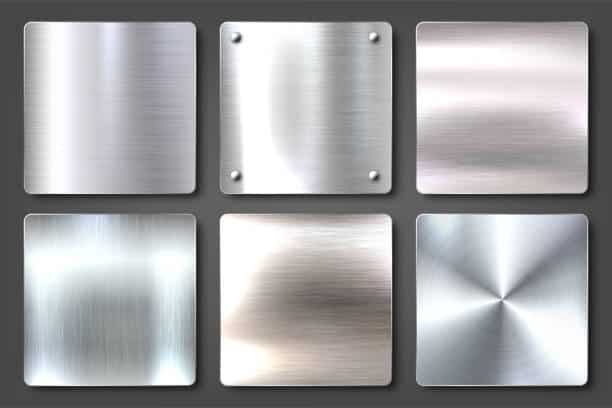
Les finitions en acier inoxydable offrent une multitude d'avantages, impliquant l'utilisation de procédés de fabrication pour améliorer les caractéristiques de surface du métal. Les finitions sont appliquées pour obtenir des attributs exceptionnels tels que la durabilité, la résistance à la corrosion, les surfaces réfléchissantes, la douceur ou des motifs de grain spécifiques, en fonction des exigences d'utilisation finale.
L'acier inoxydable peut subir diverses techniques de finition tels que les traitements usinés, brossés, à motifs, polis, colorés ou décoratifs. Le choix d'une finition appropriée pour votre application spécifique est crucial. Il garantit à l'acier inoxydable une longue durée de vie, une excellente résistance à la corrosion et de faibles besoins d'entretien. Le bon processus de finition assure le comportement souhaité de l'acier inoxydable.
Ce guide explore les finitions en acier inoxydable en quatre types principaux pour votre utilisation pratique et répertorie les deux normes les plus reconnues : FR et ASTM, et propose des conseils sur les options de produit, la technique appropriée et l'utilisation qui peuvent vous aider.
Types de finitions de surface en acier inoxydable
Bien qu'il existe des variations dans chacune des options, les catégories les plus typiques de finitions en acier inoxydable sont les finitions d'usine, les finitions à motifs, les finitions brossées et polies et les finitions colorées.
Finitions d'usine

Tous les produits en tôle d'acier inoxydable sont livrés avec ces finitions comme condition d'approvisionnement de base, qu'ils soient laminé à chaud ou à froid. Ils sont largement utilisés dans diverses applications et sont utilisés comme étape initiale pour le polissage mécanique et d'autres processus de finition. Afin d'assurer la meilleure résistance à la corrosion possible, la plupart subissent un nettoyage à l'acide (décapage) pour se débarrasser de toute calamine créée lors des processus de laminage à chaud et de recuit, sauf dans le cas d'une finition recuite brillante.
Finition n ° 1
Pour obtenir des finitions n° 1 en acier inoxydable, le matériau doit subir un laminage à chaud jusqu'à ce qu'il atteigne l'épaisseur souhaitée. Ces finitions apparaissent généralement sombres et variées, et elles affichent la texture de surface la plus rugueuse et la moins uniforme parmi toutes les finitions en acier inoxydable. Par conséquent, ils sont les plus appropriés pour les applications où l'esthétique est la priorité la plus basse, et ils sont fréquemment suivis d'un décapage pour améliorer leur résistance à la corrosion.
Cependant, les finitions n ° 1 ont un inconvénient majeur en ce sens qu'elles ne possèdent pas de surface réfléchissante, ce qui les rend inadéquates pour les applications qui nécessitent de la luminosité, de l'apparence et de la texture.
N° 2B Finition
Pour obtenir une finition n ° 2B en acier inoxydable, le matériau est soumis à des rouleaux ou des matrices spéciaux au cours d'un processus connu sous le nom de laminage à froid. Cette méthode de laminage à froid produit une surface plus lisse et moins piquée en apparence. L'acier inoxydable ramolli est ensuite soumis à une solution acide pour éliminer toute accumulation de rouille ou de tartre. Enfin, l'acier subit une dernière passe sur des cylindres polis pour renforcer sa douceur d'ensemble.
Par rapport à d'autres options, les finitions mates n° 2B offrent une solution plus abordable pour la finition de l'acier inoxydable. Ils sont généralement utilisés dans les ustensiles de cuisine, les petits réservoirs et les équipements pharmaceutiques en tant que finition laminée à froid à usage général.
N° Finition 2D
Une finition n ° 2D est obtenue par un processus similaire à une finition n ° 2B, impliquant un laminage à froid, un recuit et un décapage. Cependant, cette finition possède une qualité plus terne et mate. Il est particulièrement bien adapté à des fins d'emboutissage profond et peut être trouvé dans une variété de produits, tels que les composants d'échappement automobile, les équipements chimiques et le matériel.
