La clé et la rainure de clavette sont couramment utilisées pour les connexions mécaniques. Lors du processus d'usinage de pièces mécaniques, de nombreuses pièces à arbre long sont conçues avec plusieurs rainures de clavette. Ces rainures de clavette ont généralement des exigences strictes en matière de dimensions, de tolérance et d'angle entre la rainure de clavette et le trou de référence de positionnement. La méthode de marquage ordinaire ne suffit pas à répondre à ces besoins. De plus, les pièces d’arbre manquent généralement d’une rigidité insuffisante. En tant que tel, Fraiseuses CNC sont disponibles pour le traitement de ces composants.
Quel type de fraise est utilisé pour fraiser les rainures de clavette pendant le processus d'usinage ? Comment réaliser une rainure de clavette sur une fraiseuse ? Dans cet article, nous fournirons une introduction au fraisage de rainures de clavette, couvrirons les principes fondamentaux des clés et des rainures de clavette, explorerons les fraises utilisées dans l'opération et discuterons des méthodes de fraisage des rainures de clavette et des alternatives à la coupe et au brochage des rainures de clavette.
Qu'est-ce qu'une rainure de clavette ?
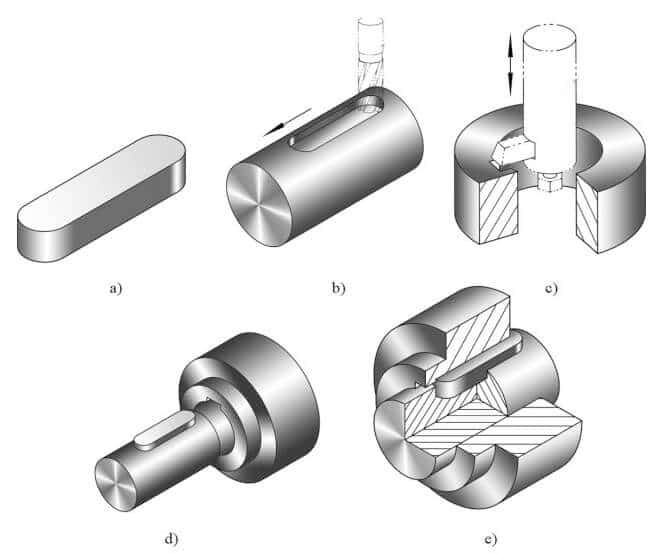
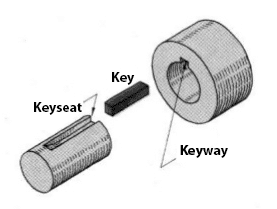
La clavette et la rainure de clavette jouent un rôle important lorsqu'il s'agit d'un engrenage ou d'un équipement rotatif similaire devant être monté sur une tige ou un arbre afin de transférer la force de rotation. La clé est une pièce de transmission mécanique principalement utilisée pour sécuriser la connexion circonférentielle entre l'arbre et les pièces de l'arbre à transmettre. couple. Certaines clavettes peuvent également faciliter le déplacement axial ou la fixation axiale des pièces sur l'arbre. Les rainures de clavette sont des rainures de formes diverses découpées le long de l'axe de la surface cylindrique des arbres. Ces rainures servent d'emplacement pour le montage des clavettes et fournissent une méthode fiable pour positionner et entraîner les éléments sur les arbres. Une rainure de clavette est également usinée dans l'élément monté pour recevoir la clé.
La sélection du type de clé et de la rainure correspondante dépend des exigences spécifiques de la tâche. La clé Woodruff, la clé machine à bouts carrés et la clé machine à bout rond sont les types de clés les plus couramment utilisés.
Qu'est-ce que le fraisage de rainures de clavette ?
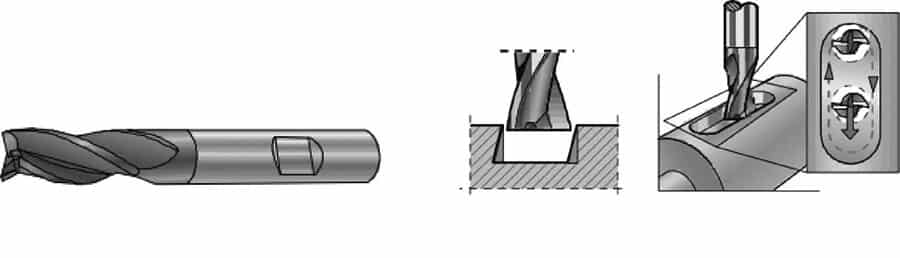
Le fraisage de rainures de clavette fait référence au processus de création de rainures de clavette à l'aide d'une fraiseuse. La fraise à rainure de clavette est un type d'outil de fraisage CNC principalement utilisé pour le fraisage de rainures de clavette et de dépressions fermées.
Pour contrecarrer l’influence de force de coupe radiale, la fraise à rainure de clavette est conçue avec deux arêtes de coupe symétriques. Lors du fraisage, les forces de coupe sur ces arêtes créent un couple de forces qui annule les forces radiales. La fraise à rainure de clavette présente des arêtes coupantes à la fois sur la partie cylindrique et sur la face d'extrémité. Le tranchant de la face d'extrémité passe par le centre de l'outil, permettant un fraisage axial. Il possède également des capacités de forage en plongée et peut fraiser directement des dépressions fermées.
Comment sélectionner la bonne fraise à rainure de clavette ?
La rainure de clavette peut être classée en trois types : ouverte, semi-ouverte et fermée. Généralement, une rainure de clavette ouverte est fraisée à l'aide d'une fraise à disque, tandis qu'une rainure de clavette fermée est souvent usinée à l'aide d'une fraise en bout ou d'une fraise à rainure de clavette spécifique. Lors de l'utilisation d'une fraise en bout, un trou du même diamètre que la fraise doit être percé à une extrémité du fond de la rainure et sa profondeur doit correspondre à la profondeur de la rainure.
Le choix des outils de fraisage est d'une grande importance pour déterminer la précision, rugosité de surface, et la productivité de la rainure de clavette pendant le processus de fraisage. Voici quelques outils de fraisage recommandés pour différents types de rainures de clavette :
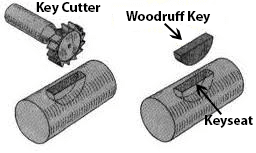
1. Rainures d'arbre pour clavettes Woodruff – Fraises à rainures Woodruff
Fraisage d'un fente pour clé d'aspérule est un processus simple, car il implique l'utilisation d'une fraise adaptée au diamètre et à l'épaisseur de la clé. Positionnez la fraise sur l'emplacement souhaité pour la rainure de clavette, puis déplacez la pièce jusqu'à la fraise jusqu'à ce que la profondeur souhaitée du siège de clavette soit atteinte. La pièce à usiner peut être sécurisée dans un vice, mandrin, entre pointes ou fixé à la table de la fraiseuse. La taille de la fraise détermine si elle est maintenue dans un arbre ou dans une pince à ressort ou un mandrin de perçage, qui est monté dans le broche de la fraiseuse.
2. Rainures à bout carré – Fraise simple ou fraise latérale
Assurez-vous que la pièce à travailler est solidement montée et que la fraise est centrée. Soulevez la pièce jusqu'à ce que les dents de la fraise entrent en contact avec elle. Verrouillez la molette graduée sur l'avance verticale et déplacez la pièce longitudinalement pour permettre à la fraise de la dégager. Utiliser l'alimentation manuelle verticale vis pour relever la pièce jusqu'à ce que la fraise atteigne la profondeur de coupe souhaitée. Une fois ce réglage effectué, verrouillez la commande de réglage vertical et procédez à la coupe en alimentant la table longitudinalement.
3. Rainures de clavette à bout rond – Fraises en bout
Pour fraiser des rainures de clavette arrondies, utilisez un fraise en bout avec le diamètre approprié. Semblable aux rainures de clavette à extrémité carrée, assurez-vous que la pièce à usiner est correctement montée et que la fraise est centrée par rapport à l'arbre. Positionnez l'arbre ou le couteau de manière à permettre à l'extrémité du couteau de déchirer un mince morceau de papier maintenu entre la pièce à travailler et le couteau. Verrouillez la molette d'alimentation graduée à ce stade et utilisez-la comme référence pour régler la profondeur de la fraise. Marquez clairement les extrémités de la rainure de clavette et déplacez la pièce d'avant en arrière, en effectuant plusieurs passes pour minimiser les erreurs causées par le ressort de la fraise.
Façons de serrer et de calibrer la pièce
Lorsque vous travaillez avec une fraiseuse à rainurer, la pièce à usiner est sécurisée à l'aide d'un fixation, et la fraise à rainure de clavette est utilisée pour enlever progressivement le matériau couche par couche. Il est important d'assurer la stabilité et la fiabilité de la pièce lors du serrage. De plus, il est crucial de maintenir la position centrale des pièces serrées, en garantissant que la ligne centrale de la rainure de clavette s'aligne avec la ligne de l'axe. Il existe plusieurs méthodes courantes pour serrer les pièces lors des opérations de fraisage de rainures de clavette.
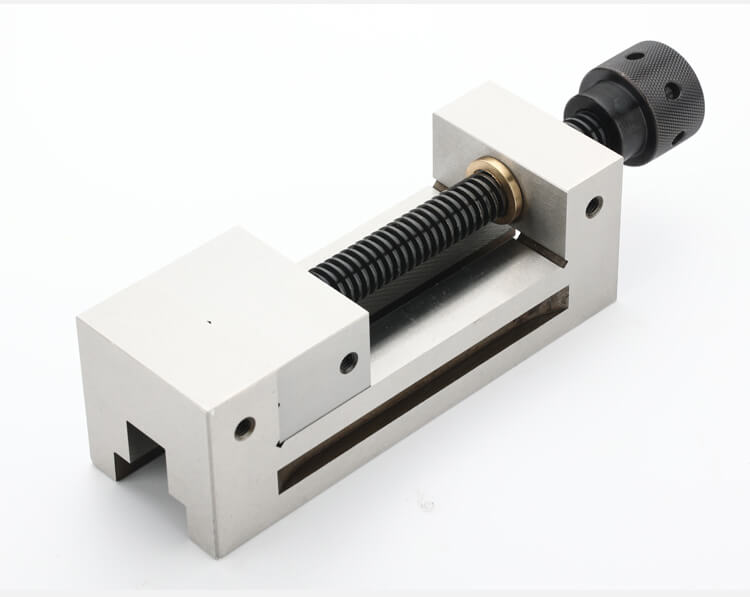
1. Utilisez un étau à mâchoires parallèles
Pour fraiser des rainures de clavette sur des arbres petits et moyens-courts, à l'aide d'un étau de machine pour l'installation est approprié. Cependant, il est important de noter qu'en cas de modification du diamètre de la pièce, le centre de la pièce à l'intérieur des mâchoires de l'étau peut également se déplacer. Cela peut avoir un impact sur la symétrie et les dimensions de la rainure de clavette. Malgré cela, l’utilisation d’un étau machine constitue une méthode stable, adaptée et simple pour la production d’une seule pièce. Il peut également être utilisé pour une production en série si le cercle extérieur de l'arbre est déjà terminé.
2. Utilisez un cadre en forme de V
Pour le fraisage de rainures de clavette sur des arbres longs et épais, la méthode de serrage du cadre en forme de V est appropriée. Le cadre en V offre une excellente rigidité de serrage, ce qui le rend adapté à cette application. Il offre l'avantage d'une utilisation pratique et d'un alignement facile de la fraise. Cependant, il est important de noter que le centre de la pièce est positionné uniquement le long de la bissectrice du fer en forme de V et qu'il peut varier en fonction du diamètre de l'arbre. Il est donc indispensable d’aligner le centre de la fraise avec la bissectrice du fer en V pour assurer la symétrie de la rainure de clavette.

3. Utilisez la fente en T
Pour usiner des arbres longs d'un diamètre allant de 20 mm à 60 mm, une méthode efficace consiste à placer l'arbre sur la rainure en T de la table de travail de la fraiseuse et à le serrer directement avec une plaque. Cette approche fonctionne bien pour cette gamme de tailles. Toutefois, il ne convient pas aux arbres étagés et des arbres de grand diamètre.
4. Utilisez la tête d'index
Lors de l'installation d'une clé symétrique et d'une pièce à plusieurs fentes, il est courant d'utiliser une tête de division ou un dispositif avec un dispositif d'indexation pour garantir une répartition précise des positions des rainures de clavette sur l'arbre. Pour ce faire, la pièce à usiner est généralement serrée à l'aide d'un mandrin à centrage automatique à trois mors et le centre arrière de la tête de division. Il est crucial que l'axe de la pièce soit aligné avec la ligne d'axe entre le mandrin auto-centrant à trois mors et le centre. Il est important de noter que la position de l'axe de la pièce reste constante quels que soient les changements de diamètre. En conséquence, la symétrie de la rainure de clavette sur l'arbre ne sera pas affectée par les variations du diamètre de la pièce.
Comment aligner les fraises ?
Comme mentionné précédemment, il existe plusieurs façons de positionner l'arbre lors du fraisage des rainures de clavette. Il peut être soutenu dans un étau ou un mandrin, monté entre les centres ou fixé à la table de la fraiseuse. L'aspect crucial est de s'assurer que la fraise est alignée au centre de l'axe de la pièce à usiner. Pour réaliser cet alignement, l’une des méthodes suivantes peut être utilisée :
Pour aligner correctement la fraise à clavette Woodruff, positionnez l'arbre de telle manière que le côté de la fraise soit tangentiel à la circonférence de l'arbre. Ceci peut être accompli en déplaçant l'arbre transversalement jusqu'à ce que la pièce touche les dents latérales de la fraise. Une fois ce contact établi, verrouillez le cadran gradué sur l'avance transversale et abaissez la table de la fraiseuse. Pour finaliser l'alignement, utilisez le cadran gradué d'avance croisée comme guide et déplacez l'arbre transversalement sur une distance équivalente au rayon de l'arbre plus la moitié de la largeur de la fraise.
Lors de l'alignement central des fraises en bout, commencez par mettre la pièce en contact avec la périphérie de la fraise. Suivez ensuite la même procédure que celle décrite dans le paragraphe précédent.
Fraisage de rainures de clavette
Fraisage en couches
Le fraisage en couches consiste à découper la rainure de clavette en couches, chaque opération ayant une profondeur de seulement 0,5 à 1 mm. Le processus de fraisage se poursuit en déplaçant la fraise d'avant en arrière avec une plus grande taux d'alimentation jusqu'à ce que la profondeur souhaitée soit atteinte.
L'un des avantages de cette méthode est que si la fraise devient émoussée, elle peut être facilement affûtée en meulant la face d'extrémité sans affecter le diamètre de la fraise. Cependant, lors de l'exécution de cette technique sur une fraiseuse ordinaire, la flexibilité opérationnelle est limitée et l'efficacité de la production est inférieure à celle des méthodes de coupe conventionnelles.
Développer le fraisage
Pour garantir un fraisage correct de la rainure de clavette, commencez par meuler la fraise sélectionnée. Réduisez son diamètre extérieur de 0,3 à 0,5 mm tout en conservant une bonne cylindricité. Lors du fraisage, laissez une marge de 0,5 mm aux deux extrémités de la rainure de clavette. Déplacez la fraise d'avant en arrière pendant le processus de fraisage.
Ensuite, mesurez la largeur de la rainure pour déterminer la largeur nécessaire. Procédez en utilisant une fraise adaptée à la taille de la rainure de clavette pour fraiser les deux côtés de la rainure de clavette à la taille souhaitée. Simultanément, assurez-vous que la rainure de clavette est fraisée à la longueur requise.
Tout au long du processus de fraisage, il est essentiel de conserver la rondeur de l'arc de cercle aux deux extrémités de la rainure de clavette. Il est toutefois important de noter que cette méthode de fraisage peut potentiellement entraîner une pente sur le côté de la rainure.
Autres options pour la coupe et le brochage de rainures
Les rainures de clavette peuvent être fréquemment trouvées dans divers composants tels que engrenages, roues à aubes, accouplements, manchons de pompe, arbres tronqués et autres pièces nécessitant des rainures de clavette ou des fentes internes pour les connexions. Bien que les fraiseuses soient couramment utilisées pour couper les rainures de clavette, il existe également des méthodes alternatives, telles que l'électroérosion, les machines de façonnage ou les machines à poser les clés.
1. Keysing (pour les grandes et spécialités)
Coupe de rainure à l'aide d'un machine à placer les clés, également connue sous le nom de machine à rainurer à rainure de clavette interne, implique l'enlèvement de matière par une série de courses de coupe de dents. Dans certains porte-clés, une fraise à une seule dent est utilisée, tandis que d'autres utilisent une fraise à plusieurs dents pour obtenir des résultats élevés. vitesses de coupe semblable au brochage.
Le keyseater fonctionne en avançant progressivement la fraise vers l'extérieur à chaque coupe ultérieure. Ce mouvement incrémentiel permet d'enlever une petite quantité de matière à chaque coup. Le processus se poursuit jusqu'à ce que la coupe atteigne la profondeur requise spécifiée dans le dessin imprimé du moyeu d'accouplement.
Le siège de clé offre des avantages notables, en particulier lorsqu'il s'agit de rainures de clavette de grande taille ou spécialisées. Des fraises à dents de taille personnalisée peuvent être facilement obtenues et modifiées pour répondre à des spécifications uniques dans une salle d'outillage sur site. Cependant, il est important de considérer que l'insertion des clés peut nécessiter un temps de cycle plus long que le brochage traditionnel, en fonction du type de machine et du type de machine. outil de coupe utilisé.
2. Brochage de rainure (pour la vitesse)
La découpe de rainures de clavette avec une machine à brocher suit un principe similaire à celui du placement de clavettes. Cependant, les machines à brocher comportent généralement des couteaux à plusieurs dents. Au fur et à mesure que la fraise de la machine à brocher est poussée à travers un moyeu, elle enlève progressivement plus de matière à chaque dent à mesure qu'elle avance. La présence de plusieurs dents permet un enlèvement de matière plus rapide. En règle générale, le brochage à rainure de clavette permet d'obtenir le résultat souhaité en 1 à 3 coups.
Comme les autres outils de coupe, les dents coupantes doivent être affûtées lorsqu’elles deviennent émoussées. De plus, les machines à brocher peuvent être alignées horizontalement ou verticalement pour pousser ou tirer la broche à travers la pièce.
Un inconvénient du brochage est le coût initial des broches, qui peut être assez élevé, atteignant parfois des dizaines de milliers de dollars. Un entretien régulier est également nécessaire pour les broches. Une autre considération est le facteur temps. Si une broche personnalisée n’est pas facilement disponible, sa fabrication peut prendre plusieurs semaines, voire plusieurs mois.
3. Wire EDM (pour les petites séries spécialisées)
La découpe de rainures de clavette avec fil EDM (Electric Discharge Machining) est généralement utilisée pour la découpe de précision ou lorsque des options de découpe spécifiques sont requises, en particulier pour les petites séries. Outil et matrice les constructeurs utilisent l'électroérosion à fil pour éliminer les matériaux en utilisant une méthode qui peut être décrite comme « évaporation » ou « choc ». Dans cette technique, un fil de cuivre enroulé est positionné à proximité de la cible pour la couper à l'aide d'étincelles électriques, sans contact direct avec le composant.
Si la vitesse est un facteur crucial, l'électroérosion à fil n'est peut-être pas le choix le plus approprié pour la découpe de rainures de clavette. Une machine d'électroérosion à fil standard fonctionne généralement à une cadence de 12 pouces carrés par heure. Par exemple, si la pièce a une épaisseur de 6″, la machine d'électroérosion à fil coupera à une profondeur de 2″ par heure. Cependant, un aspect avantageux de l'électroérosion à fil est que ces machines peuvent fonctionner sans avoir besoin d'un opérateur actif. L’électroérosion à fil est donc particulièrement adaptée à certaines applications telles que les pièces prototypes, les commandes urgentes et les demandes ponctuelles.
4. Façonnage (pour rainures aveugles)
Le façonnage est une option viable pour couper des rainures aveugles, qui font référence à des rainures qui ne s'étendent pas sur toute la longueur de la pièce. Contrairement au brochage et à l'électroérosion à fil, qui ne sont pas bien adaptés au rainures aveugles, le façonnage peut gérer efficacement ce type d'exigence de coupe.
Semblable à certains porte-clés, le façonnage implique l'utilisation d'un outil de coupe à une seule dent. Cependant, contrairement aux keyseaters, les façonneurs ne guident pas l'outil vers le bas à travers la coupe sur un poteau fixe. Par conséquent, les coupes de façonnage peuvent ne pas atteindre le même niveau de précision que les coupes de type keyseater en raison d'une déviation non guidée. Cela souligne l’importance d’effectuer des inspections de tolérance appropriées pour garantir l’exactitude.
Pour découper des rainures aveugles à l'aide d'un façonneur, les utilisateurs doivent prédécouper un « relief » à l'extrémité de la rainure à découper. Ce relief permet aux copeaux métalliques de se briser et d'être dégagés efficacement. Le relief peut être créé en découpant une rainure interne sur le diamètre intérieur des moyeux ou en pré-perçant un trou, en fonction des exigences spécifiques de la rainure de clavette.
Conclusion
Il existe différents types de rainures de clavette et il est essentiel d'analyser les types de rainures de clavette spécifiques afin de déterminer la fraise et la méthode de traitement appropriées. En utilisant une approche flexible, vous pouvez améliorer l’efficacité du traitement et de la production.
Si vous êtes prêt à vous lancer dans la découpe de rainures de clavette ou si vous cherchez des moyens de réduire le temps de cycle et les coûts de fabrication dans votre processus actuel de découpe de rainures de clavette, Précision Runsom est là pour vous aider. Nous nous sommes spécialisés dans Service d'usinage CNC avec plus d'une décennie d'expérience et de technologies avancées. Que votre projet nécessite des pièces personnalisées avec plusieurs rainures de clavette ou des conceptions complexes, nous sommes prêts à vous proposer une solution complète adaptée à votre application. Obtenez un devis instantané pour démarrer votre projet dès aujourd'hui !
Autres articles qui pourraient vous intéresser :