
Eine der Hauptkomponenten, die die Leistung von Bearbeitungsvorgängen beeinflussen, ist der Schrägungswinkel. Dieser Winkel bestimmt den Winkel der Klinge beim Schneiden in das Material bei der Drehung der Spindel. Ein größerer Schrägungswinkel erzeugt sanftere Übergänge beim Erreichen der erforderlichen axialen Schnitttiefe. Bei der Arbeit mit unterschiedlichen Materialien ist es wichtig, Spiralwinkel zu berücksichtigen.
Hier erklären wir, was ein Schrägungswinkel ist, welche Vor- und Nachteile er hat, wie man ihn berechnet, den Unterschied zwischen Schrägungswinkel und Steigungswinkel und welche Schrägungswinkel für bestimmte Anwendungen geeignet sind.
Was ist eine Spirale und ein Spiralwinkel?
Eine Helix lässt sich einfach als eine Art dreidimensionale Kurve erklären, die sich um eine gerade Linie windet. Es ist häufig in unserem täglichen Leben zu finden. Sie finden es leicht in a schrauben, A Schrägverzahnung, oder ein Schneckengetriebe. Andere Orte, die Sie möglicherweise sehen, sind Federn, wie die in Ihrer Waage, oder die Aufhängung in Ihrem Fahrrad oder Auto oder in einem klickbaren Kugelschreiber.
Der Steigungswinkel ist der Winkel zwischen der Steigung und einer Achsenlinie auf der Außenseite des Kreiszylinders oder Kegels und wird in Grad gemessen. Er unterscheidet sich vom Steigungswinkel, der in Bezug auf eine senkrecht zur Achse stehende Linie gemessen wird. Der Schrägungswinkel ist der Komplementärwinkel des Steigungswinkels.
Geometrische Merkmale einer Helix
- Richtung: Eine Helix ist eine dreidimensionale Form, die sich spiralförmig um eine Achse windet.
- Spirallinie: Eine Spirale besteht aus einer durchgehenden, gewundenen Linie, die sich um einen zentralen Punkt windet.
- Symmetrieachse: Der zentrale Punkt, um den sich die Spirale windet, wird als Symmetrieachse bezeichnet.
- Steigung: Die Steigung ist das Maß dafür, wie schnell sich die Wendel um die Achse windet und wie weit die Windungen voneinander entfernt sind.
- Radius: Der Radius einer Spirale ist der Abstand von der Symmetrieachse zur Windungslinie der Spirale.
- Umfang: Der Umfang einer Helix ist der Abstand um die Außenseite der Helix.
Was ist der Schrägungswinkel bei Schneidwerkzeugen?
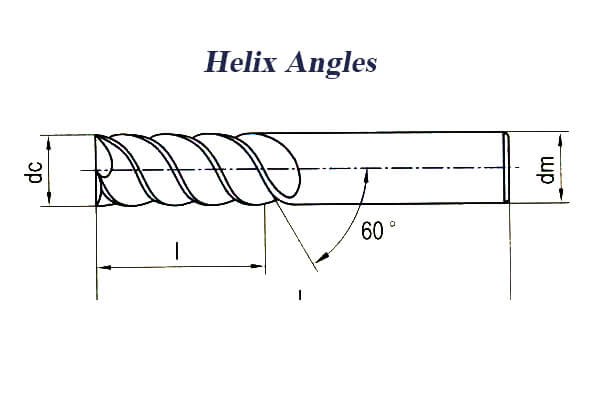
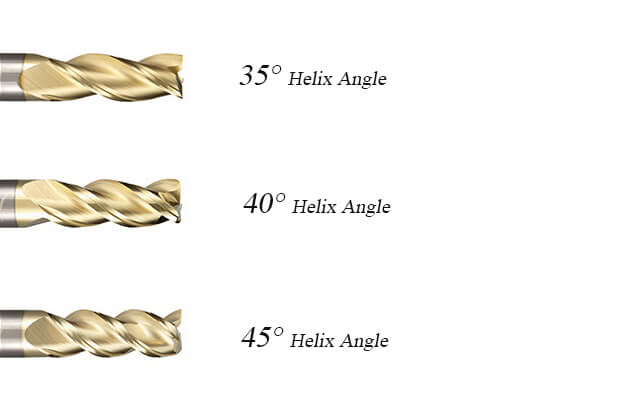
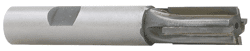
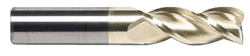
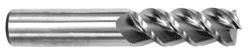
Viele Schneidewerkzeuge haben eine spiralförmige Form, wie z. B. Spiralbohrer und Spiralschaftfräser. Der Winkel der Schneiden entspricht dem Spiralwinkel des Werkzeugs. Das Bild unten zeigt die Spirale auf einem Schneidwerkzeug.
Ein Winkel zwischen 30° und 40° wird normalerweise für die meisten Schaftfräser empfohlen und gilt als ideal im Hinblick auf das Gleichgewicht zwischen allen damit verbundenen Faktoren. Der optimale Winkel kann jedoch je nach Anwendung variieren.
Selbst eine kleine Änderung des Winkels kann einen erheblichen Unterschied in der Leistung eines Schneidwerkzeugs bewirken. Daher ist es für Ingenieure und Maschinenbediener wichtig, sich der Auswirkungen bewusst zu sein, die unterschiedliche Steigungswinkel auf die Bearbeitungsergebnisse haben können.
Spiralwinkelformel / So berechnen Sie den Spiralwinkel
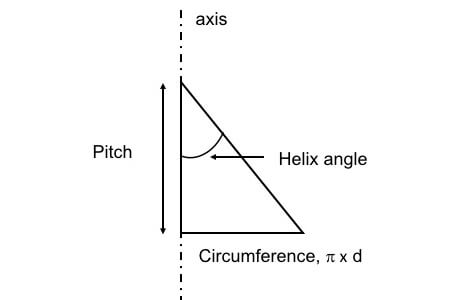
Der Steigungswinkel kann bei Schrauben berechnet werden, indem der Querschnitt der Schraube als rechtwinkliges Dreieck dargestellt wird, sodass sein Winkel bestimmt werden kann. Beachten Sie, dass das Konzept den meisten mechanischen Anwendungen von Schrägungswinkeln ähnelt, während sich der Begriff direkt auf Schrauben bezieht.
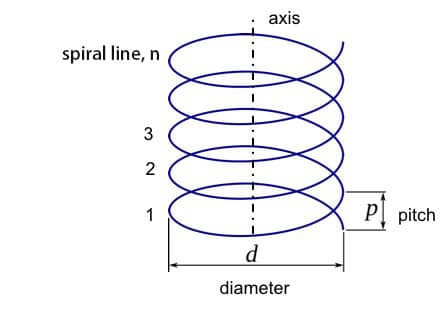
Wenn eine einzelne Windung der Wendel abgewickelt wird, kann sie als Umfang eines Kreises mit einem Durchmesser von d angesehen werden. Der Steigungswinkel ist dann der Winkel zwischen diesem Umfang und der Steigung der Steigung.
Dies wird mathematisch berechnet als:

Oder
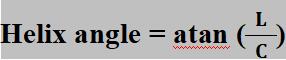
Wo:
L = die Steigung der Schraube: die Strecke, die sich die Mutter bei einer Umdrehung der Schraube bewegt.
Rm: Der Radius des Schraubengewindes oder Zahnrads ist ein Wert, der bestimmt werden muss, um den Umfang der Schraube zu bestimmen, was durch Messen des Durchmessers der Schraube und Multiplizieren des Ergebnisses mit Pi erfolgt.
Hinweis: Die atan- oder Arcus-Tangens-Funktion wird verwendet, um den Winkel im Bogenmaß zu berechnen, für den der Tangens dieses Winkels gleich einem bestimmten Wert ist, der die Umkehrung der Tan-Funktion ist.
Hohe vs. niedrige Schrägungswinkel
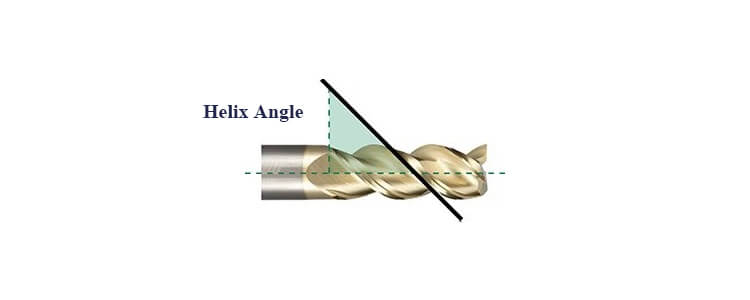
Der Steigungswinkel eines Schneidwerkzeugs wird durch den Winkel bestimmt, der zwischen der Mittellinie des Werkzeugs und einer Tangente an die Schneidkante gebildet wird. Dieser Faktor hat einen erheblichen Einfluss auf die Schnittkräfte, das Zeitspanvolumen, die Spanabfuhr und vieles mehr Oberflächenfinish.
Allgemein gesagt, wenn der Schrägungswinkel größer als 40° ist, wickelt sich die Schneidkante schneller um das Werkzeug. Umgekehrt sorgt ein Winkel von weniger als 40° für eine langsamere Umwicklung.
Mit zunehmendem Schrägungswinkel nimmt auch die Eingriffslänge entlang der Schneidkante ab. Daher gibt es Vor- und Nachteile bei der Verwendung von sowohl langsamen als auch hohen Schrägungswinkeln, die bei der Bearbeitung eines Teils berücksichtigt werden müssen.
Vor- und Nachteile von niedrigen und hohen Schrägungswinkeln
| Niedrige Schrägungswinkel (<40°) | Hohe Helix-Engel (>40°) | |
| Vorteile | Reduziertes Heben: Die langsame Spirale verringert das Risiko, dass das Werkstück in Einstellungen mit weniger Stabilität vom Arbeitstisch abhebt. Größere Spanabfuhr: Die langsame Spirale ermöglicht es dem Werkzeug, eine große Materialmenge zu entfernen, was es zur idealen Wahl für aggressive Bearbeitungen macht. Erhöhte Stärke: Mit einem robusteren Kern kann dieses Werkzeug dem Druck besser standhalten, der normalerweise zu einer Verformung führen würde. | Bessere Oberflächengüte: Die geringeren Radialkräfte führen in Kombination mit dem höheren Steigungswinkel zu einer effektiveren Scherwirkung, die eine bessere Oberflächengüte gewährleistet. Effektive Späneabfuhr: Ein größerer Schrägungswinkel verringert die Länge des Schneideneingriffs, was wiederum zu einer effektiven Spanabfuhr führt. Niedrigere Radialkraft: Ermöglichen einen ruhigeren und gleichmäßigeren Betrieb sowie eine geringere Durchbiegung und verbesserte Stabilität bei Verwendung für dünnwandige Anwendungen. |
| Nachteile | Langsamer Vorschub: Die von der langsamen Spirale erzeugte Kraft erfordert, dass sie langsamer verwendet wird als andere Schaftfräser. Raues Finish: Aufgrund der Unfähigkeit des Schaftfräsers mit langsamer Spirale, Späne effektiv abzutransportieren, ist das Endprodukt oft von geringerer Qualität. | Dünnere Zähne: Ein höherer Schrägungswinkel führt zu dünneren Zähnen. Erhöhtes Ablenkungsrisiko: Die dünneren Zähne des Werkzeugs mit höherer Spirale erhöhen die Wahrscheinlichkeit einer Durchbiegung, wodurch die Geschwindigkeit begrenzt wird, mit der das Werkzeug betrieben werden kann. Schlechte Oberflächenqualität oder Werkzeugfehler: Wenn nicht sorgfältig vorgegangen wird, kann eine zu starke Durchbiegung zu einer schlechten Oberflächenqualität und möglicherweise sogar zu einem Werkzeugversagen führen. |
Anwendungen von Schrägungswinkeln
1. Schrägverzahnung
Der Steigungswinkel von Stirnrad- und Schneckengetrieben wird, sofern nicht anders angegeben, vom Standardteilkreis bestimmt. Dieser Winkel hat typischerweise eine Größe im Bereich zwischen 15 und 30 Grad für Schrägverzahnungen, wobei 45 Grad die Obergrenze für einen sicheren Betrieb ist. Der Winkel kann rechts- oder linksdrehend geschnitten werden und bei paralleler Anordnung zweier Schrägstirnräder müssen diese gleich groß und gegensinnig sein.
2. Schneckengetriebe
Schneckenräder haben ein ähnliches Design wie Schrägstirnradsitze, jedoch sind die Wellen senkrecht. In diesem Szenario kämmt der Schrägungswinkel der Schneckenräder mit dem Steigungswinkel des Schneckenrads.
Erfahren Sie mehr über unsere Zahnradherstellung Fähigkeiten
3. Schraube
Der Schrägungswinkel ist ein sehr wichtiger Bestandteil von Anwendungen und Systemen im Maschinenbau, bei denen es um Kraftübertragung und Bewegungsänderung geht. Einige gängige Anwendungen sind wie folgt skizziert:
Eine einzelne spiralförmige Nut wird in einen Zylinder mit Schraubenvorrat geschnitten, der als eingängige Schraube bekannt ist. Außerdem kann eine Doppelgewindeschraube hergestellt werden, indem zwei spiralförmige Rillen mit dem gleichen Spiralwinkel geschnitten werden, wobei die zweite in dem ungeschnittenen Material zwischen den Rillen der ersten platziert wird. Unter Umständen lassen sich komplexere Schrauben mit Dreifach- und Vierfachgewinde formen. Der Steigungswinkel kann entweder rechts- oder linksgängig sein und es ist notwendig, das Drehmoment in Kraftschraubanwendungen zu berechnen.
Zur Berechnung des maximalen Wirkungsgrades einer Schnecke kann folgende Formel verwendet werden:
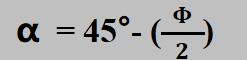
Wo,
- α ist der Schrägungswinkel
- ф ist der Reibungswinkel
- ηmax ist der maximale Wirkungsgrad
Der Wirkungsgrad einer Kraftschraube hängt vom Steigungswinkel sowie der Reibung der zusammenwirkenden Schraube und Mutter ab; er kann über dem Steigungswinkel aufgetragen werden, wobei der effizienteste Winkel zwischen 40 und 45 Grad liegt. Es wird jedoch immer noch ein vernünftiges Ergebnis erzielt, wenn der Winkel über 15° liegt. Aufgrund der Schwierigkeit, Gewinde mit einem Winkel von mehr als 30° zu formen, werden diese selten verwendet. Außerdem wird der Reibungswinkel kleiner als der Steigungswinkel, wenn der Winkel über 30° liegt, was dazu führt, dass die Mutter nicht mehr selbstsichernd ist und der mechanische Vorteil verschwindet.

Erfahren Sie mehr über unsere CNC-Schraubenbearbeitungsdienste
Überlegungen zur Auswahl des richtigen Schrägungswinkels für die Bearbeitung
Ein erfahrener Ingenieur/Mechaniker kennt die Werkzeuge, die für verschiedene spezifische Operationen am besten geeignet sind. Der Steigungswinkel ist ein wesentlicher Faktor, der bei der Auswahl des richtigen Werkzeugs für eine Aufgabe zu berücksichtigen ist. Im Folgenden werden einige Bedingungen diskutiert, bei denen die Kenntnis des Steigungswinkels bei der Entscheidungsfindung hilfreich sein kann.
1. Standzeit
Es gibt einen Nachteil bei der Verwendung eines Werkzeugs mit stark gewundenen Spannuten: Der Kern des Fräsers ist viel dünner, was die schwache Kernfestigkeit des Werkzeugs verstärkt und seine Lebenserwartung verringert. Andererseits ist eine geringe Schrägung auch nicht vorteilhaft für die Standzeit, da es zusätzlich zu möglichen Materialablagerungen an der Schneide zu Problemen in Form von Hitzestau und Stoßbelastung durch unterbrochene Schnitte kommen kann Kanten durch unzureichende Spanabfuhr.
2. Produktivitätsanforderungen
Der Einfluss der Helix auf die Materialabtragungsrate wurde bereits diskutiert. Wenn schnell viel Material abgetragen werden soll, ist es besser, ein Werkzeug mit geringem Spiralwinkel zu wählen.
Durch kompensierende Maßnahmen können die negativen Folgen einer niedrigen Wendel abgemildert werden. Zur Veranschaulichung kann für den letzten Durchgang ein Werkzeug mit hoher Steigung verwendet werden, um eine glatte Oberfläche zu erzielen.
3. Dünne Wände/Böden
Dünne Wände und dünne Böden können sich unter den beim Schneidvorgang entstehenden Kräften leicht verbiegen und verwinden. Bei Wänden ist die Radialkraft für die Verformung verantwortlich, während bei Decken die Axialkraft am wichtigsten ist.
Maschinenbediener können die richtige Werkzeuglösung mit einer bewussten Entscheidung treffen, da der Steigungswinkel eine direkte Auswirkung auf diese beiden Kräfte hat. Wenn sie beispielsweise eine dünne Wand bearbeiten, können sie sich für ein Werkzeug mit hoher Schrägung entscheiden, um Radialkräfte zu reduzieren und eine feine Oberfläche zu erzielen.
4. Einstecken
Beim Taschenfräsen ist es wichtig, auf ein effektives Spanmanagement zu achten. Späne, die im Schnittbereich zurückbleiben, können sowohl dem Werkzeug als auch der Teilequalität sehr schaden. Eine hohe Spirale vergrößert die Spanabfuhr und ist daher ideal für Taschen-/Nutenfräsarbeiten.
Schneiden verschiedener Materialien mit unterschiedlichen Spiralwinkeln
Bei der Auswahl des geeigneten Schrägungswinkels für die Bearbeitung muss die Materialart berücksichtigt werden.
Übersicht über Spiralwinkel für Hartmetall-Schaftfräser
| Helixwinkel | Werkstückmaterialien (empfohlen) | Beispiel |
|---|---|---|
| 0° | Dieser Winkel ist ideal für abrasive Kunststoffe, kurzspanende Materialien, Kunststoffe auf Epoxidbasis, Messing, Kupfer, Glasfaser. |
 |
| 30° | Ein 30°-Helix-Schaftfräser ist eine gute Option beim Fräsen von Stählen, Gusseisen, der Automatenbearbeitung von rostfreien Stählen und härteren Anwendungen. |
 |
| 35°-40°* | Für die Bearbeitung von kohlenstoffarmen Stählen, Edelstählen und hitzebeständigen Superlegierungen sind 35°-40° Spiralschaftfräser am besten geeignet. |
 |
| 37°-45° | 37°-45°-Spiralfräser sind die erste Wahl zum Fräsen von weichen Nichteisenmaterialien wie Aluminium, Kupfer und Kunststoffen. |
 |
| 60° | Probieren Sie für spezifische Anwendungen und höhere Vorschübe mit besseren Oberflächen einen 60°-Helix-Schaftfräser aus. |
 |
| Variable | Schaftfräser mit variabler Wendel, die erste Wahl für die Produktion oder Hochleistungszerspanung. |
 |
*Verwenden Sie für schwer zu bearbeitende Materialien wie Edelstähle und HRSA einen höheren Spiralwinkel.
Fazit
Wenn ein Maschinist Werkzeuge für seine Anwendung auswählt, muss er einige verschiedene Faktoren berücksichtigen, wie z. B. das zu schneidende Material, die akzeptablen Laufzeiten und die erforderliche Oberflächengüte. Darüber hinaus muss der Steigungswinkel jedes Werkzeugs berücksichtigt werden, um sicherzustellen, dass die richtige Schnittmenge ausgeführt wird. Wenn der Steigungswinkel für die Arbeit zu hoch ist, führt dies zu einer verringerten Standzeit des Werkzeugs; und wenn der Steigungswinkel zu niedrig ist, kann dies zu schlechten Oberflächen und Rattern führen. Daher ist es für einen Maschinisten unerlässlich, den Schrägungswinkel der von ihm verwendeten Schneidwerkzeuge zu berücksichtigen und wie er sich auf die Effizienz und Qualität der Anwendung auswirkt.
Ihr effektivster Werkzeug- und Fertigungslösungslieferant – Runsom Precision
Runsom Precision ist erstklassig CNC-Bearbeitungsdienste Anbieter. Unsere erfahrenen Fachleute kennen sich mit den modernsten Prozessen aus und verwenden die effektivsten Werkzeuge und Geräte, um außergewöhnlich präzise bearbeitete Komponenten herzustellen.
Wenn Sie beschleunigte Bearbeitungszeiten benötigen, sind wir die optimale Wahl. Unser Fachwissen und unsere Liebe zum Detail garantieren, dass Sie die höchste Servicequalität erhalten. Fordern Sie ein Angebot an jetzt!
Andere Artikel, die Sie interessieren könnten: