La chaveta y el chavetero se utilizan comúnmente para conexiones mecánicas. En el proceso de mecanizado de piezas mecánicas, muchas piezas de eje largo se diseñan con múltiples chaveteros. Estos chaveteros suelen tener requisitos estrictos en cuanto a dimensiones, tolerancia y ángulo entre el chavetero y el orificio de referencia de posicionamiento. El método de marcado ordinario es insuficiente para satisfacer estas necesidades. Además, las piezas del eje suelen carecer de una rigidez insuficiente. Como tal, Fresadoras CNC están disponibles para el procesamiento de estos componentes.
¿Qué tipo de fresa se utiliza para fresar chaveteros durante el proceso de mecanizado? ¿Cómo cortar un chavetero en una fresadora? En este artículo, brindaremos una introducción al fresado de chaveteros, cubriremos los fundamentos de chaveteros y chaveteros, exploraremos los cortadores utilizados en la operación y discutiremos métodos para fresar chaveteros y alternativas para cortar y brochar chaveteros.
¿Qué es una chaveta?
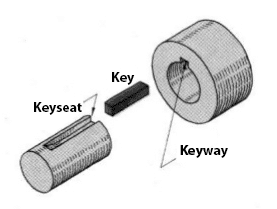
La chaveta y el chavetero desempeñan un papel importante cuando se trata de un engranaje o equipo giratorio similar que debe instalarse en una varilla o eje para transferir la fuerza de rotación. La chaveta es una pieza de transmisión mecánica que se utiliza principalmente para asegurar la conexión circunferencial entre el eje y las partes del eje a transmitir. esfuerzo de torsión. Algunas chavetas también pueden facilitar el movimiento axial o la fijación axial de las piezas en el eje. Los chaveteros son ranuras de varias formas que se cortan a lo largo del eje de la superficie cilíndrica de los ejes. Estas ranuras sirven como ubicación para colocar las chavetas y proporcionan un método confiable para posicionar e impulsar miembros en los ejes. También se mecaniza un chavetero en el miembro montado para recibir la chaveta.
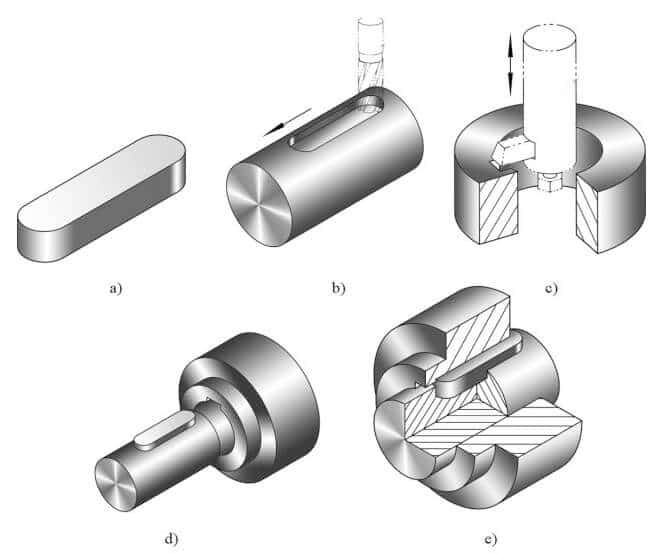
La selección del tipo de llave y el chavetero correspondiente depende de los requisitos específicos de la tarea. La llave de aspa, la llave de máquina de puntas cuadradas y la llave de máquina de puntas redondas son los tipos de llaves más utilizados.
¿Qué es el fresado de chaveteros?
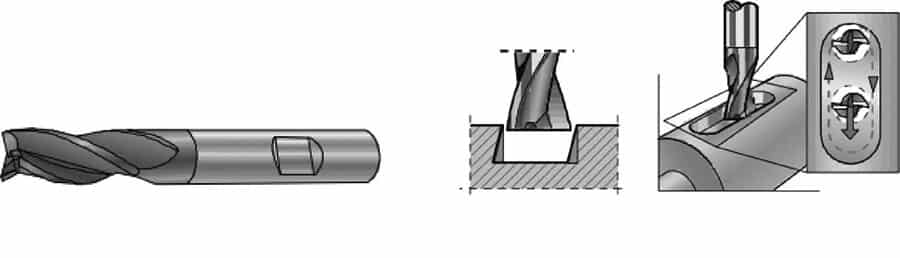
El fresado de chaveteros se refiere al procesamiento de creación de chaveteros utilizando una fresadora. La fresa para chaveteros es un tipo de herramienta de fresado CNC que se utiliza principalmente para fresar chaveteros y depresiones cerradas.
Para contrarrestar la influencia de fuerza de corte radial, la fresa para chaveteros está diseñada con dos filos de corte simétricos. Durante el proceso de fresado, las fuerzas de corte en estos bordes crean un par de fuerzas que anula las fuerzas radiales. La fresa para chaveteros presenta bordes cortantes tanto en la parte cilíndrica como en la cara final. El filo de la cara del extremo pasa por el centro de la herramienta, lo que permite el fresado axial. También posee capacidades de perforación por inmersión y puede fresar directamente depresiones cerradas.
¿Cómo seleccionar la fresa de chavetero adecuada?
El chavetero se puede clasificar en tres tipos: abierto, semiabierto y cerrado. Normalmente, un chavetero abierto se fresa con una fresa de disco, mientras que un chavetero cerrado suele mecanizarse con una fresa de extremo o una fresa de chavetero específica. Cuando se emplea una fresa de ranurar, se debe perforar un orificio con el mismo diámetro que la fresa en un extremo del fondo de la ranura, y su profundidad debe coincidir con la profundidad de la ranura.
La selección de las herramientas de fresado es de gran importancia para determinar la precisión, rugosidad de la superficiey productividad del chavetero durante el proceso de fresado. A continuación se muestran algunas herramientas de fresado recomendadas para diferentes tipos de chaveteros:
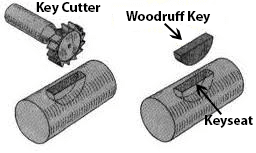
1. Chaveteros para llaves de aspa – Fresas para ranura de aspa
fresando un ranura para llave woodruff Es un proceso sencillo, ya que implica utilizar una fresa que coincida con el diámetro y el grosor de la llave. Coloque la fresa sobre la ubicación deseada para el cuñero y luego mueva la pieza de trabajo hacia la fresa hasta lograr la profundidad deseada del cuñero. La pieza de trabajo se puede asegurar en un tornillo, mandril, entre centros o sujetado a la mesa de la fresadora. El tamaño de la fresa determina si se sujeta en un eje o en una pinza de resorte o portabrocas, que se monta en el huso de la fresadora.
2. Chaveteros de extremo cuadrado: fresa plana o fresa lateral
Asegúrese de que la pieza de trabajo esté montada de forma segura y que el cortador esté centrado. Levante la pieza de trabajo hasta que los dientes de la fresa entren en contacto con ella. Bloquee el dial graduado en la alimentación vertical y mueva la pieza de trabajo longitudinalmente para permitir que la cortadora la despeje. Utilice la alimentación manual vertical tornillo para elevar la pieza de trabajo hasta que el cortador alcance la profundidad de corte deseada. Una vez realizado este ajuste, bloquear el control de ajuste vertical y proceder a realizar el corte alimentando la mesa longitudinalmente.
3. Chaveteros de punta redondeada – Fresas de extremo
Para fresar chaveteros redondeados, utilice una cortador de fresado con el diámetro adecuado. De manera similar a los chaveteros de máquina con extremos cuadrados, asegúrese de que la pieza de trabajo esté montada correctamente y que el cortador esté centrado en relación con el eje. Coloque el eje o cortador de manera que permita que el extremo del cortador rasgue un trozo delgado de papel que se sujeta entre la pieza de trabajo y el cortador. Bloquee el dial de avance graduado en este punto y utilícelo como referencia para configurar la profundidad del cortador. Marque claramente los extremos del chavetero y mueva la pieza de trabajo hacia adelante y hacia atrás, realizando varias pasadas para minimizar los errores causados por el resorte del cortador.
Formas de sujetar y calibrar la pieza de trabajo
Cuando se trabaja con una fresadora de chaveteros, la pieza de trabajo se asegura mediante una accesorio, y la fresa de chavetero se utiliza para eliminar gradualmente el material capa por capa. Es importante garantizar la estabilidad y fiabilidad de la pieza de trabajo durante la sujeción. Además, es fundamental mantener la posición central de las piezas sujetas, asegurando que la línea central del chavetero se alinee con la línea del eje. Existen varios métodos comunes para sujetar piezas de trabajo durante las operaciones de fresado de chaveteros.
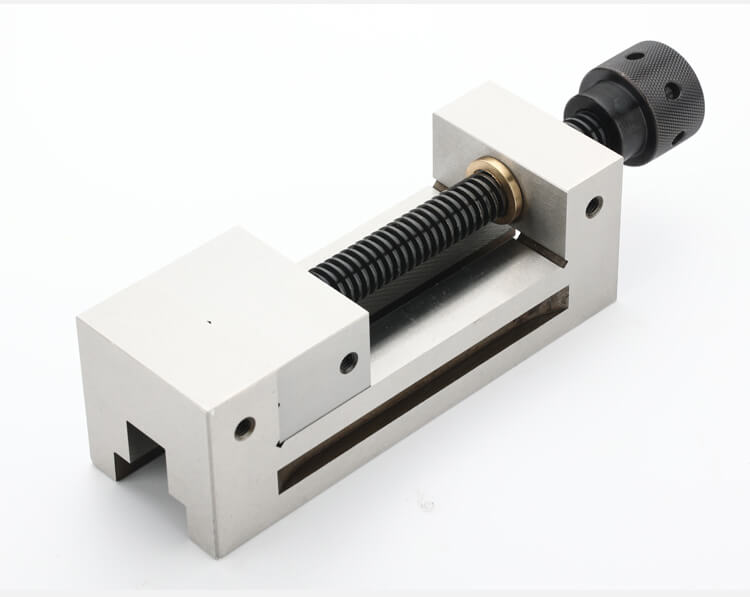
1. Utilice un tornillo de banco de mandíbulas paralelas
Para fresar chaveteros en ejes pequeños y medianos cortos, utilizando una vicio de máquina Para la instalación es apropiado. Sin embargo, es importante tener en cuenta que con los cambios en el diámetro de la pieza de trabajo, el centro de la pieza dentro de las mordazas también puede desplazarse. Esto puede afectar la simetría y las dimensiones del chavetero. A pesar de esto, el uso de un tornillo de banco es un método estable, adecuado y sencillo para la producción de una sola pieza. También se puede utilizar para la producción en masa si el círculo exterior del eje ya está terminado.
2. Utilice un marco en forma de V
Para fresar chaveteros en ejes largos y gruesos, el método de sujeción del marco en forma de V es apropiado. El marco en V proporciona una excelente rigidez de sujeción, lo que lo hace adecuado para esta aplicación. Ofrece la ventaja de un funcionamiento cómodo y una fácil alineación de la fresa. Sin embargo, es importante tener en cuenta que el centro de la pieza de trabajo sólo se coloca a lo largo de la bisectriz del hierro en forma de V y puede variar con el diámetro del eje. Por lo tanto, es fundamental alinear el centro de la fresa con la bisectriz del hierro en forma de V para asegurar la simetría del chavetero.

3. Utilice la ranura en T
Para mecanizar ejes largos con diámetros que oscilan entre 20 mm y 60 mm, un método eficaz es colocar el eje en la ranura en T de la mesa de trabajo de la fresadora y sujetarlo directamente con una placa. Este enfoque funciona bien para este rango de tamaño. Sin embargo, no es adecuado para ejes escalonados y ejes de gran diámetro.
4. Utilice la cabeza índice
Al instalar una chaveta simétrica y una pieza de trabajo con múltiples ranuras, es común usar un cabezal divisor o un dispositivo con un dispositivo de indexación para garantizar una distribución precisa de las posiciones de las chaveteras en el eje. Para lograr esto, la pieza de trabajo generalmente se sujeta usando una mandril autocentrante de tres mordazas y el centro trasero del cabezal divisorio. Es fundamental que el eje de la pieza de trabajo se alinee con la línea del eje entre el mandril autocentrante de tres mordazas y el centro. Es importante destacar que la posición del eje de la pieza de trabajo permanece constante independientemente de los cambios de diámetro. Como resultado, la simetría del chavetero en el eje no se verá afectada por las variaciones en el diámetro de la pieza de trabajo.
¿Cómo alinear las fresas?
Como se mencionó anteriormente, existen varias formas de colocar el eje al fresar chaveteros. Puede apoyarse en un tornillo de banco o mandril, montarse entre centros o sujetarse a la mesa de la fresadora. El aspecto crucial es garantizar que la fresa esté alineada centralmente con el eje de la pieza de trabajo. Para lograr esta alineación, se puede emplear uno de los siguientes métodos:
Para alinear correctamente la fresa con ranura para aspa, coloque el eje de tal manera que el lado de la fresa quede tangencial a la circunferencia del eje. Esto se puede lograr moviendo el eje transversalmente hasta que la pieza de trabajo toque los dientes laterales del cortador. Una vez establecido este contacto, bloquee el dial graduado en el avance transversal y baje la mesa de la fresadora. Para finalizar la alineación, utilice el dial graduado de avance transversal como guía y mueva el eje transversalmente a una distancia equivalente al radio del eje más la mitad del ancho de la cortadora.
Al alinear las fresas de forma central, comience poniendo la pieza de trabajo en contacto con la periferia de la fresa. Luego, siga el mismo procedimiento descrito en el párrafo anterior.
Fresado de chaveteros
Fresado en capas
El fresado por capas implica cortar el chavetero en capas, teniendo cada operación una profundidad de sólo 0,5-1 mm. El proceso de fresado continúa moviendo el cortador hacia adelante y hacia atrás con un mayor tasa de alimentación hasta alcanzar la profundidad deseada.
Una ventaja de este método es que si la fresa se desafila, se puede afilar fácilmente rectificando la cara del extremo sin afectar el diámetro de la fresa. Sin embargo, cuando se realiza esta técnica en una fresadora normal, la flexibilidad de operación es limitada y la eficiencia de producción es menor en comparación con los métodos de corte convencionales.
Expandir fresado
Para garantizar un fresado adecuado del chavetero, comience rectificando la fresa seleccionada. Reduzca su diámetro exterior entre 0,3 y 0,5 mm manteniendo una buena cilindricidad. Al fresar, deje un margen de 0,5 mm en ambos extremos del chavetero. Mueva el cortador hacia adelante y hacia atrás durante el proceso de fresado.
Luego, mida el ancho de la ranura para determinar el margen de ancho necesario. Continúe utilizando una fresa que coincida con el tamaño del chavetero para fresar ambos lados del chavetero hasta obtener el tamaño deseado. Al mismo tiempo, asegúrese de que el chavetero esté fresado a la longitud requerida.
Durante todo el proceso de fresado, es vital mantener la redondez del arco circular en ambos extremos del chavetero. Sin embargo, es importante tener en cuenta que este método de fresado puede provocar una pendiente en el lateral de la ranura.
Otras opciones para corte y brochado de chaveteros
Los chaveteros se pueden encontrar con frecuencia en varios componentes, como engranajes, impulsores, acoplamientos, manguitos de bomba, ejes cortos y otras piezas que requieren chaveteros o ranuras internas para las conexiones. Si bien las fresadoras se utilizan comúnmente para cortar chaveteros, también existen métodos alternativos disponibles, como la electroerosión, las máquinas perfiladoras o las máquinas de asiento de chaveteros.
1. Asiento de chavetero (para chaveteros grandes y especiales)
Corte de chavetero usando una máquina de llaves, también conocida como máquina ranuradora de chaveteros internos, implica la eliminación de material mediante una serie de golpes de corte de dientes. En algunos fabricantes de llaves, se utiliza un cortador de un solo diente, mientras que otros utilizan un cortador de múltiples dientes para lograr un alto velocidades de corte similar al brochado.
El cortador de llaves funciona haciendo avanzar gradualmente el cortador hacia afuera con cada corte posterior. Este movimiento incremental permite la eliminación de una pequeña cantidad de material en cada pasada. El proceso continúa hasta que el corte alcanza la profundidad requerida especificada en el dibujo impreso del cubo de acoplamiento.
El asiento de chavetero ofrece ventajas notables, especialmente cuando se trata de chaveteros grandes o especiales. Se pueden obtener y modificar fácilmente cortadores de dientes de tamaño personalizado para cumplir con especificaciones únicas en una sala de herramientas en el sitio. Sin embargo, es importante considerar que el asiento de cuñas puede requerir un tiempo de ciclo más largo en comparación con el brochado tradicional, dependiendo del tipo de máquina y herramienta para cortar usado.
