
在选择合适的切削刀具材料时 数控加工,工具钢脱颖而出。其独特的性能,如高硬度、耐磨性和抗弯曲性,使其成为通过切割和机加工使材料成型的理想选择。
但是工具钢有哪些不同等级,如何选择最适合您的加工需求的一种呢?
本文讨论了工具钢,介绍了其性质并详细介绍了工具钢的主要类型及其特性、成分和应用。
什么是工具钢?
工具钢是指各种高强度碳素钢和合金钢,特别适合制造铰刀、钻头、模具和手动工具等工具,因为它们非常坚硬,不易磨损和变形,即使在使用过程中也能保持锋利的边缘。当受到高温时。
例如,高速钢具有特定的 碳化物形成元素 像铬一样, 钒、钼和钨,它们是非常坚硬的化合物。它们在高温下也表现良好,特别是当添加钴或镍时。工具钢通常经过热处理以使其变得更加坚硬,并用于诸如 五金冲压、整形、成型、切割和塑性成型。
工具钢的成分是什么?
工具钢由不同的金属混合物制成,如铬、钼、钨和钒。这些合金以铁为基础,含有大量碳以提高强度并形成硬质碳化物。
添加镍和钴可以使钢在高温下保持坚固。还添加了铬、钼、钨和钒,使钢坚硬且耐磨。
工具钢根据其材质和性能进行分类。这些组通常包括碳素工具钢、合金工具钢和高速钢。

工具钢的主要类型有哪些? – 工具钢的分类
工具钢主要有七种类型:水硬化工具钢、热作工具钢、冷作工具钢、抗震工具钢、塑料模具钢、高速工具钢和特殊用途工具钢。下表显示了这些类型及其对应的 AISI-SAE 指定、子类别和特征:
| 太钢的分类 | AISI-SAE 等级 | 子类别和属性 |
|---|---|---|
| 冷加工 | 欧 | O1 – O7(油硬化,低碳) |
| 一个 | A2 – A10(空气硬化,中等合金) | |
| D | D2 – D7(高碳、高铬) | |
| 热加工 | H | H1-H19(铬) |
| H20-H39(钨) | ||
| H40-H59(钼) | ||
| 高速 | 米 | M1、M7、M10(钼) |
| M30、M33、M34、M42、M43、M46、M47(钼、钴) | ||
| M2、M3、M4(钼、钨) | ||
| M6、M15、M35、M36< M41、M44、M45(钼、钨、钴) | ||
| 吨 | T1、T2、T3、T7、T9(钨) | |
| T4、T5、T6、T8、T15(钨、钴) | ||
| 特殊目的 | F | F1(高碳、低合金) |
| F2、F3(钨) | ||
| 大号 | L1、L3、L7(碳 > 0.65%、铬) | |
| L2(碳 <0.65%, Chromium) | ||
| L6(碳> 0.65%,镍) | ||
| 水硬化 | W | W1至W7(高碳) |
| W1 A – 1B(碳纤维) | ||
| W2 – W3(碳、钒) | ||
| W4 – W5(碳、铬) | ||
| W7(碳、铬、钒) | ||
| 塑料模具 | 磷 | P1- P20、P21(低碳) |
| 耐冲击 | 小号 | S1、S3(钨) |
| S2、S4、S5、S6(硅) | ||
| S7(铬) |
高速钢(M、T级)
高速钢 (HSS) 有两种类型:M 型(钼基)和 T 型(钨基)。与钨钢相比,钼钢的硬化范围更短,硬化温度更低,因为它们的熔点略低。 M 型高速钢虽然比 T 型高速钢硬度稍低,但更耐用。此类别中最常见的钢材是 M2高速钢.