Finition recuit brillant (BA)
Pour obtenir une finition recuite brillante, l'acier inoxydable est d'abord laminé à froid, puis recuit dans un environnement contrôlé et sans oxygène pour éviter tout écaillage pendant le processus de recuit. Puisqu'un mince film d'oxyde se forme pendant le recuit, il n'est pas nécessaire de décaper la finition à l'acide. Ce type de finition est généralement utilisé dans les ustensiles de cuisine, les appareils de finition et les instruments chirurgicaux.
Finition TR
Une finition TR (Temper Rolled) est obtenue en laminant à froid une surface recuite pour améliorer les propriétés mécaniques, ce qui se traduit par des apparences variables en fonction de l'alliage et du degré de travail à froid appliqué. Des exemples de telles finitions incluent le quart dur, le demi-dur et le dur complet. L'effet final de la surface en acier inoxydable est lisse et réfléchissant.
Finition 2Q
La finition de surface 2Q est désignée par EN pour l'acier inoxydable et est similaire à la finition TR car elle implique un laminage à froid et un durcissement ultérieur. Cependant, contrairement à la finition TR, la finition 2Q est durcie et trempée dans un environnement protecteur ou décalaminée après traitement thermique. Cette option de finition de surface est adaptée pour une utilisation sur les aciers martensitiques, qui sont le seul type d'acier à répondre à ces traitements.
Cette finition a généralement une surface lisse sans aucune mise à l'échelle, ce qui la rend bien adaptée à une utilisation dans les industries automobile et médicale en tant qu'option de finition de surface.
Finition à motifs
Pour créer des finitions en acier inoxydable à motifs, des rouleaux à motifs sont utilisés pour presser ou rouler. Cette technique se traduit par une feuille qui est efficacement renforcée, permettant l'utilisation d'un revêtement de calibre plus fin, entraînant des économies potentielles et un poids réduit. De plus, le motif peut être appliqué sur un ou les deux côtés pour obtenir un acier inoxydable à motif double face.

Le tableau ci-dessous présente certaines des finitions à motifs dans les normes EN et leurs équivalents ASTM correspondants ainsi que leurs caractéristiques.
| FR Désignation | Équivalent ASTM | Type de finition | Fonctionnalités |
| 2F | N° 2D | Finition à motifs | Laminé à froid, recuit brillant ou recuit et décapé ; Une surface mate non réfléchissante uniforme. |
| 1M | Aucun | Finition à motifs | La conception sera déterminée d'un commun accord ; Un côté de la plaque est plat ; Les plaques sont destinées à être utilisées au sol. |
| 2M | Aucun | Finition à motifs | La conception sera déterminée d'un commun accord ; Un côté de la plaque est plat ; La texture fine est principalement utilisée à des fins architecturales. |
| 2W | Aucun | Finition à motifs | La conception sera déterminée d'un commun accord ; La plaque présente une texture ondulée des deux côtés, offrant une résistance supplémentaire et/ou un attrait esthétique. |
Finitions brossées et polies mécaniquement
Finition n°3
La finition de surface n ° 3 est une désignation ASTM qui correspond à la finition 1G-2G des normes EN, obtenue par un processus de meulage. Le 1G implique un début de laminage à chaud, tandis que le 2G indique un début de laminage à froid.
Une rugosité de surface allant jusqu'à 1 micromètre est typique de la finition de surface n° 3, ce qui donne une surface à faible réflectivité. Ce type de finition est couramment utilisé pour les équipements de cuisine, les pièces dans les usines de transformation alimentaire, etc.
Finition n° 4
Une finition n ° 4 offre une qualité de surface raffinée qui est créée en traitant l'acier inoxydable avec des courroies et des brosses de polissage. Ce processus donne une surface légèrement réfléchissante avec une directionnalité uniforme. La rugosité ultime de la finition dépend de la qualité de la brosse utilisée et de la qualité de la bande de polissage utilisée.
Le fini No. 4 est reconnu pour son apparence unique, mettant en vedette une couleur sourde et la présence de lignes très fines. Cette finition est idéale à des fins décoratives qui ne nécessitent pas de hauts niveaux de réflexion. Le principal inconvénient de ce type de finition en acier inoxydable est sa capacité réduite à résister à la corrosion.
N° 6 Finition
Pour obtenir une finition n ° 6, une finition n ° 4 est traitée avec un brossage Tampico. Il en résulte un aspect blanc argenté terne qui a moins de réflectivité qu'un fini n° 4.
Cette finition a une excellente résistance à la corrosion et peut être modifiée pour répondre aux exigences spécifiques de résistance à la corrosion pour les applications architecturales marines et externes. Bien qu'il ait été couramment utilisé sur les composants architecturaux en acier inoxydable jusqu'aux années 1980, il n'est pas aussi couramment utilisé aujourd'hui.
N° 7 Finition
Une finition n ° 7 est une finition polie obtenue en polissant une surface finement meulée, qui a un aspect très brillant tout en montrant des lignes de grain visibles sur le matériau. Cette finition est extrêmement réfléchissante, presque comme un miroir, et est souvent utilisée pour les couvertures de colonnes, les garnitures décoratives et les panneaux muraux.

N ° 8 Finition
La finition n ° 8 est obtenue en utilisant une série d'abrasifs de plus en plus fins pour traiter mécaniquement la surface. Alternativement, une procédure de laminage spéciale qui imite l'abrasion mécanique peut également produire l'effet désiré. A ce stade, il est crucial d'éliminer les rayures profondes car tout défaut de surface sera facilement visible sur le produit fini. La dernière étape consiste à polir la surface pendant une période de 5 à 10 minutes pour produire une finition hautement réfléchissante, semblable à un miroir.
La finition miroir n° 8 offre l'avantage de renforcer la résistance à la corrosion du matériau. Le processus de polissage lisse les crevasses où les particules corrosives peuvent potentiellement se déposer.
Finitions colorées pour SS
Utilisant les qualités de la couche de chrome inerte présente à la surface de l'inox, ces finitions confèrent au matériau une résistance à la corrosion.
De plus, la couche de chrome peut être facilement colorée à l'aide de procédés chimiques et ensuite durcie par électrolyse, créant un type de finition connue sous le nom de finitions colorées par électrolyse.
Lorsque requis pour une application spécifique, ces finitions en acier inoxydable peuvent également être imprimées.

Finition 2L
Le 2L est la finition de surface la plus répandue et est la désignation de toutes les finitions de surface colorées sur l'acier inoxydable. Il existe une large gamme de couleurs disponibles.
En règle générale, ces finitions sont utilisées à des fins décoratives ou ornementales, tandis que la finition colorée est parfois mise en œuvre pour correspondre à d'autres matériaux dans des conceptions complexes.
Finitions SS personnalisées
Les finitions de surface métalliques personnalisées offrent des caractéristiques spécifiques qui ne peuvent pas être obtenues avec des finitions standard. Ces finitions sont personnalisées en fonction de votre application unique et varient considérablement en fonction de vos conceptions spécifiques.
Par exemple, il est possible de combiner deux finitions de surface ou plus pour obtenir des propriétés esthétiques ou fonctionnelles uniques.
Par conséquent, vous pouvez avoir de l'acier inoxydable avec des motifs en relief ou gravés, ainsi que des motifs non directionnels.
Ce tableau résume les principales caractéristiques des différents types de finition de surface pour l'acier inoxydable.
| Type de finition | Désignation ASTM | Les caractéristiques |
|---|---|---|
| Finition du moulin | N° 1 | Laminé à chaud, recuit et passivé. |
| N° 2B | Laminé à froid, recuit, décapé et passivé, puis passé à travers des rouleaux hautement polis. | |
| N° 2D | Laminé à froid, recuit, décapé et passivé. | |
| TR | Ecrouissage et travail à froid pour une plus grande résistance, une surface brillante. | |
| BA | Laminé à froid, recuit brillant et skin-passé, une surface lisse, brillante et réfléchissante. | |
| Finition brossée et polie | n ° 3 | Au sol, la granulométrie ou la rugosité de surface peuvent être personnalisées, une texture unidirectionnelle et un manque de réflectivité élevée. |
| Numéro 4 | Une finition brossée ou polie terne ; la qualité du brossage, de la bande de polissage ou de la rugosité de la surface peut être personnalisée. Il a une texture unidirectionnelle et manque de réflectivité élevée. | |
| Numéro 6 | Une finition polie satinée et des exigences spécifiques supplémentaires sont nécessaires pour une finition de type J afin d'assurer une résistance élevée à la corrosion dans les applications architecturales marines et externes. | |
| N ° 7-8 | Une véritable finition miroir ; le processus ou la rugosité de surface peuvent être personnalisés. Il a une finition non directionnelle et est hautement réfléchissant avec une excellente clarté d'image. |
Équivalents EN et ASTM pour la finition SS
Ici, nous résumons les désignations de finition de surface dans la norme EN et sa norme ASTM correspondante dans un format de tableau.
| FR Désignation | Équivalent ASTM | Type de finition |
|---|---|---|
| 1D | N° 1 | Finitions d'usine |
| 2B | N° 2B | |
| 2D | N° 2D | |
| 2H | TR | |
| 2R | BA | |
| 2Q | Aucun | |
| 2F | N° 2D | Finitions à motifs |
| 1M | Aucun | |
| 2M | Aucun | |
| 2W | Aucun | |
| 1G-2G | n ° 3 | Finitions brossées et polies |
| 1J-2J | Numéro 4 | |
| 1K-2K | Numéro 6 | |
| 1P-2P | N ° 7-8 | |
| 2L | Aucun | Finitions colorées |
Conseils pour la finition de l'acier inoxydable
Avant de commencer à meuler et à finir l'acier inoxydable, il est essentiel de recevoir la formation nécessaire et de se familiariser avec la réaction de l'acier inoxydable. Outre la sélection d'un produit adapté à votre application et à la finition souhaitée, il est essentiel de respecter les techniques, la sélection des produits et l'utilisation appropriées. Voici quelques conseils utiles :
1. Options abrasives basées sur les exigences de finition
Il existe plusieurs finitions courantes disponibles pour l'acier inoxydable, notamment la finition non directionnelle, la finition n ° 4 et le polissage miroir. Lors de la sélection d'un abrasif, il est nécessaire de prendre en compte les exigences de finition visuelle ou moyenne de rugosité (Ra). Pour le meulage grossier, un disque à lamelles de grain 36 ou 40 convient.
Cependant, si un polissage miroir est requis, un abrasif à grain plus élevé et des composés de polissage ou des roues en fibre sont nécessaires pour obtenir la finition visuelle souhaitée. Un abrasif spécialement conçu pour l'acier inoxydable sera plus efficace, car il coupe plus rapidement, dure plus longtemps et dissipe mieux la chaleur par rapport à celui conçu pour l'acier au carbone.
2. Éviter la contamination croisée dans SS
Le simple fait d'être étiqueté pour une utilisation avec de l'acier au carbone ou de l'acier inoxydable ne garantit pas qu'un produit est exempt de contaminants. Un produit considéré comme exempt de contaminants doit contenir moins de 0,11 TP3T de fer, de soufre et de chlore, car ces éléments peuvent entraîner une oxydation.
Les produits Inox sont exempts de contaminants. Que vous ayez besoin ou non d'un produit sans contaminant dépend de ce dont vous avez besoin pour votre application. Il est essentiel d'éviter d'utiliser le même outil sur de l'acier inoxydable après l'avoir utilisé sur de l'acier au carbone pour éviter l'introduction de contaminants. Les produits abrasifs à code couleur peuvent aider à distinguer les outils et éviter d'utiliser par erreur le mauvais outil.
3. Commencez par la finition souhaitée sur le matériau parent
Pour gagner du temps et de l'argent, de nombreuses opérations commencent avec un matériau de base déjà préfabriqué selon les spécifications souhaitées. C'est une pratique courante d'avoir un tôle pièce de base finie par une machine avec une finition directionnelle n ° 4 ou un poli miroir avant l'opération de soudage. Cela réduit la quantité de finition manuelle requise après le soudage des pièces.
4. Évitez d'appliquer une pression excessive
Les produits abrasifs génèrent de la chaleur lors de leur utilisation, ce qui peut endommager plus facilement l'acier inoxydable que l'acier au carbone. Réduire la pression et laisser la brosse ou le disque abrasif faire le travail comme prévu est un moyen efficace de minimiser la chaleur pendant le meulage ou la finition.
5. Utilisez un modèle uniforme et cohérent
Il est essentiel de maintenir un motif cohérent et uniforme lors du meulage ou de la finition de l'acier inoxydable. Passer beaucoup de temps dans une seule zone peut provoquer une accumulation de chaleur, ce qui peut endommager le métal de base et augmenter le temps passé à retravailler.
6. Documenter le processus de finition SS
La création d'un processus étape par étape pour la finition de l'acier inoxydable est essentielle pour garantir des résultats cohérents. La documentation peut éliminer les conjectures et minimiser les retouches, ce qui est particulièrement crucial lorsque des finitions spécifiques sont nécessaires et doivent être mesurées à chaque fois - par exemple, dans les applications médicales ou de transformation alimentaire. Les processus documentés doivent détailler les abrasifs spécifiques utilisés, leur grain et les étapes correspondantes impliquées.
Votre fournisseur de solutions de finition de pièces - Runsom Precision
À Précision de la rançon, nous travaillons avec les plus couramment utilisés nuances d'acier inoxydable et offrent des finitions optimales sur différents formats d'acier inoxydable. Nos services exceptionnels de finition de pièces s'étendent aux surfaces plastiques, composites et métalliques, et nos installations sont équipées de machines et d'infrastructures de premier ordre pour transformer votre prototype ou pièce envisagée en réalité. Demander un devis instantané dès aujourd'hui pour commencer vos projets de finition de métal.
Autres articles qui pourraient vous intéresser :