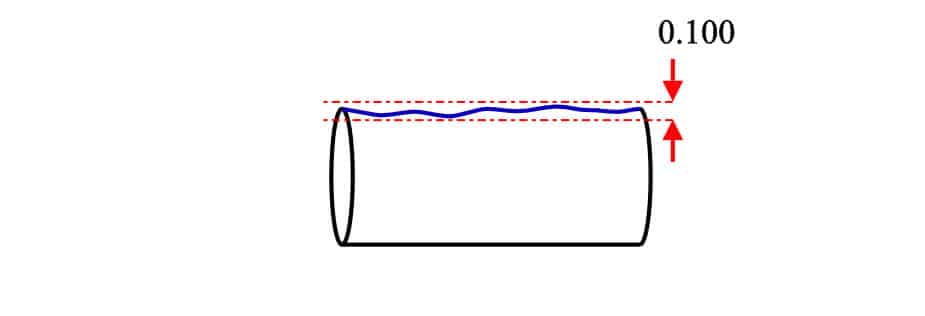
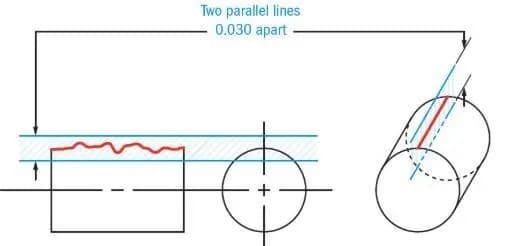
真直度コールアウトを適用して表面の真直度を指定すると、公差ゾーンは理想的な表面位置の上下の幅の合計を取り囲み、偏差を制御します。表面の真直度は、表面上の線の形状を調整するのに役立ち、次の 2 つの異なるシナリオに適用できます。
- 1 つ目は、立方体の面のような平らな表面を使用します。
- 2 番目は軸方向の円筒面に関するものです。
どちらの場合も、公差ゾーンは 2D 平面の形式になります。この平面は、それぞれサーフェスの上と下に配置された 2 本の平行線 (これもサーフェスに平行) として視覚化されます。
軸直度
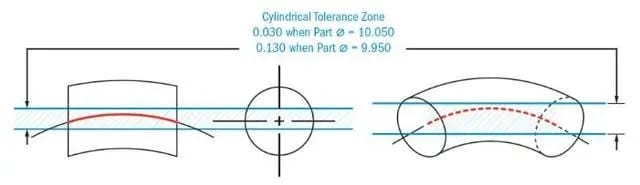
真直度コールアウトには、軸の真直度を制御する機能もあります。スムーズな組み立てを保証するには、軸の線形偏差の量を制御することが重要です。真直度コールアウトを使用すると、導出された正中線の偏差を許容範囲内に保つことができます。
この場合、公差ゾーンはサーフェスではなく部品の軸に適用されます。さらに、公差ゾーンは軸の上下に配置されるのではなく、中心軸を囲む円筒形の領域の形をとります。
真直度のフィーチャ コントロール フレーム (FCF)

の 機能制御フレーム 公差に関するすべての重要な情報を提供します。
面真直度 FCF
GD&T を適用して表面の真直度を制御する場合、幾何学的特徴ブロックにはハイフンに似た短い水平線で表される真直度の記号が含まれます。
2 番目のブロックには、公差ゾーンのタイプ、公差値、および材料修飾子 ( 最大物質状態) 該当する場合。公差ゾーン タイプは合計幅ゾーンであるため、これがデフォルトのゾーン タイプであるため、追加の記号は必要ありません。
他のフォーム コントロールと同様に、真直度コールアウトにはデータムは必要ありません。引出線の矢印は、制御する必要があるサーフェスを示すためにのみ使用されます。
軸真直度 FCF
軸の真直度の場合、フィーチャ制御フレームはほぼ同様ですが、公差ゾーンのタイプを表す記号が追加されています。このゾーンは円筒形であるため、2 番目のブロックにはこれを示す直径記号が含まれています。
もう 1 つの違いは、軸の真直度に関して、引出線の矢印が表面を示すのではなく、パーツの直径サイズの寸法を指すようになった点です。
矢印が特定のサイズ寸法に向いている場合は、FCF がフィーチャーの中心面または軸を制御していることを示します。したがって、部品の直径寸法を指すことは、真直度の吹き出しが部品の軸を制御していることを意味します。
GD&Tの平坦度
平面度は、表面の形状を制御する GD&T の幾何学的特性です。その目的は、サーフェスの形状の許容可能な変動を定義し、サーフェスが指定された許容範囲内に確実に収まるようにすることです。この公差ゾーンは、理想的な表面から等距離にある 2 つの平行な平面によって決定されます。この公差範囲内での表面の偏差は許容されます。
平坦度は、表面、特に部品の上面または底面の平面属性を調整するために一般的に使用されます。その主な目的は、部品の機能や組み立てに潜在的に影響を与える可能性のあるねじれ、反り、その他の種類の歪みが表面にないことを保証することです。平坦度の許容値は通常、ミリメートルやインチなどの長さの単位で表され、表面の形状の最大許容変動を表します。
