


Le filetage des pièces est un élément essentiel dans le travail du métal. Les fabricants ne doivent pas négliger l'importance d'utiliser le filetage d'usinage dans leurs opérations. Il existe une grande variété de connecteurs et de raccords disponibles sur le marché mondial, ce qui rend de plus en plus difficile l'identification des bons filetages pour des applications spécifiques.
Pour maximiser les profits, il est important d'explorer les différentes technologies de filetage disponibles. Cet article fournit un guide de base pour l'usinage du filetage.
Usinage de filetage dans la fabrication de pièces
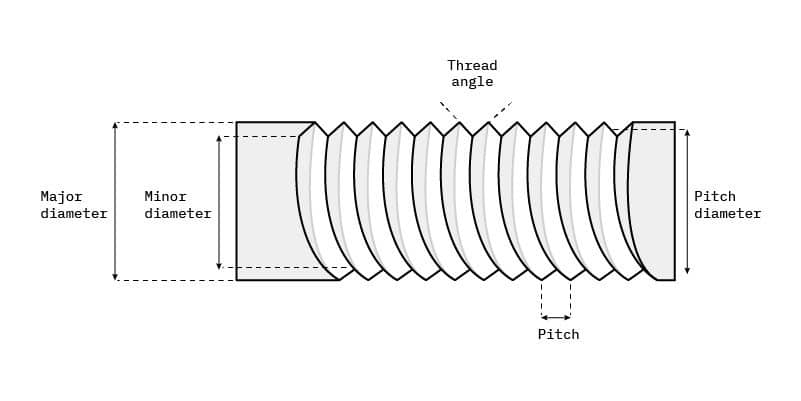
Un fil est une arête hélicoïdale continue avec une section uniforme sur la surface d'un cylindre ou d'un cône. On peut le voir, soit à l'intérieur, sur un écrou, soit à l'extérieur, sur une vis ou un verrouiller.
Son objectif principal est de former un lien entre deux objets, comme le haut et le couvercle d'une bouteille d'eau, pour créer un joint qui empêche les liquides de s'échapper. Lorsque deux pièces sont connectées de cette manière, elles peuvent transmettre un mouvement et obtenir des avantages mécaniques. Lors de l'usinage de filets, il est important de comprendre les termes suivants :
- Flanc : Le flanc est la section qui relie la crête à la racine et se trouve dans un plan axial.
- Racine : La racine est située au bas des filets et est la surface joignant les flancs des formes de filet adjacentes.
- Pas : La mesure de la distance entre les zones de fils correspondants le long d'une ligne parallèle est appelée le pas. Le diamètre théorique d'un cylindre ou d'un cône est appelé diamètre primitif.
- Crête : la crête d'un filetage est le point le plus élevé du profil, la zone la plus éloignée du cône ou du cylindre où le filetage fait saillie.
- Angle d'hélice: L'angle d'hélice est l'angle créé par un filetage droit par rapport à l'axe du filetage. Si le filetage est conique, l'angle d'hélice est déterminé par la surface en spirale conique du filetage.
Types de filetages d'usinage
Différentes normes existent lorsqu'il s'agit de catégoriser les threads. Généralement, les fixations sont soit des filetages espacés, soit vis mécanique threads, tandis que les plus courants sont unifiés et métriques.
Ici, nous allons discuter des deux principaux types de threads : les threads internes et externes.
Filetages internes
Les filetages internes, appelés filetages femelles, sont produits par usinage avec un outil de filetage à une lèvre ou un capuchon de filetage traditionnel, et le processus se déroule uniquement sur des surfaces concaves. La nécessité d'un filetage interne survient lorsque la pièce nécessite l'insertion de vis, pour lesquelles les machinistes utilisent soit des tarauds à main, soit des tarauds à machine.

Filetages externes
Également reconnu comme le filetage de vis, il est utilisé dans les vis, les boulons, les goujons et les jauges de prise, peut être créé avec un tour, qui est une méthode très efficace. Alternativement, une filière ronde peut être située dans un stock de filière fixe et utilisée pour produire le filetage externe manuellement. De plus, des matrices hexagonales et carrées sont également disponibles et souvent utilisées lorsqu'un emboîtement est nécessaire.

En savoir plus sur notre Services d'usinage de vis CNC
Façons d'améliorer l'efficacité de la fabrication de fils
1. Indiquez les profondeurs de filetage sur les trous borgnes
Les trous borgnes sont des trous qui n'ont pas la capacité de traverser toute l'épaisseur de paroi d'un composant. Si vous demandez un filetage sur un trou borgne, il faut toujours noter la profondeur du filetage.
2. Adoptez les normes de l'industrie
Le respect des normes de l'industrie pour le filetage peut être très avantageux pour vous en termes de temps et de coût en ce qui concerne le processus de fabrication. Si vous pouvez trouver une solution préexistante, c'est souvent plus efficace que d'en créer une vous-même. Il est recommandé d'utiliser autant que possible les types et séries standard.
TNP et BSP sont deux types de fils qui sont également couramment utilisés dans certaines régions ; cependant, les fournisseurs étrangers ont souvent des difficultés avec cela sans avoir une expertise particulière. Ainsi, il est recommandé de toujours prendre des décisions de conception qui permettront au plus grand nombre de fabricants de pouvoir fournir le produit.
- Tailles courantes : liste UN, liste métrique
- Séries communes : UN (UNC et UNF) et Métrique (M).
3. Soyez conscient de la taille des trous
Lors de la production de pièces comprenant des composants filetés, il arrive que la taille de filetage spécifiée ne semble pas correspondre à la taille du trou qu'elle est censée ajuster. Cela peut être un problème car cela crée une incertitude quant à savoir si le problème réside dans la taille du filetage ou le diamètre du trou. Ainsi, vous devez faire attention à ne pas faire d'hypothèses, et cette confusion peut finalement entraîner un retard substantiel dans le temps de production, prenant au moins un à deux jours à résoudre.
Types d'usinage de filetage/Méthodes de fabrication de filetage
Il existe différentes approches pour produire des filetages de vis, la technique la plus appropriée étant déterminée en fonction d'une série de facteurs tels que les contraintes de temps, le budget, le degré d'exactitude requis (ou non requis), l'équipement disponible, le coût du produit fileté. (qui dépend du nombre de pièces à créer), etc.
De nombreuses méthodes de création de threads ont été conçues, toutes les options et considérations étant décrites ci-dessous en détail.
Méthodes soustractives
1. Coupe du fil
Le filetage est utilisé à diverses fins, par exemple lorsqu'une profondeur de filetage complète est requise, que la quantité est faible, que l'ébauche n'est pas très précise, qu'un filetage jusqu'à un épaulement est nécessaire, qu'un filetage conique doit être fileté ou que le matériau est fragile.
Filetage à la fraise
Le fraisage de filets est un processus qui utilise une fraise rotative pour créer des trajectoires d'outil hélicoïdales, quelque chose qui était autrefois arrangé mécaniquement mais qui est maintenant possible grâce à l'utilisation généralisée des machines CNC. Cette méthode de filetage est plus rapide, avec moins de risque de rupture d'outil et peut être utilisée pour créer des filetages à gauche et à droite avec le même outil. De plus, il s'agit d'une technique préférable pour les pièces volumineuses et encombrantes qui, autrement, nécessiteraient qu'elles soient configurées pour la rotation. Le filetage à la fraise utilise un outillage solide ou indexable :
- Les fraises solides sont généralement limitées aux trous de plus de 6 mm (0,24 po). Les outils de coupe de filetage solides à formes multiples peuvent ressembler à des tarauds, mais ils n'ont pas de cône arrière ni d'entrée chanfreiner, permettant aux filets d'être formés à moins d'une longueur de pas du fond d'un trou borgne.
- Les outils de coupe à filetage interne indexables peuvent être utilisés pour les trous supérieurs à 12 mm (0,47 in). Lorsque l'insert est usé, il peut être remplacé facilement et à moindre coût. Cependant, le temps de cycle est généralement plus long qu'avec des outils solides.
Le filetage à la fraise offre un avantage par rapport au taraudage, qui ne produira pas un profil de filetage complet avant le troisième filetage.

En savoir plus sur notre Fraisage CNC Capacités
Palpitant
Le processus de filetage et forage filetages internes au moyen d'un outil de coupe sur une fraiseuse CNC est une expérience passionnante. Cet outil de coupe comprend une pointe en forme de foret ou de fraise en bout à coupe centrale et un corps avec une forme en forme de filet, ainsi qu'une forme de fraise à fraiser près de la tige. Initialement, l'outil est utilisé pour plonger et percer le trou, puis le filetage est interpolé circulairement à l'aide de la fraise à formes multiples.
En utilisant cette méthode, le perçage, le chanfreinage et le filetage d'un trou peuvent être réalisés en un seul cycle, éliminant ainsi le besoin d'un outil, d'un porte-outil et d'un changement d'outil séparés. Cependant, ce processus est limité à des trous d'une profondeur ne dépassant pas trois fois le diamètre de l'outil.

En savoir plus sur notre Perçage CNC Capacités
Filetage en un seul point
Le filetage à point unique est un processus qui utilise un outil à point unique pour créer une forme filetée sur un cylindre ou un cône, soit à l'extérieur, soit à l'intérieur. Il nécessite la rotation précise de la pièce pour déterminer le pas du filetage.
Les machines couramment utilisées pour ce processus aujourd'hui sont les tours à moteur et les tours CNC. Les machines CNC sont capables de suivre la relation entre l'outil et la position de la broche, ce qui facilite et accélère la programmation.
Bien que tout le filetage puisse être effectué avec un outil à point unique, d'autres méthodes telles que le filetage à la matrice, le roulage de filets et le taraudage sont généralement utilisées lorsqu'un volume élevé de filetages est nécessaire ou pour des raisons de rentabilité. Cependant, le filetage en un seul point peut être privilégié dans certaines circonstances, par exemple si un filetage spécial est nécessaire ou s'il existe un besoin de concentricité élevée avec d'autres caractéristiques de la pièce usinées en même temps.
Brochage hélicoïdal (Punch Tap)
Le brochage hélicoïdal a été développé pour réduire le parcours d'outil de taraudage. Ce processus, qui ressemble au taraudage traditionnel mais avec un mouvement plus rapide, nécessite une géométrie d'outil et un parcours d'outil spécifiques pour insérer et retirer rapidement le filet en un seul demi-tour, réduisant ainsi le temps de cycle et la consommation d'énergie.
Cette méthode est rentable pour tous les trous qui peuvent accueillir en toute sécurité les deux petites rainures à hélice rapide qu'il laisse derrière lui, ce qui est applicable dans de nombreuses applications différentes.
Tarauds et filières
Une approche typique du filetage consiste à couper avec des tarauds et des matrices. Contrairement aux forets, les tarauds à main ne se débarrassent pas automatiquement des copeaux qu'ils génèrent. Un taraud à main n'a pas la capacité de couper ses filets en une seule rotation, car cela génère de longs copeaux qui bloquent brièvement le taraud et pourraient le casser (un problème connu sous le nom de « surpeuplement »).
Par conséquent, lors du filetage manuel, il est recommandé de couper les filets d'1/2 à 2/3 de tour (180-240° de rotation) puis d'inverser le taraud d'environ 1/6 de tour (60°) jusqu'à ce que les copeaux sont cassés par les bords arrière des couteaux. Il peut être nécessaire de retirer périodiquement le taraud du trou pour éliminer les copeaux, en particulier lors du filetage d'un trou borgne.
Pour les opérations de taraudage en continu, des pointes en spirale spécialisées ou des tarauds "pistolet" sont utilisés pour expulser les copeaux et éviter l'encombrement.
2.Meulage du fil
La rectification de filets est un processus d'usinage utilisé pour former des filets précis sur des matériaux durs. Il s'effectue sur une rectifieuse à l'aide de meules spécialement habillées, qui épousent la forme des filets.
Il existe trois types de meulage de filets :
- Rectification de type centre avec avance axiale : La rectification de type centre avec avance axiale est la plus courante et s'apparente à la coupe de filets sur un tour.
- Rectification de filets d'alimentation de type central : Une meule à nervures multiples est utilisée, et pour la rectification de filets sans centre, les ébauches sont alimentées par trémie vers les meules.
- Rectification de filetage sans centre : Le taux de production de la rectification de filetage sans centre est généralement de 60 à 70 pièces par minute pour une vis de réglage de 0,5 po (13 mm) de long.
3. Le rodage du fil
Habituellement, la coupe ou le meulage du filetage sera mis en œuvre par la suite avec un rodage du filetage afin d'atteindre le plus précision précise et finition de surface possible. Il s'agit d'une procédure d'outillage utilisée lorsque le plus haut degré de précision est essentiel, normalement inclus uniquement pour les vis-mères ou les vis à billes de machines-outils sophistiquées.
4.Enfilage avec EDM
Les pièces filetées intérieurement peuvent être formées par usinage par décharge électrique (EDM) dans des matériaux résistants à l'aide d'une machine de type à enfonçage.
Méthodes déformatives ou transformatrices
Filetage et moulage
Les filetages dans les pièces métalliques peuvent être directement formés par la géométrie de la cavité du moule dans le moule ou la matrice, où le matériau est chauffé à un liquide ou mélangé avec un liquide qui sèche ou durcit. Les filets peuvent ensuite être finis par usinage ou laissés à l'état brut de coulée, selon l'application.
Il s'agit de la principale méthode de génération de filetage dans la fabrication actuelle, les moulistes devant être précis pendant des millions de cycles. Des exemples courants de fils en plastique moulés sont les bouteilles de soda, tandis que les presse-étoupes sont des exemples courants de fils moulés sous pression.
En savoir plus sur notre Services de moulage sous pression personnalisés
Filetage et roulage
La formation de filets et le roulage de filets sont des techniques utilisées pour former des vis au lieu d'utiliser des techniques de coupe. Une filière à rouler les filets est utilisée pour presser une ébauche et former les filets. Ce processus peut être utilisé pour la production de masse car il est capable de produire jusqu'à une pièce par seconde. De plus, moins de matériau est utilisé puisque les tailles des ébauches peuvent être plus petites que celles pour couper les fils ; il y a une économie potentielle de matière de 15-20%.
De plus, les filets roulés sont facilement identifiables car ils ont un diamètre plus grand que la tige brute à partir de laquelle ils sont fabriqués. À moins qu'ils ne soient affrontés, les filets d'extrémité des attaches roulées ont une extrémité en forme de coupe puisque le surplus de matériau s'effondre uniformément sur l'extrémité de l'ébauche.
| La description | Image | Application |
| Matrices planétaires (rouleau planétaire) |  | Vis d'entraînement, vis à gros volumes et vis à tôle |
| Matrices plates (rouleau plat) |  | Machine, taraudage et vis à bois |
| Alimentation cylindrique 2 matrices |  | Barres filetées, vis larges ou équilibrées |
| Alimentation cylindrique 3 matrices | 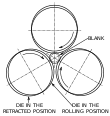 | Stock de barre filetée, raccord de tube, bougies d'allumage |
| Diamètre de filetage (dans.) | Planétaire (pièces/minute) | Matrices plates (pièces/minute) | Cylindrique (pièces/minute) |
| 1/8 | 450 à 2000 | 40 à 500 | 75 à 300 |
| 1/4 | 250 à 1200 | 40 à 400 | 60 à 150 |
| 1/2 | 100 à 400 | 25 à 90 | 50 à 100 |
| 3/4 | – | 20 à 60 | 5 à 10 |
| 1 | – | 15 à 50 | 1 à 50 |
Méthodes additives
L'impression 3D, également connue sous le nom de fabrication additive, est un processus qui commence à gagner du terrain dans la commercialisation, notamment :
- Modélisation des dépôts en fusion (FDM)
- Frittage Laser Sélectif (SLS)
- Fusion Laser Sélective (SLM)
- MultiJet Fusion (MJF)
- Stéréolithographie (SLA)
- Frittage laser direct de métal (DMLS)
- Fusion par faisceau d'électrons (EBM)
- Jet de liant
Bien que ces méthodes soient souvent limitées dans les propriétés des matériaux qu'elles peuvent créer et les finitions de surface qu'elles peuvent produire, elles deviennent de plus en plus performantes au fil du temps. Comme exemple du succès de la fabrication additive pour les pièces filetées, le SLS et le SLM ont été utilisés pour créer des implants en titane filetés destinés à être utilisés dans les implants dentaires et les vis à os.
En savoir plus sur notre Services d'impression 3D
Combinaisons de différentes méthodes
La combinaison de plusieurs techniques telles que les méthodes soustractives, additives, transformatives ou déformatives dans une nouvelle forme est fréquemment utilisée en combinaison pour obtenir des résultats souhaitables.
Ce type de fabrication peut également être appelé prototypage rapide, fabrication de bureau, fabrication directe, fabrication numérique directe, fabrication numérique, fabrication instantanée ou fabrication à la demande.
En savoir plus sur notre Services de prototypage rapide
Conseils pour l'usinage du filetage
Pour utiliser avec succès la technologie de filetage, il ne suffit pas de savoir comment couper les fils. Voici quelques conseils de conception pour vous aider à maximiser les avantages de la technologie de filetage :
- L'ajout d'un chanfrein aux extrémités du filetage externe assurera une meilleure finition.
- Le point de départ d'un filetage doit avoir une surface plane alignée sur l'axe central du filetage.
- Pour les filetages internes, la fraisure peut être utilisée pour fournir une meilleure finition.
- Les pièces tubulaires doivent avoir une épaisseur de paroi accrue lors du formage ou du taraudage en raison de la pression.
- L'utilisation d'une taille de filetage standard est plus rentable que l'utilisation d'une taille de filetage unique.
- Les filetages de hauteur inférieure sont préférables aux filetages de hauteur supérieure lorsqu'il n'y a pas de spécifications pour la taille du filetage.
Conclusion
L'exécution réussie de la création de pièces de qualité supérieure nécessite une compréhension approfondie des techniques de fabrication. L'usinage de filetage, un élément essentiel du processus de fabrication, peut être difficile car il nécessite des compétences spécialisées et un équipement de pointe. Pourquoi ne pas externaliser vos besoins de fabrication auprès d'un fournisseur fiable ? Précision Runsom est le choix parfait pour l'usinage de précision des filetages.
Chez Runsom Precision, notre équipe d'ingénieurs possède une grande quantité de Connaissance des projets CNC et une expertise acquise au cours d'une décennie d'expérience dans l'industrie. Nous accordons la priorité aux besoins de nos clients pour nous assurer que nos pièces filetées correspondent à leurs attentes et résistent à une utilisation prolongée, tout en fournissant des services de qualité à des prix économiques.
Si vous avez des questions ou souhaitez téléchargez vos fichiers de conception pour obtenir un devis immédiat, n'hésitez pas à contactez-nous par e-mail.
Autres articles qui pourraient vous intéresser :