高速钢可以承受高温,同时仍保持其硬度。它们被称为高速钢,因为它们可以实现最佳的工具速度和 进给率 与普通高碳钢相比。由于含有钨和钒成分,高速钢通常比传统碳钢和工具钢更硬、更耐磨。
高速钢经常被用来制造 钻头、刀头、电锯片、铣刀、铣刀和齿轮刀具。

水硬化工具钢(W 级)
W级工具钢碳含量高,需要在水中淬火,因为合金含量低,其硬化程度不如其他工具钢。可以添加少量的其他元素,如钼、锰和硅,以赋予钢额外的功能。它比其他工具钢便宜,因此通常用于基本应用。
虽然它比其他类型的工具钢节省成本,但它不能承受高温——在 150°C 时开始软化。这种钢会变得非常硬,但比其他种类的工具钢更容易断裂。 水淬 是所有 W 级工具钢的必备条件,但它会导致更多的翘曲和裂纹。
这种类型的工具钢通常用于制造剃须刀刀片、冷镦模具、车床工具、压花工具、铰刀和工业切削工具。

冷作工具钢(A、O、D级)
冷作工具钢以其中等硬度、较强的耐磨性和易于硬化的能力而闻名。它们通常用于制造较大的零件或即使在硬化后也需要保持相同形状的零件。这些工具钢分为三类:空气硬化(A 级)、油硬化(O 级)和高碳铬(D 级)工具钢。
空气硬化或 A 级工具钢
这些工具钢具有良好的硬化能力和较低的硬化温度范围,如油硬化等级。与其他空气硬化或油硬化等级相比,A6 工具钢的变形较小。它易于加工,并且兼具韧性和耐磨性。它通常用于压印、凸轮、模具弯曲、心轴和冲裁。
油淬火或 O 级工具钢
该组工具钢在制造时采用油淬火。由于其高强度和耐磨性,它被用于许多不同的工作。油硬化工具钢可用于雕刻母辊、 螺纹切削 铣槽、冲头、衬套和夹头。
高碳铬或 D 级工具钢
这种冷作工具钢也称为高碳铬钢,含铬11-13%。虽然它们不能提供高耐腐蚀性,但其 1.4-2.5% 碳含量使其具有良好的抗磨损性能,适合长期生产。
此外,它们可以用油或空气硬化而不会产生太大变形,使得这种工具钢可用于制造刀具。 D 系列工具钢也非常适合制造接缝辊和成型辊, 塑料注射 模具, 车床中心, 和 木工 刀。它还用于抛光工具、层压模具、拉深冲头和冷挤压模具。
热作工具钢(H 级)
该组工具钢通常含有大量不同金属,但碳含量不多。即使长时间暴露在高温下(切割时除外),它们也能保持其品质并正常工作。该组中最常用的工具钢是 H13。
其出色的耐热性使其非常适合制造金属和玻璃等需要非常热才能正常工作的材料。它通常用于制造冷镦模具外壳以及镁或铝的热挤压工艺。
在这一组中,不同金属的使用量决定了工具钢的类型。主要合金元素是钼、钨、铬。

钼基工具钢
这种热作工具钢含有大量钼。它具有很强的耐磨性,在高温下保持稳定,适合极端条件。此外,其承受力和热量的能力也使其适合在金属磨机中用作刀具或模具。
钨基工具钢
这种工具钢有9-18%钨和2-4%铬。虽然它很脆,但它的耐热性确实很好。为避免其脆化,您可以在使用前将其预热至合适的温度。
铬基工具钢
铬型是最常用的热作工具,铬含量为3-5%。它还可能含有少于 5% 的其他合金元素,例如钼、钨或钒。此类工具钢常用于塑料注射模具制造, 热锻和热加工冲头。
抗冲击工具钢(S 级)
抗冲击工具钢旨在应对低温下的应力,并具有良好的热硬度。 S 级工具钢以其强大的冲击韧性而闻名,但耐磨性不佳。它们不能承受高温,最高温度为 537°C。
S 级工具钢用于铁匠凿子、锅炉车间工具、工具等 卡爪、夹头、离合器零件、手提钻零件、热锻模和冷锻模、热剪切刀片和冷剪切刀片以及削片刀。
它们还用于气动工具、烫印机、削片刀、冷热加工凿子、热成型模具和冷夹具模具。 S7 工具钢是该组中最受欢迎的。
模具钢(P 级)
P 级工具钢用于制造塑料零件制造的模具钢。它们非常适合制造冷冲、热锻、 压铸, 和 注塑成型。模具工具钢的常见牌号包括P20和420(模具用高精炼优质不锈钢)。
模具钢集韧性、耐腐蚀性、硬度和承受磨损的能力于一体。此外,此类工具钢还具有高冲击强度并且易于抛光。
特殊用途工具钢(F、L级)
特殊用途工具钢比通用W级工具钢成本更高。它们具有特殊的成分和品质,非常适合普通 W 钢无法处理的特定用途。这些钢不需要其他工具钢合金含量的额外成本,并且不存在以下困难: 热处理.
特殊用途工具钢分为两类:低合金(L 型)和碳钨基(F 型)。
- L型工具钢 对于韧性和耐磨性至关重要的应用非常有用。它们非常适合制作 轴承、离合器片、滚轮、扳手、凸轮和夹头。该组钢中碳含量较高,用于模具、钻头、量规、滚花和丝锥。
- F型工具钢 经水硬化,比 W 型工具钢耐磨得多。这些钢非常适合需要高耐磨性但不耐高温或耐冲击的用途,例如剪纸刀、拉刀、抛光工具、铰刀和塞规。
工具钢是如何制造的?

制造工具钢的方法有很多种。这些方法包括电渣精炼(ESR)、电弧炉(EAF)、粉末冶金、一次熔化、一次分解、轧制、热拔和冷拔、连铸和鱼鹰工艺。
以下是一些主要方法:
电弧炉 (EAF)
这 电弧炉 (EAF) 该工艺涉及在电弧炉中熔化回收的废钢以及合金成分。为了防止氧化,熔融混合物经过化学处理并倒入大钢包中。在精炼阶段去除杂质后,钢可以倒入大型模具中形成钢锭。
电渣精炼(ESR)
电渣精炼 (ESR) 是 EAF 的替代方案。该方法采用渐进式熔炼工艺生产表面光滑、无孔或缺陷的钢锭,从而生产出缺陷最少的优质钢材。
粉末冶金
粉末冶金 是一种更先进的方法,涉及使用粉末金属来制造具有增强的硬化性和可加工性的工具钢。该工艺对于生产航空航天部件等应用所需的碳和合金材料含量较高的工具钢特别有效。
制造工具钢涉及的常见步骤包括:
- 退火:此过程包括将钢加热到特定温度并在冷却之前保持设定的时间。这有助于改变钢的分子结构,使其更不易碎且更易于加工。
- 热拔或冷拔:拉拔工艺用于使工具钢获得更严格的公差、更小的尺寸或独特的形状。由于工具钢的强度高且延展性有限,因此需要在高达 540 °C 的温度下进行多次道次或热拉拔。冷拔通常仅限于单次轻量加工,以防止原料破损。
工具钢有哪些特性?

工具钢的关键性能是耐磨性、耐热性和韧性。添加合金元素可提高强度、耐磨性、硬度和韧性。硬度衡量钢材抵抗变形的程度。这 罗克韦尔C 测试通常用于确定工具钢的硬度。硬化冷作工具钢的硬度通常约为 58/64 HRC(洛氏 C),大多数在 60/62 HRC 之间,有些偶尔会达到 66 HRC,具体取决于等级。
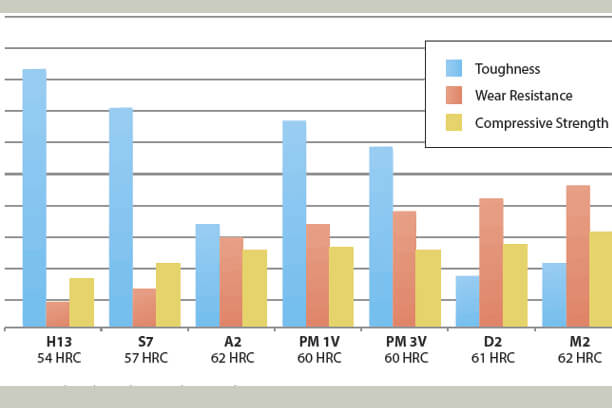
下表显示了最常见的工具钢及其性能比较。
| 成绩 | 特性 |
| 奥1 | 油硬化 易于机械加工 良好的耐磨性 低温下的最佳硬度响应 硬化过程中尺寸稳定性高 最大 HRC 为 65 |
| W1 | 水硬化 优异的耐磨性 韧性好 最大HRC为68 |
| A2 | 空气硬化 比O1更高的耐热性和耐磨性 高尺寸稳定性 最大 HRC 为 63,失真更少 |
| D2 | 高碳和高铬最大产量的理想牌号 优异的韧性和耐磨性 高抗压强度 最大 HRC 为 65 |
| S7 | 抗震工具钢 高强度和延展性 用于中等高温环境 最大 HRC 为 61 |
| P20 | 特殊用途工具钢 非常适合加工压铸部件和塑料模具 最大HRC为32 |
| H13 | 热加工 高抗热疲劳开裂性 高淬透性 耐磨性好 韧性极佳 最大HRC为54 |
| M2 | 高速 优异的耐磨性 韧性好 最大 HRC 为 65 |
选择用于加工的工具钢牌号时应考虑什么?
您计划加工的特定工具或产品极大地影响您应选择的工具钢类型。另外,不同 钢种 和类型具有独特的属性,使其适合各种应用和目的。因此,在选择适合加工需求的牌号时,应考虑某些因素。
工具钢的性能
用于金属加工的工具钢类型多种多样,每种钢的化学成分、韧性和强度等性能各不相同。
韧性
工具钢的韧性是指其在应力或冲击下抵抗断裂、碎裂或开裂的能力。如果韧性是选择工具钢的唯一因素,那么 H13 或 S7 将是显而易见的选择。然而,在做出选择时,必须考虑所有所需的特征和具体的工作要求。
随着合金含量的增加,工具钢的韧性趋于降低。此外,钢材的制造工艺也会影响其韧性。 PM(颗粒冶金)生产工艺由于其显微组织的均匀性,可以提高钢种的韧性。
工具钢的硬度也会影响其韧性。一般来说,给定等级的工具钢在较低的硬度下会表现出更好的韧性。然而,较低的硬度可能会对实现可接受的刀具寿命所需的其他基本特性产生负面影响。
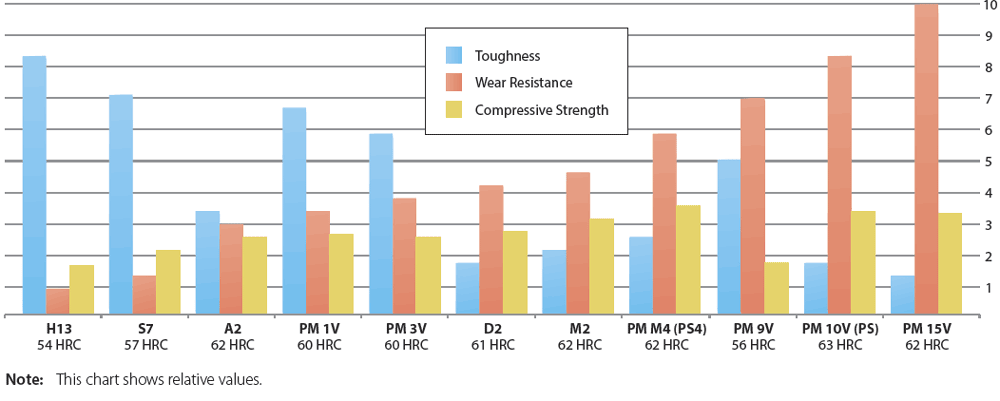
耐磨性
耐磨性是指工具钢能够承受因与工件材料、其他工具或氧化皮和砂粒等外部因素接触而磨损或侵蚀的能力。
工具钢的磨损损坏有两种类型:磨料磨损,涉及切削刃磨损;粘着磨损,工件材料粘在冲头点上,降低摩擦系数并增加穿孔压力。
由于钢中碳化物含量的增加,合金含量的增加通常意味着更高的耐磨性。碳化物是坚韧的颗粒,可增强耐磨性。当钢水凝固时,钒、钨、钼和铬等合金与碳结合就形成了它们。虽然碳化物含量的增加提高了耐磨性,但它们也会降低韧性。
抗压强度
抗压强度是工具钢的一个重要特性,但它在某种程度上被忽视了。它测量物品在变形或断裂之前可以承受多大的力。
有两件事与抗压强度相关:钢中合金的含量和工具钢的硬度。钼和钨等元素增加了抗压强度,更高的硬度也使抗压强度更好。
加工速度
某些工具钢在高速下可能无法正常工作。如果您使用了错误的等级 高速加工,随着时间的推移,工具钢可能会失去硬度和耐磨性。高速工作时,最好使用高速钢,因为即使在高速下,它也能提供更好的耐磨性和耐极端温度性。
成本
在为数控加工工具选择工具钢牌号时,价格是需要考虑的关键因素 CNC钢材加工。最好避免在材料选择上吝啬,因为工具过早失效可能最终导致成本更高。
在确定用于加工的特定工具钢牌号之前,最好进行成本效益分析。这将确保所选材料适合提供所需的性能。
常见问题
结论
工具钢是一种用于各种应用的碳合金,根据其他合金元素的百分比、淬火类型和温度范围分为不同的类别。为您的项目选择合适的工具钢牌号可以显着影响项目的成功。因此,了解各种类型的工具钢、它们的硬化方式以及使其适合不同应用和目的的独特性能至关重要。
Runsom Precision 定制精密 CNC 加工工具钢零件
如果您不确定哪种工具钢最适合您的产品,请不要担心。我们的专业人士和工程师团队随时帮助您选择合适的钢材,以获得最佳结果。
作为值得信赖的知名制造商, 瑞盛精密科技有限公司 提供全面的制造服务,例如 数控加工, 3D打印, 快速原型和表面处理。无论您需要工具钢加工还是钢材成型服务,我们都可以满足您的所有要求。联系我们获取 立即报价,开始您的项目 为您的下一个项目提供优质工具钢金属产品。
您可能感兴趣的其他文章: