Le mandrin, souvent monté sur une broche, sert de dispositif de maintien qui exerce une forte force de serrage pour fixer soit la pièce à usiner, soit un outil à des fins d'usinage. Spécialement conçu pour maintenir des pièces cylindriques ou hexagonales, un mandrin à 3 mors comprend trois mors distincts. Ce type de mandrin est largement utilisé dans les tours et fraiseuses, car il est capable de saisir et de faire tourner la pièce en toute sécurité pendant diverses opérations d'usinage, y compris le tournage, Coupe-fil, face, alésage, perçage, meulage et tronçonnage.
Cet article propose un guide du mandrin à 3 mors, avec un aperçu complet de leurs caractéristiques, fonctions, types, applications et méthodes d'installation, de test et d'alignement pour les opérations d'usinage. De plus, il propose une comparaison détaillée entre les mandrins à 3 mors et les mandrins à 4 mors.
Mandrin à 3 mâchoires expliqué
Qu'est-ce qu'un Chuck ?
Le mandrin est un dispositif utilisé pour maintenir solidement la pièce ou l'outil en appliquant une pression de serrage interne ou externe sur le diamètre de l'objet. Les mandrins sont couramment utilisés dans des machines telles que tours, perceuses et fraises pour saisir et sécuriser la pièce ou l'outil. Ils se présentent sous diverses formes et configurations, notamment des mandrins de perçage, des mandrins à mâchoires, des mandrins combinés, des mandrins magnétiques, des mandrins de fraisage et des mandrins hydrauliques.
Parties d'un mandrin de tour
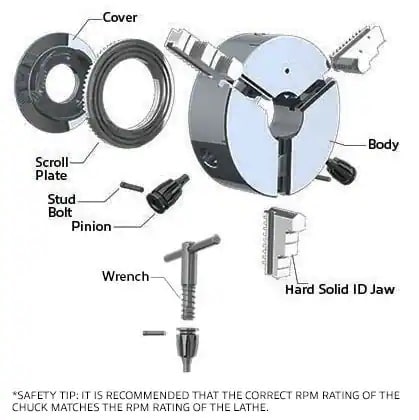
Un mandrin de tour se compose généralement de :
- Couverture
- Corps
- Plaque de défilement
- Goujon
- Pignon
- Clé
- Mâchoire d'identification solide et dure
Matériel:
- Le matériau préféré pour le corps du mandrin dans l'industrie est la fonte (également appelée semi-acier).
- Les mandrins en acier, en particulier ceux en acier forgé, offrent une précision améliorée et une usure réduite, et peuvent être utilisés à des températures plus élevées. RPM.
Qu'est-ce qu'un mandrin à mâchoires ?
Un mandrin à mâchoires est un outil utilisé pour maintenir les pièces en place en les serrant à l'aide de mâchoires régulièrement espacées. Le nombre de mâchoires sur un mandrin est crucial pour déterminer son efficacité à maintenir les pièces en toute sécurité. Par exemple, un mandrin à 3 mors, comparé à un mandrin à 4 mors, permet un alignement plus rapide, ce qui réduit le temps de cycle. Cependant, il fournit une force de serrage relativement plus faible qu’un mandrin à 4 mors.
La pièce à usiner peut être solidement maintenue en place en utilisant une clé pour manipuler ces mâchoires. Le mouvement des mors peut être soit indépendant, soit simultané, selon la configuration du mandrin. Dans la plupart des cas, les mandrins à 3 mors utilisent un mouvement simultané pour centrer automatiquement la pièce.
Il existe différentes configurations pour les mâchoires, y compris des options en métal mou et en métal dur. Les mâchoires en métal mou conviennent aux tâches qui nécessitent de légers ajustements de la forme de la mâchoire, car elles peuvent être facilement sculptées et façonnées. D’un autre côté, les mâchoires en métal dur sont utilisées lorsque l’on travaille avec des matériaux rigides présentant des surfaces rugueuses.

Qu'est-ce qu'un mandrin à 3 mâchoires ?
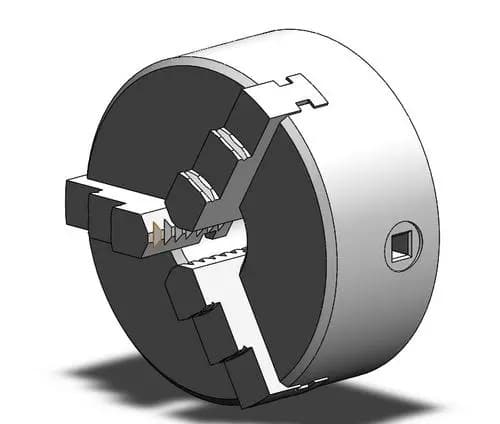
Le mandrin à 3 mâchoires utilise trois mâchoires mobiles placées uniformément sur le corps du mandrin pour maintenir et positionner en toute sécurité la pièce sur l'accessoire de la machine-outil. Ce type de mandrin est communément appelé mandrin à trois mors autocentrant ou mandrin universel. Il est principalement conçu pour saisir des pièces rondes et hexagonales. Pièces de tournage CNC, permettant un centrage rapide et raisonnablement précis.
Comment fonctionne un mandrin à 3 mors ?
Les mandrins à trois mors se trouvent couramment sur les tours et les têtes d'indexation, servant à maintenir en toute sécurité les pièces ou les outils. Ces mandrins sont constitués de trois mors spécialement conçus à cet effet. Les mâchoires sont logées dans une plaque à volutes, permettant un mouvement simultané lorsqu'elles sont ajustées à l'aide d'un clé à mandrin. En conséquence, ils peuvent saisir rapidement et précisément la pièce du tour.
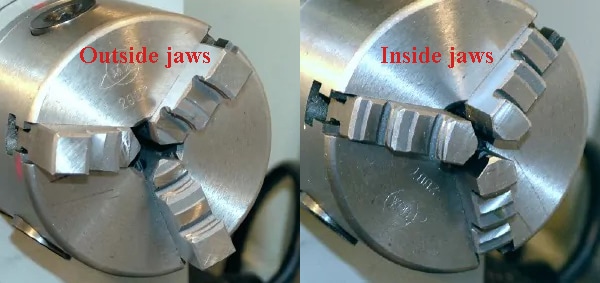
Dans certains cas, les mandrins à 3 mors sont livrés avec deux jeux de mors : un pour serrer le diamètre interne (ID) et un autre pour serrer le diamètre extérieur (OD) de la pièce. De plus, ces mandrins à usage général peuvent accueillir des pièces de différents diamètres. La présence de trois points de contact améliore la stabilité lors des opérations d'usinage.
Il existe deux types de commande des mors dans les mandrins : manuelle et motorisée :
1. Mandrin manuel à trois mors
Le mandrin à trois mors se compose de plusieurs composants, dont un corps à griffes, un petit engrenage conique, un grand engrenage conique (avec un fil simple à l'autre extrémité) et trois mâchoires. Les trois mâchoires ont le même filetage que le filetage lisse et sont réparties uniformément à intervalles de 120 degrés dans la rainure de guidage à l'intérieur du corps de la plaque à mâchoires. Le trou conique du corps de la griffe est conçu pour s'adapter à la surface conique extérieure de l'extrémité avant de la broche du tour, permettant ainsi le centrage de la pièce. Le couple est transmis via une clé et le corps du mandrin est solidement verrouillé sur la broche à l'aide d'un écrou.
Dans les mandrins manuels, les mâchoires sont ajustées en tournant physiquement le pignon. Bien que cette méthode offre une plus grande précision, elle peut prendre du temps.