真直度と平面度の違い
真直度と平面度はどちらも理想的な形状からの逸脱に対処しますが、この 2 つの間には次のような大きな違いがあります。
- 寸法重視: 真直度は 2D での線またはフィーチャの形状の制御に重点を置き、平面度は 3D での表面の形状を制御します。
- 公差ゾーンの形状: 真直度は理想的な線の周りに円筒状の公差ゾーンを確立し、平面度は理想的な表面の周りに平行な平面の公差ゾーンを確立します。
- フィーチャ タイプ: 真直度は軸、線、中心線、およびエッジに適用できますが、平面度は平面に適用できます。
- 幾何学的な用途: 真直度は通常、フィーチャの位置合わせや直線運動の制御に使用され、平坦度は平面性や表面間の適切な接触を確保するために使用されます。
- 面形状は平面度と凹凸が反比例し、直線形状は真直度と曲り度が反比例します。
真直度、平面度の測定方法
真直度の測定
真直度を評価するときは、ターゲットが直線とどの程度一致しているかを調べ、細長いオブジェクトに存在する歪みや曲率を特定します。
ハイトゲージの使用
真直度を測定するには、ターゲットが左右同じ高さでしっかりと配置されていることを確認してください。傾きを防ぐために、必要に応じて小さなジャッキを使用してください。次に、ターゲットまたはハイトゲージのどちらかを直線に移動させ、真直度を測定します。
真直度は、高さの最大値と最小値の差 (ΔH) を計算することによって決定されます。
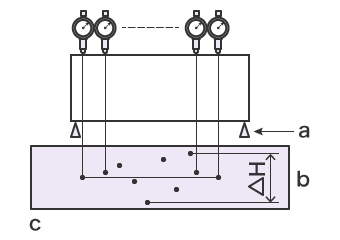
a:マイクロジャック
b: △H = 真直度
c: 高さ(Hn)グラフ
一般に、高さゲージは三次元測定機 (CMM) に比べて精度が低くなります。また、ハイトゲージを対象物に置く際に加わる力によっても測定値が影響を受け、測定結果が不安定になる場合があります。ターゲットを水平にできない場合、高さゲージを移動するのが難しくなり、測定プロセスが困難になります。
三次元測定機 (CMM) の使用
三次元測定機を使用すると、スタイラスをターゲットに軽く置くだけで真直度を測定できます。この方法により、測定圧力による誤差がなくなり、安定した測定結果が得られます。
さらに、スタイラスをさまざまな角度から対象物に配置できるため、水平器や高さ計では測定できない対象物でも正確に測定できます。
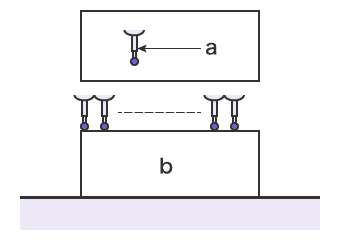
a:スタイラス
b:ターゲット
平面度の測定
最終測定値が指定された平面度公差を遵守しているかどうかを検証する方法は、検査対象の表面によって異なります。したがって、それぞれの事例について個別に説明します。
単一の平面サーフェス
平面度を測定するには、定盤と、高さゲージ、プローブ、またはその他の適切な表面のいずれかが必要です。部品を定盤やスラブに置き、ハイトゲージを使用するだけでは、底面に対する平行度を測定することになるため、平面度は測定できないことに注意してください。
1.身長計を使う
高さゲージを使用して表面の平坦度を測定するには、基準フィーチャーを平行な位置に維持することが不可欠です。高さゲージは表面全体に移動し、すべての領域を確実にカバーする必要があります。ゲージに記録された最大の正および負の高さを測定することで、合計の分散を計算できます。部品を承認するには、この差異が指定された平面度公差値を超えてはなりません。
2. 定盤の使用
機械工は定盤を使用して部品の平坦度を評価します。パーツは定盤上に下向きに配置され、高さゲージを使用してプレートの穴を通して指定された表面に接触します。
続いて、表面の長さと幅全体を網羅するように高さゲージと部品を操作します。これにより、実際の表面の平坦度のばらつきを計算することができます。
サイズの特徴(MMCでの平面度)
最大材料条件 (MMC) での平坦度を評価するには、基本的に、結果として得られる正中面の平坦度を測定します。サイズの特徴に関連して平面度を調べる場合、次の 2 つのアプローチが利用できます。
1. 機能ゲージの使用
このアプローチでは、サイズの特徴の両端に配置された 2 つの高さゲージを利用します。平坦度の吹き出しによって制御されるサイズの特徴が幅である平らなプレートを考えてみましょう。
上下面にハイトゲージを置き、位置を合わせます。これらの高さゲージは、局所的な厚さを測定します。次に、それらをサーフェス全体にわたって移動して、サーフェス全体がサイズ許容差内に収まるようにします。
2 番目の方法では、仮想条件の境界にプレートがフィットするように特別に設計されたキャビティを備えたゲージを使用します。仮想条件境界は、以下の組み合わせを考慮した場合の最大許容誤差を表します。 幾何公差 そしてMMC。部品を承認するには、プレートがこのゲージ内に収まる必要があります。
2. 三次元測定機の使用
三次元測定機 (CMM) は、さまざまなタイプの測定を実行できます。ただし、この特定のコールアウトを測定するには、追加の準備が必要です。
前述の同じプレートを使用し、同じサイズの特徴 (FOS) を制御して、プローブが両方の表面に到達できるようにプレートを配置する必要があります。次に、表面上に点をマークし、これらの点の局所的な厚さを測定します。これらの厚さが指定されたサイズ制限内にある場合は、これらの対向する点の間の中点を計算し、それらを接続して導出された正中面を形成します。
平坦度公差を決定するには、プレートの最大局所厚さを差し引きます。導出された正中面の平坦度の分散が指定された平坦度公差よりも小さい場合、その部品は仕様内であるとみなされます。
よくある質問
結論
GD&T では、真直度と平坦度は、それぞれライン/エッジとサーフェスの形状を制御するために利用される 2 つの別個の特性です。真直度は、ラインまたはフィーチャが指定された許容範囲内に収まることを保証し、平坦度は、表面の平面形状を保証します。設計と製造の仕様を正確に伝達するには、これら 2 つの GD&T シンボルの違いを理解することが重要です。適切な真直度または平坦度の公差を適用することで、エンジニアや製造業者は部品の望ましいフィット感、機能性、組み立てを達成でき、最終的に製品全体の品質を向上させることができます。
Runsom Precision から厳しい公差を備えたカスタム精密 CNC 機械加工部品を入手
正確な公差と高品質の CNC 機械加工部品をお探しの場合は、 Runsom精密 信頼できるオプションです。私たちは精度に特化しています CNC加工サービス 様々な素材を使ってカスタムパーツを製作します。当社の経験豊富な専門家チームは、三次元測定機 (CMM) を含む高度な機器や試験機器を利用して、すべての部品が必要な公差と基準を満たしていることを確認します。ファイルをアップロードして受け取るだけです 瞬時に引用 今日!
興味があるかもしれないその他の記事: