表面仕上げ – 定義
製造プロセスでは、設計エンジニアは 3 つの重要なパラメーターを使用して、製造された部品の品質を保証します。
- 寸法
- 公差
- 表面仕上げ
これらのパラメータは、製造された部品の機能にとって重要です。この記事では、表面仕上げプロセスの重要な属性について説明します。
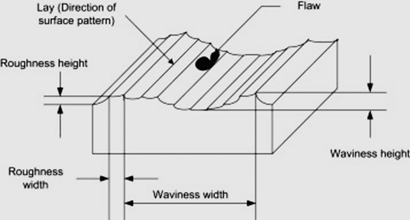
機械工によって表面テクスチャまたは表面トポロジーと呼ばれることもある表面仕上げは、表面のテクスチャの定量化および特徴付けです。この質感は、最終製品の特定の物理的属性にとって最も重要です。機械加工部品の磨耗、摩擦特性、および潤滑要件はすべて、表面仕上げプロセスに基づく部品のテクスチャに依存します。表面仕上げの質感は、次のパラメータによって定量化されます:(完全な表面仕上げチャート、記号と粗さの換算表、nd)
- 表面のレイ
- 表面粗さ
- 表面のうねり
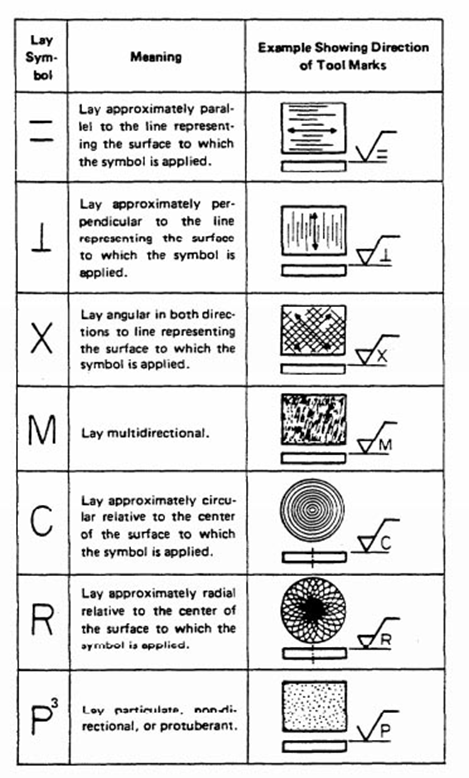
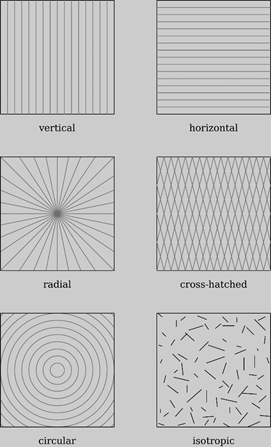
テクスチャレイ
異なる機械加工プロセスにより、垂直、水平、円形、またはその他の形状の異なる表面パターンが得られます。これらの表面パターンは、その部品を製造するために使用される機械加工プロセスに固有のものであり、この独特で支配的なパターンはテクスチャ レイと呼ばれます。
表面粗さ
表面粗さ、または単に粗さは、表面の凹凸の尺度です。これは、表面仕上げの最も測定および定量化された側面であり、これがほとんどの技術者が表面粗さを表面仕上げと呼ぶ理由です。
表面うねり
表面粗さは表面の不規則性をより細かいレベルで定量化しますが、表面のうねりは粗い不規則性を扱います。これらの粗い凹凸は、表面粗さよりも大きなスケールではありますが、それでも欠陥と見なされるほど小さいスケールです。
表面仕上げ – 単位
機械加工されたパーツの表面仕上げは、表面仕上げ単位と呼ばれるいくつかのパラメータを使用して記述されます。これらのユニットは、設計エンジニアや技術者が希望する表面仕上げを理解するのに役立ちます。これらの単位は次のとおりです。(加工表面仕上げチャート、変換、コンパレータ、方法、度数、Ra、Rz、RMS、nd)
平均粗さ、Ra
粗さを定量化する最も一般的な単位は、平均粗さ (Ra) です。平均粗さ (Ra) は、粗さプロファイルのピークと平均線の間の算術平均です。これは算術平均であるため、平均粗さは時折のスパイクの形で異常値の影響を排除します。
ただし、異なる粗さプロファイルが同じ平均粗さを持つ可能性があるため、表面仕上げを完全に記述するには、いくつかの追加パラメータが必要です。
最大粗さ深さ、Rmax
最大粗さ 深さは、選択したサンプルの長さにおけるピークと最低の谷の間の最大の垂直距離です。これは最大値であるため、最大粗さの深さは表面粗さの正確な説明ではありません。これは、傷があると実際の値よりも表面粗さが増加する可能性があるためです。
平均粗さ、Rz
この表面仕上げユニットは、平均的な粗さよりもヨーロッパ全体で好まれています。平均粗さは、ピークと平均線の間の距離を測定する代わりに、サンプルの長さにおける粗さプロファイルのいくつかの最も高いピークの高さと深さの間の距離を測定し、値を平均します。ただし、このパラメーターは最高の山と深さに依存しているため、正確ではありません。
二乗平均平方根、RMS
名前が示すように、二乗平均平方根は、平均粗さパラメーターに似た表面仕上げの単位ですが、距離を平均する代わりに、ピークの高さと平均の長さの間の距離の二乗の平均をとり、値の平方根。この値は、正弦波の形で表面粗さを表し、それぞれが平均線からの距離を表します。
ただし、二乗平均平方根は表面粗さの近似値であり、最終的な表面仕上げを実際に表すものではありません。これは、1.1 倍の平均粗さ Ra に関連しています。
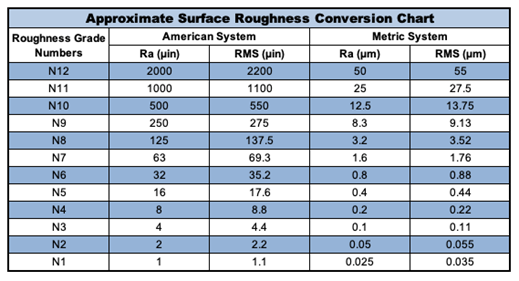
変換
以下は、読者が要件に応じてさまざまな表面仕上げ単位を変換できるようにするための重要なチャートです。 (表面仕上げチャートを使用する理由 | 金属表面仕上げ、nd)
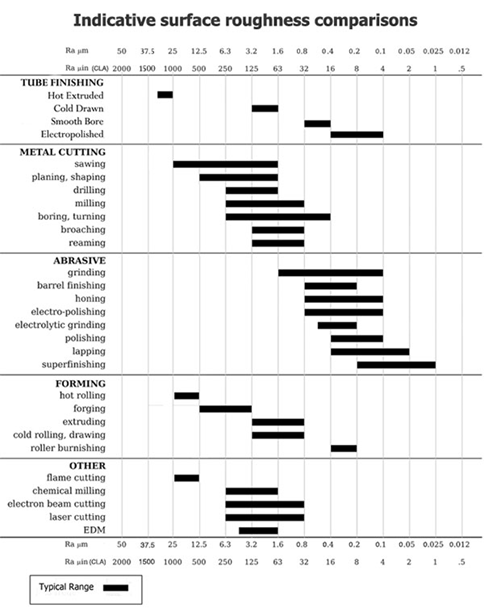
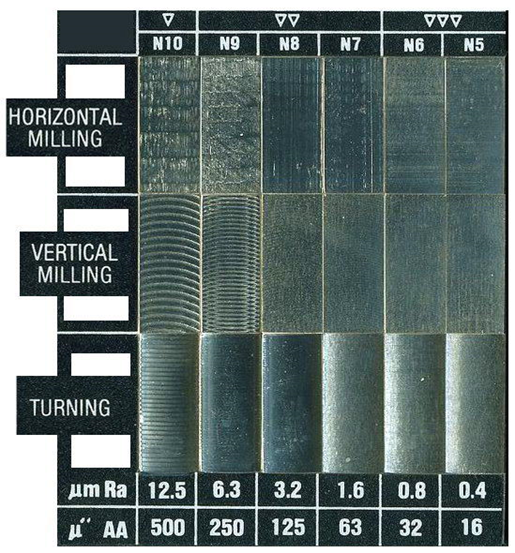
表面仕上げ – 加工プロセス:
表面仕上げは、機械加工プロセスに大きく依存します。したがって、必要な表面仕上げに対して正しい機械加工プロセスを選択することが最も重要です。または、必要に応じて、追加の表面仕上げ技術を使用して、目的の表面仕上げ特性を得る必要があります。次の表は、読者が表面仕上げに対する機械加工プロセスの影響を理解するのに役立ちます。
表面仕上げ – 記号と吹き出し
世界中でさまざまな工業規格が採用されています。ただし、大部分は国際標準化機構 (ISO) および米国機械技術者協会 (ASME) の標準に従っています。両方の規格を以下に示します。
ISO 表面仕上げ規格 1302
この規格は、アメリカ合衆国を除く世界中で採用されています。 (完全な表面仕上げチャート、記号と粗さの換算表、nd)
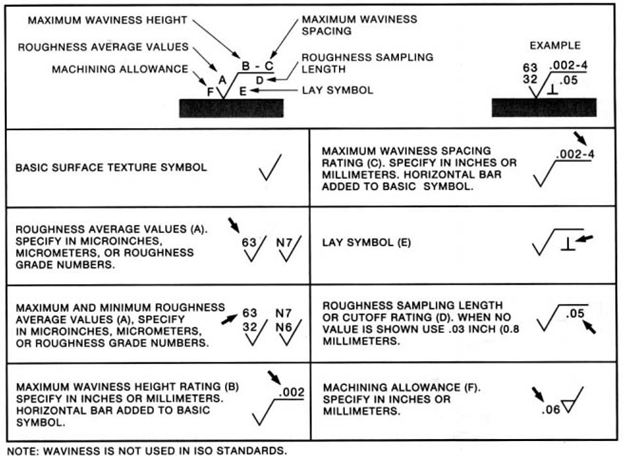
ASME 表面仕上げ規格
この規格は、主に米国で採用されています。