2. Mandrin à trois mors
Le mandrin motorisé est un type de mandrin auto-centrant qui peut être utilisé en combinaison avec divers dispositifs électriques, tels qu'un cylindre, un cylindre à huile ou un moteur. Selon le dispositif électrique utilisé, il peut être classé comme mandrin pneumatique, mandrin hydraulique ou mandrin électrique. Le cylindre pneumatique ou cylindre d'huile est généralement situé à l'extrémité arrière de la broche de la machine-outil. Un tirant ou un tube passe à travers le trou de la broche pour pousser et tirer le manchon en coin situé dans le corps du mandrin à l'extrémité avant de la broche.
Ce type particulier de mandrin offre un mouvement rapide des mâchoires et une fixation de la pièce, ce qui le rend bien adapté à la production en série de pièces de tournage CNC. Notez que ces mandrins ne peuvent pas ajuster chaque mâchoire indépendamment et que la précision n'est pas aussi grande que celle des mandrins manuels à trois mors.
Types de mandrins à 3 mâchoires
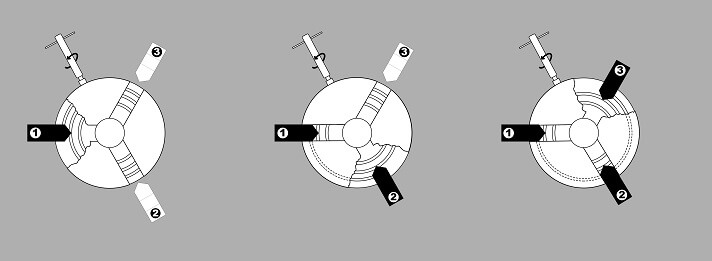
1. Mandrin à 3 mâchoires auto-centrant
Les mandrins auto-centrants sont conçus pour centrer chaque mâchoire simultanément en tournant simplement l'engrenage d'entraînement, éliminant ainsi le besoin d'ajuster chaque mâchoire individuellement.
À l’intérieur des mandrins autocentrants se trouvent des rainures qui se connectent à l’arrière d’une plaque à spirale. Lorsque vous faites tourner l'engrenage d'entraînement, la plaque de défilement en spirale tourne également de manière synchronisée.
La plaque à spirale est directement liée aux trois mâchoires d'un mandrin à trois mors, leur permettant de se déplacer à l'unisson et de converger vers la position centrale.
2. Mandrin à 3 mâchoires rétractable
Les mandrins à retrait, également appelés mandrins à verrouillage ou mandrins à prise automatique, sont des mandrins qui présentent un serrage automatique de la pièce en appuyant sur un bouton.
Ces mandrins utilisent des cabines internes sous pression avec des systèmes pneumatiques ou hydrauliques, facilitant le mouvement des mâchoires et leur permettant de serrer solidement la pièce.

3. Mandrin de perçage à 3 mâchoires
Les mandrins de perçage appartiennent aux mandrins auto-centrants. Ils sont conçus dans le but de maintenir en toute sécurité les forets dont le diamètre est inférieur à 0,5″.
4. Mandrin à 3 mâchoires indépendant des mâchoires
Le mécanisme indépendant des mâchoires n'est pas courant dans les systèmes de mandrin à 3 mors. Il est plus fréquemment utilisé dans les mandrins comportant un plus grand nombre de mors, tels que les mandrins à 4 mors. Cette fonctionnalité permet au mandrin de s'adapter à des pièces de formes différentes.
Dans un mandrin à mâchoires indépendantes, chaque mâchoire peut être ajustée individuellement, offrant un niveau plus élevé de flexibilité lorsqu'il s'agit de maintenir des pièces de géométries variables.
Mandrin à 3 mâchoires ou mandrin à 4 mâchoires : leur différence
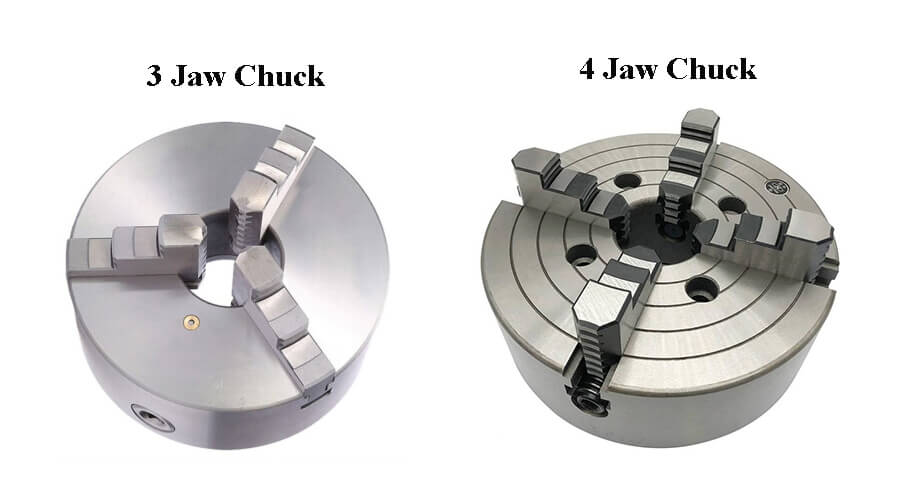
Les deux mandrins de tour les plus couramment utilisés sont le mandrin à 3 mors et le mandrin à 4 mors. Ces deux types de mandrins présentent plusieurs différences clés :
1. Construction et mouvement
Un mandrin à trois mors est reconnu comme un mandrin à centrage automatique, où ses mors sont reliés entre eux par un mécanisme de défilement, leur permettant de se déplacer simultanément. Les mâchoires d'un mandrin à quatre mors peuvent se déplacer indépendamment, obligeant l'opérateur à centrer manuellement la pièce.
2. Fonction
Lorsqu'une pièce est solidement fixée dans un mandrin à quatre mors, cela permet des opérations de tournage excentriques. Cependant, cette fonction ne peut pas être réalisée avec un mandrin à trois mors.
3. Cas d'utilisation
Un mandrin à trois mors est idéal pour maintenir en toute sécurité des pièces à section circulaire ou hexagonale. En revanche, un mandrin à quatre mors est spécialement conçu pour saisir des pièces comportant des blocs carrés ou octogonaux.
4. Temps d'installation
Par rapport à un mandrin à trois mors, la mise en place d'un mandrin à quatre mors nécessite généralement plus de temps. Cependant, l’avantage d’un mandrin à quatre mors réside dans sa polyvalence accrue et sa capacité à gérer un plus large éventail de tâches.
5. Précision
Le niveau de précision d'un mandrin à trois mors est généralement d'environ 0,010, tandis qu'un mandrin à quatre mors offre un niveau de précision plus élevé, compris entre 0 et 0,001.
6. Pouvoir de préhension
La puissance de préhension d’un mandrin à quatre mors surpasse celle d’un mandrin à trois mors.
7. Poids de la pièce
Un mandrin à quatre mors a une plus grande capacité à manipuler des pièces plus lourdes qu'un mandrin à trois mors.
8. Profondeur de coupe
Lorsque l’on compare un mandrin à quatre mors à un mandrin à trois mors, la profondeur de coupe obtenue dans le premier est généralement plus grande.
9. Nombre de trous de clé
En termes de nombre de trous pour la clé ou la clé de mandrin, un mandrin à trois mors n'a généralement qu'un seul trou pour serrer ou relâcher la poignée. En revanche, un mandrin à quatre mors comporte quatre trous individuels, permettant un contrôle précis de chaque mâchoire, une à la fois.
10. Avantages et inconvénients
| Avantages | Désavantages | |
| mandrin 3 mors | Autocentrage ; Peut contenir des barres hexagonales ; Rapide et simple d'utilisation. | Ne peut pas contenir de barres carrées ; Le faux-rond/décentré ne peut pas être facilement corrigé ; Ne peut pas contenir des œuvres de forme irrégulière ; Impossible de se décentrer. |
| mandrin 4 mors | Le travail peut être centré avec une grande précision ; Peut gérer une barre carrée/rectangulaire ; Peut décentrer le travail ; Légèrement plus d'adhérence sur les crosses rondes. | Travaux de montage plus lents/plus délicats (indicateur à cadran requis) ; Je ne peux pas contenir de crosse hexagonale. |
Comment installer, vérifier et aligner les mâchoires d'un mandrin à 3 mâchoires ?
1.Installation
Dans un mandrin à centrage automatique à 3 mors, le mouvement des mors est contrôlé par un entraînement à engrenages hélicoïdaux. Les dents d'entraînement ont une courbure qui correspond à celle de l'engrenage en spirale, permettant un mouvement efficace de la mâchoire.
En raison de la conception spécifique du mandrin, il n'est pas possible de convertir une mâchoire à diamètre extérieur (OD) en une mâchoire à diamètre interne (ID). Pour répondre aux différentes exigences de serrage, des jeux de mâchoires séparés sont nécessaires pour les applications ID et OD.
Chaque mâchoire porte un numéro correspondant qui indique la fente dans laquelle elle doit être insérée. Par exemple, la mâchoire numéro 1 doit être placée dans la fente du mandrin marquée numéro 1. Le même principe s'applique aux deux mâchoires restantes.
Lors de l'installation des mâchoires, il est important de suivre un ordre séquentiel, en commençant par la mâchoire marquée comme numéro un. Chaque mâchoire doit être correctement positionnée et installée sur la plaque à spirale en fonction de sa fente désignée.
2. Tests et alignement
Une fois les mâchoires insérées dans leurs fentes désignées, elles s'aligneront avec l'axe central du mandrin. Bien que cela soit généralement vrai, il existe des cas où cela peut ne pas s'appliquer. Le concentricité de la pièce dépend de sa forme et du décalage des mors. Par conséquent, même si le mandrin est parfaitement équilibré, il peut avoir du mal à maintenir solidement une pièce à géométrie irrégulière. Par conséquent, lorsque vous utilisez un mandrin à 3 mors, assurez-vous que votre pièce possède une symétrie radiale et ne présente aucun marquage irrégulier sur la surface serrée.
Parfois, les mâchoires peuvent s'enfoncer dans des pièces molles, ce qui entraîne des profondeurs de morsure inégales qui ont un impact sur le concentricité de la pièce à usiner. Si votre objectif est de fabriquer la pièce entière sans la retirer du mandrin, vous pouvez traiter une pièce en un seul réglage pour surmonter les décalages et maximiser la précision du produit final.
Cependant, dans les cas où le processus d'usinage nécessite de réorienter la pièce, il devient crucial d'utiliser un indicateur d'appel pour vérifier l'excentricité de la pièce à chaque fois qu'elle est montée sur le mandrin.
Différents types de mandrins de tour
- Mandrin à mâchoires : comme le mandrin universel à trois mors et le mandrin indépendant à quatre mors.
- Mandrin à pince : il est fixé à la broche à l'aide d'un écrou et est couramment utilisé pour maintenir les barres lorsqu'une configuration rapide et un centrage précis sont requis pendant le processus d'usinage.
- Mandrin de perçage : un type spécialisé de mandrin à centrage automatique à trois mâchoires. Il est généralement utilisé pour contenir des forets ou d'autres outils rotatifs et a une capacité de 0,5 pouces (13 mm) ou moins.
- Mandrin magnétique : il est conçu pour maintenir solidement les matériaux magnétiques à l'aide d'électro-aimants ou aimants permanents. Ou utilisé dans des situations où l'utilisation de mâchoires traditionnelles pourrait déformer la pièce en raison de la pression appliquée.
- Mandrin combiné : combine les fonctionnalités des mandrins autocentrants et indépendants. Il offre la commodité d'un fonctionnement à centrage automatique et la flexibilité d'ajuster indépendamment chaque mâchoire selon les besoins.
- Mandrin pneumatique : un type de mandrin qui utilise de l'air comprimé pour serrer et sécuriser une pièce. Il se compose de mâchoires actionnées par pression pneumatique, permettant un serrage et un relâchement rapides et efficaces de la pièce.
Application de différents types de mandrins
Lorsqu'il s'agit de sécuriser des pièces cylindriques ou concentriques, les mandrins à spirale autocentrants sont très efficaces. Ces mandrins sont conçus de telle manière que toutes les mâchoires fonctionnent ensemble, centrant automatiquement la pièce. L'ouverture et la fermeture des mâchoires sont commandées par un pignon, réglable à l'aide d'une clé.
- Mandrin auto-centrant à 2 mors : fixations fixes, adaptés à la fixation de pièces de forme rectangulaire.
- Mandrin auto-centrant à 3 mors : le type le plus polyvalent, couramment utilisé pour le maintien de pièces cylindriques ou hexagonales. En fait, plus de 751 TP3T de systèmes de tours utilisent ces mandrins pour leurs opérations.
- Mandrin auto-centrant à 4 mors : généralement utilisé pour fixer des pièces carrées.
- Mandrin auto-centrant à 6 mors : conçu pour le maintien de pièces à parois fines. Le fait d'avoir plus de points de préhension permet une répartition uniforme des forces de serrage, réduisant ainsi le risque de distorsion.
- Mandrin indépendant : spécialement conçu avec des mâchoires capables de se déplacer individuellement les unes par rapport aux autres. Ils sont particulièrement adaptés à la préhension de pièces aux formes irrégulières ou nécessitant des opérations excentriques. Cependant, ces mandrins nécessitent généralement plus de temps de configuration que les mandrins auto-centrants.
- Mandrin combiné : offrant la fonctionnalité à la fois des mandrins autocentrants et des mandrins indépendants. Avec la possibilité d'ajuster chaque mâchoire individuellement ou de les faire fonctionner simultanément comme un mandrin à défilement auto-centrant, les mandrins combinés sont très utiles pour obtenir un centrage reproductible de pièces de forme étrange. La possibilité d'ajuster individuellement les mâchoires permet de minimiser le faux-rond lors des travaux réguliers.
FAQ
Conclusion
Lorsqu'il s'agit de serrer des pièces de manière sûre et précise lors d'opérations de tournage sur un tour ou lors de l'utilisation d'un dispositif d'indexation pour les opérations de fraisage, les mandrins de tour jouent un rôle essentiel. Ils existent en différents types, permettant de retourner le matériau pour maintenir sa stabilité et assurer une coupe précise. Il est intéressant de noter qu'environ 75% de mandrins de tour sont de la variété à 3 mâchoires. Dans cet article, nous avons approfondi les subtilités du mandrin à 3 mors.
Travaillez avec nos systèmes de serrage de pièces de haute précision
Si vous recherchez une haute précision et une rigidité systèmes de serrage de pièces pour améliorer les performances de vos centres d'usinage CNC, pensez à choisir Précision Runsom comme votre premier choix. Notre large gamme de solutions de serrage multi-axes vous permet de maximiser la flexibilité de vos machines pour répondre à vos exigences et applications spécifiques.
De plus, nous sommes spécialisés dans Domaines d'usinage CNC depuis plus d'une décennie avec une vaste expérience et des machines-outils bien équipées. Il existe de nombreux types de mandrins de tour disponibles pour les tours ou les fraiseuses, garantissant que le matériau usiné reste stable et peut être coupé avec une précision exceptionnelle. En conséquence, nous fabriquons et livrons constamment des produits de haute qualité à nos clients du monde entier, recevant des commentaires positifs en retour. Passez à l'étape suivante dans l'optimisation de vos candidatures en demandant un devis instantané de notre part aujourd'hui !
Autres articles qui pourraient vous intéresser :