2. Brochado de chaveteros (para mayor velocidad)
El corte de chaveteros con una brochadora sigue un principio similar al del chavetero. Sin embargo, las brochadoras suelen tener cortadores con múltiples dientes. A medida que la cortadora de la brochadora se empuja a través de un cubo, elimina progresivamente más material con cada diente a medida que avanza. La presencia de múltiples dientes permite una eliminación más rápida del material. Normalmente, el brochado de chaveteros puede lograr el resultado deseado en 1 a 3 pasadas.
Al igual que otras herramientas de corte, los dientes de brocha deben afilarse cuando se vuelven desafilados. Además, las brochadoras se pueden alinear horizontal o verticalmente para empujar o tirar de la brocha a través de la pieza.
Una desventaja del brochado es el costo inicial de los brochadores, que puede ser bastante alto, alcanzando a veces decenas de miles de dólares. Las brochas también necesitan un mantenimiento regular. Otra consideración es el factor tiempo. Si no se dispone de una brocha personalizada, fabricarla puede llevar varias semanas o meses.
3. Electroerosión por hilo (para tiradas pequeñas y especiales)
El corte de chaveteros con electroerosión por hilo (mecanizado por descarga eléctrica) normalmente se emplea para cortes de precisión o cuando se requieren opciones de corte específicas, especialmente para tiradas de pequeñas cantidades. Herramienta y morir Los constructores utilizan electroerosión por hilo para eliminar material mediante un método que puede describirse como "evaporación" o "choque". En esta técnica, se coloca un cable de cobre enrollado cerca del objetivo para cortarlo mediante chispas eléctricas, sin contacto directo con el componente.
Si la velocidad es un factor crucial, la electroerosión por hilo puede no ser la opción más adecuada para el corte de chaveteros. Una máquina de electroerosión por hilo estándar normalmente funciona a una velocidad de 12 pulgadas cuadradas por hora. Por ejemplo, si la pieza tiene 6″ de espesor, la máquina de electroerosión por hilo cortará a una profundidad de 2″ por hora. Sin embargo, un aspecto ventajoso de la electroerosión por hilo es que estas máquinas pueden funcionar sin la necesidad de un operador activo. En consecuencia, la electroerosión por hilo es especialmente adecuada para determinadas aplicaciones, como piezas prototipo, pedidos urgentes y solicitudes únicas.
4. Conformación (para chaveteros ciegos)
El conformado es una opción viable para cortar chaveteros ciegos, es decir, chaveteros que no se extienden a lo largo de toda la pieza. A diferencia del brochado y la electroerosión por hilo, que no son adecuados para chaveteros ciegos, el moldeado puede manejar eficazmente este tipo de requisitos de corte.
Al igual que en algunos fabricantes de llaves, el modelado implica el uso de una herramienta de corte de un solo diente. Sin embargo, a diferencia de los cortadores de llaves, los modeladores no guían la herramienta hacia abajo a través del corte en un poste fijo. En consecuencia, es posible que los cortes del perfilador no alcancen el mismo nivel de precisión que los cortes del perfilador debido a una deflexión no guiada. Esto resalta la importancia de realizar inspecciones de tolerancia adecuadas para garantizar la precisión.
Para cortar chaveteros ciegos con un perfilador, los usuarios deben cortar previamente un "relieve" al final del chavetero que se va a cortar. Este relieve permite que las virutas de metal se rompan y se eliminen eficazmente. El relieve se puede crear cortando una ranura interna en el diámetro interior de los cubos o perforando previamente un orificio, según los requisitos específicos del chavetero.
Conclusión
Hay varios tipos de chaveteros y es esencial analizar los tipos de chaveteros específicos para determinar la fresa y el método de procesamiento adecuados. Al utilizar un enfoque flexible, puede mejorar la eficiencia del procesamiento y la producción.
Si está listo para embarcarse en el corte de chaveteros o buscar formas de reducir el tiempo del ciclo y los costos de fabricación en su proceso actual de corte de chaveteros, Precisión Runsom está aquí para ayudarle. Nos hemos especializado en Servicios de mecanizado CNC con más de una década de experiencia y tecnologías avanzadas. Ya sea que su proyecto requiera piezas personalizadas con múltiples chaveteros o diseños complejos, estamos listos para ofrecerle una solución integral adecuada para su aplicación. Obtenga una cotización instantánea para empezar tu proyecto hoy!
Otros artículos que te pueden interesar: