


Mecanizado CNC de 5 ejes ofrece un método significativamente más eficiente para producir una amplia gama de componentes, que van más allá de las complejas piezas aeroespaciales. Este enfoque aborda los requisitos de mecanizado de impulsores, palas, hélices marinas, rotores de generadores grandes, turbina eólica cuchillas, cigüeñales de motores diésel de servicio pesado y más.
Aquí, discutiremos el mecanizado CNC de 5 ejes del impulsor: por qué usarlo, desafíos y soluciones durante el mecanizado, y qué se debe considerar en el proceso de mecanizado.

¿Qué es un impulsor?
Un impulsor sirve como elemento giratorio dentro de un bomba centrífuga, responsable de impulsar el fluido hacia afuera desde el centro de rotación, transmitiendo así energía desde el motor impulsor de la bomba al fluido que se transporta. La velocidad alcanzada por el impulsor se convierte en presión a medida que la carcasa de la bomba limita el movimiento de salida del fluido.
Por lo general, un impulsor toma la forma de un cilindro corto con una entrada abierta (denominada ojo) para recibir el fluido entrante, paletas para impulsar el fluido radialmente y un orificio estriado, enchavetado o roscado para acomodar un eje impulsor.
La dinámica del flujo dentro del impulsor es compleja y a menudo funciona en condiciones de alta temperatura, alta presión y exposición a ambientes corrosivos. El diseño y la calidad del impulsor juegan un papel vital en el rendimiento del turbocompresor. Factores como la forma de las paletas, el número de paletas y la velocidad de rotación influyen en la presión y la capacidad de flujo que el impulsor puede generar.
Los criterios fundamentales para un impulsor eficaz incluyen:
- La capacidad de proporcionar una producción de energía sustancial.
- Manteniendo una resistencia mínima al flujo de aire a su paso por el impulsor, enfatizando la alta eficiencia.
- Garantizar que cada parámetro sea adecuado para el flujo de aire que sale del impulsor para minimizar los efectos adversos en los componentes aguas abajo.
Tipos de impulsores
Impulsor abierto
Un impulsor abierto presenta paletas que se montan directamente en un eje y se fijan a un cubo central. Estas paletas carecen de una pared envolvente, lo que hace que los impulsores abiertos sean menos robustos que las variantes cerradas o semicerradas. Sin embargo, los impulsores abiertos suelen ser más fáciles y rápidos de limpiar y mantener. Se emplean comúnmente en bombas más pequeñas y en aquellas diseñadas para manipular sólidos suspendidos.
Impulsor semicerrado
Los impulsores semicerrados incluyen una pared trasera que mejora la resistencia del impulsor. Generalmente utilizados para manipular líquidos o materiales sólidos, los impulsores semicerrados pueden experimentar una disminución del rendimiento. Sin embargo, ofrecen la ventaja de gestionar eficazmente las sustancias sólidas.
Impulsor cerrado
Los impulsores cerrados están rodeados por paredes frontales y traseras, lo que realza su integridad estructural. Utilizados principalmente en bombas más grandes, son adecuados para aplicaciones que involucran sólidos suspendidos.
Estos tipos de impulsores se utilizan con frecuencia en aplicaciones que involucran líquidos claros, lo que resulta menos efectivo en el manejo de sólidos y presenta desafíos en caso de obstrucciones. Fabricados con materias primas de alta calidad y tecnología de punta bajo estándares internacionales, estos impulsores aseguran un rendimiento confiable.
¿Cómo mecanizar el impulsor?
El mecanizado del impulsor implica varios pasos, que incluyen desbaste, semiacabado y acabado:
Desbaste
Hay varias opciones de desbaste disponibles, incluidos múltiples cortes normales en la superficie, cortes en el eje medio a lo largo del eje del dispositivo, desbaste por inmersión completo en 5 ejes y desbaste adaptativo.
Para lograr un acabado superior utilizando una máquina de 5 ejes, la herramienta debe estar en ángulo específicamente con respecto al área de la superficie.
El proceso de procesamiento del impulsor se divide en varios métodos de procesamiento, como el mecanizado de desbaste del impulsor, el procesamiento intermedio de la superficie de la pala, el acabado de la superficie de la pala y el acabado de la superficie del rodete.
El mecanizado de desbaste tiene como objetivo eliminar de manera eficiente y rápida el exceso de material, y también es el método que mejor exhibe la efectividad del mecanizado con impulsor. Esto incluye el fresado de cavidades y el desbaste con múltiples cuchillas.
Semiacabado
Las trayectorias de herramientas para semiacabado y acabado son esencialmente idénticas y solo difieren en la cantidad de material restante y el valor de paso. Es importante asegurarse de que quede suficiente material para el proceso de acabado. Cuando se realiza con precisión, el corte final será preciso y estará libre de vibraciones, lo que permitirá un corte suave y controlado, incluso en hojas extremadamente delgadas. Los cortadores de punta esférica con extremo cónico son la opción preferida debido a su máxima rigidez.
Refinamiento
El objetivo del acabado es conseguir una superficie de alta calidad. Esto está estrechamente relacionado con la selección de herramientas y la combinación de velocidad y avance de la herramienta, como se demuestra en el acabado de nivel Z.
El acabado de las palas del impulsor plantea un desafío importante. Las palas del impulsor suelen ser delgadas, deformadas, varían en altura de un extremo al otro y están muy espaciadas. Es importante mantener un patrón de corte paralelo a la superficie central y ejecutar todo el corte con la hoja en un movimiento continuo para evitar marcas de herramienta no deseadas en la pieza de trabajo.
Mejorar la eficiencia del procesamiento del impulsor implica principalmente mejorar la eficiencia del desbaste. El uso de la configuración de desbaste del impulsor de cinco ejes permite la realización de un desbaste de máquina CNC de cinco ejes para el impulsor, lo que garantiza una eliminación uniforme del material, una ruta de procesamiento relativamente suave y una eficiencia de procesamiento mejorada.
¿Por qué elegir el mecanizado CNC de 5 ejes para el mecanizado de impulsores?
El fresado y torneado CNC de 5 ejes se emplean para fabricar superficies intrincadas en componentes que requieren mecanizado de 5 ejes. Este proceso influye significativamente en industrias como la aeronáutica, aeroespacial, de investigación científica, de equipos de precisión y de alta precisión. Equipo medico, equipo óptico, protección del medio ambiente y otros.
Actualmente, un centro de mecanizado CNC de 5 ejes es el único método disponible para abordar el mecanizado de impulsores, palas, hélices marinas, rotores de generadores pesados, rotores de turbinas, cigüeñales de motores diésel de gran tamaño y componentes similares.
- El mecanizado de 5 ejes presenta alta eficiencia y precisión.
- El rango de movimiento adicional proporcionado por el mecanizado de 5 ejes permite la creación de formas complejas y diversas sin comprometer la precisión.
- Los componentes se pueden completar únicamente en la máquina de 5 ejes, lo que elimina la necesidad de transferir piezas de trabajo a través de múltiples estaciones de trabajo y garantiza una mayor precisión en las piezas terminadas.
- La utilización de la tecnología de 5 ejes permite que los impulsores se completen en una sola configuración, lo que reduce la necesidad de múltiples configuraciones y preparación de accesorios, lo que genera ahorros de tiempo y costos.
- El mecanizado de 5 ejes contribuye a lograr resultados excepcionales. acabados superficiales, mejorando así la calidad general de las piezas.
- Corta herramientas de corte puede emplearse para lograr mayores velocidades de corte y vibraciones reducidas de la herramienta, lo que conduce a una mayor precisión.
Desafíos y soluciones en el impulsor de mecanizado CNC
Esta parte analizará las dificultades y las soluciones relevantes para el mecanizado CNC de impulsores en situaciones determinadas.
Desafíos
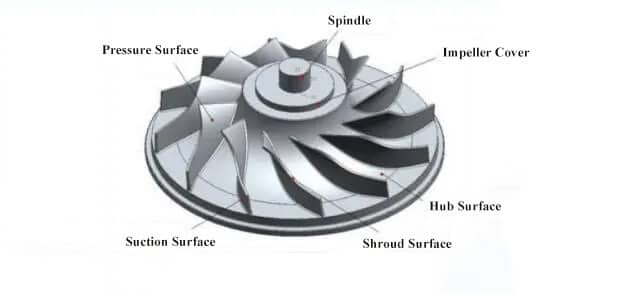
La estructura típica de un impulsor consta de múltiples conjuntos de palas distribuidas uniformemente sobre la superficie curva del cubo. Cada conjunto de palas puede contener una sola pala o varias palas, denominándose las primeras palas iguales y las segundas palas transversales. Esta disposición contribuye al efecto general del impulsor, como se muestra en la siguiente imagen.
Además, es necesario eliminar una cantidad importante de material entre las palas. Para cumplir con los requisitos aerodinámicos, las palas suelen presentar importantes ángulos de torsión y radios en sus raíces, lo que complica el proceso de mecanizado del impulsor. En resumen, los desafíos en el mecanizado de impulsores se pueden resumir de la siguiente manera:

- Ruta de mecanizado cónica: La ruta de mecanizado del impulsor es cónica y las longitudes de las aspas son relativamente largas y delicadas.
- Paredes delgadas: El impulsor se caracteriza por tener paredes delgadas, lo que lo hace altamente susceptible a la deformación durante el proceso de mecanizado.
La parte más estrecha de la ranura de la cuchilla tiene una profundidad que excede 8 veces el diámetro de la molino de extremo, y las hojas adyacentes son excepcionalmente pequeñas, lo que aumenta la susceptibilidad a la rotura de las fresas de mango de diámetro pequeño. Además, el control preciso de la profundidad de corte representa un aspecto tecnológico fundamental.
Soluciones
En este caso, la superficie general del impulsor exhibe una configuración de forma libre con una trayectoria de flujo estrecha, una torsión significativa de las aspas y una notable inclinación hacia atrás. Estos factores contribuyen a una interferencia potencial sustancial entre las piezas durante el proceso de mecanizado, lo que hace que la tarea de mecanizado sea bastante desafiante. Dado que algunas palas incorporan palas más pequeñas, se hace necesario mecanizar las superficies curvas área por área para evitar interferencias de las piezas. En consecuencia, mantener la consistencia en la superficie del impulsor una vez finalizado resulta ser una tarea desafiante.
El mecanizado de un impulsor implica considerar no sólo factores geométricos como el tamaño, la forma y la posición, sino también aspectos mecánicos, físicos y químicos. Antes de mecanizar, un impulsor en bruto debe someterse a una inspección cuidadosa para detectar cualquier daño. Las palas del impulsor deben presentar una calidad superficial excepcional, con requisitos de alta precisión para la superficie de la pala, la superficie del cubo y la pala. El rugosidad de la superficie debe estar por debajo de Ra0,8μm. La suave transición de la sección transversal y la textura uniforme de las hojas dictan la dirección y la trayectoria de la fresa.
Durante el funcionamiento del impulsor, lograr una alta balance dinámico es fundamental para minimizar la vibración y el ruido. En consecuencia, se debe considerar la simetría del impulsor durante el proceso de mecanizado. En la programación CAM, los parámetros de palas y rodetes se pueden configurar para lograr la simetría del impulsor. Además, se deben hacer esfuerzos para minimizar los errores derivados de la sujeción o los cambios de fresa.
Consideraciones para el mecanizado CNC del impulsor
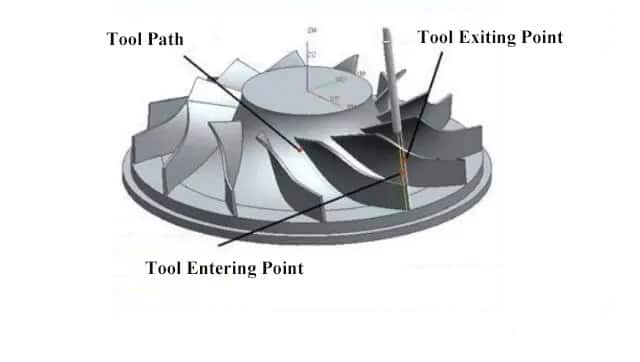
Para evitar interferencias, es necesario considerar cuidadosamente el eje de las herramientas de corte. Especialmente durante la alimentación y salida de las fresas, es crucial cumplir con la configuración de salida especificada. Además, cuando biselado y fileteado las palas del impulsor, se debe establecer la distancia y dirección correcta de entrada y salida, como se ilustra en la foto a continuación:
- El posicionamiento adecuado de la pieza de trabajo es esencial para evitar colisiones entre las herramientas de corte y los accesorios.
- Al sujetar la pieza de trabajo a la máquina, la distancia de recorrido de la máquina CNC Se debe tener en cuenta para evitar el exceso de recorrido.
Mecanizado CNC personalizado de solución de impulsor de turbocompresor en Runsom Precision
Si buscas avanzado Servicios de mecanizado CNC de 5 ejes, puedes confiar en Precisión Runsom. Los ingenieros de Runsom Precision poseen décadas de experiencia en el mecanizado CNC personalizado de proyectos de impulsores de turbocompresores, y se especializan en la fabricación de componentes rotacionales intrincados con múltiples palas en una amplia gama de materiales, adhiriéndose a dimensiones precisas y especificaciones rigurosas, que incluyen, entre otras, blisks. , impulsores y palas individuales. Nuestras capacidades abarcan el fresado simultáneo de 5 ejes a alta velocidad de impulsores de turbocompresores, espaciadores de motores aeronáuticos, impulsores de compresores, turbinas, bombas, álabes y paletas.
Estamos preparados para proponer métodos de fabricación, procesos y modificaciones de diseño más eficientes y adaptados a sus necesidades y al mismo tiempo reducir los costos de producción. Comuníquese con nosotros para obtener una cotización instantánea ¡Y comience sus proyectos de mecanizado CNC de impulsores hoy!
Aprenda más sobre nuestro Servicios de mecanizado CNC de impulsor personalizado
Otros artículos que te pueden interesar:


