
申请情况:

服务: CNC 铣削, 喷砂, 黑色阳极氧化, 激光蚀刻
材料: 铝 6061
数量:550套,每套3个组件
该项目
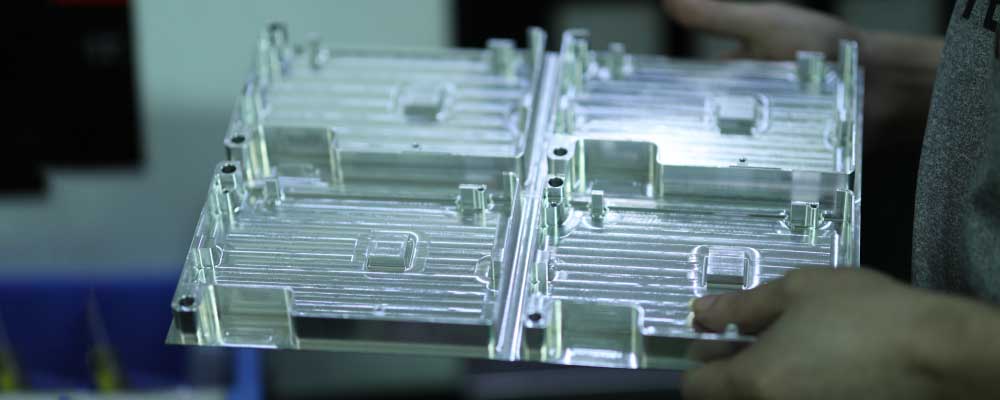
这个围墙是 Runsom 和我们的客户开始合作的第一个项目。在制造550台之前,已经订购了一些样品以及小批量的100台进行测试。外壳由三部分组成,包括盖子、底座和窗口,并由航空级铝材铣削而成。根据 MIL-A-8625,Type II,Class 2,所有部件均采用黑色阳极氧化处理。
产品
我们客户的 Studio NDI 是世界上唯一具有 SDI 和 HDMI 输入和输出的 NDI® 硬件编码器和解码器。它可以通过以太网供电 (PoE) 或用户相机电池的 D-Tap 供电。它具有完美的外壳,配备了我们客户革命性的定制硅芯片。它美丽、坚韧、快速。完美的全能产品!
在进行这批之前,我们与客户讨论了以下领域:
1 制造推荐设计
标记为红色的区域需要在阳极氧化之前部分遮盖。
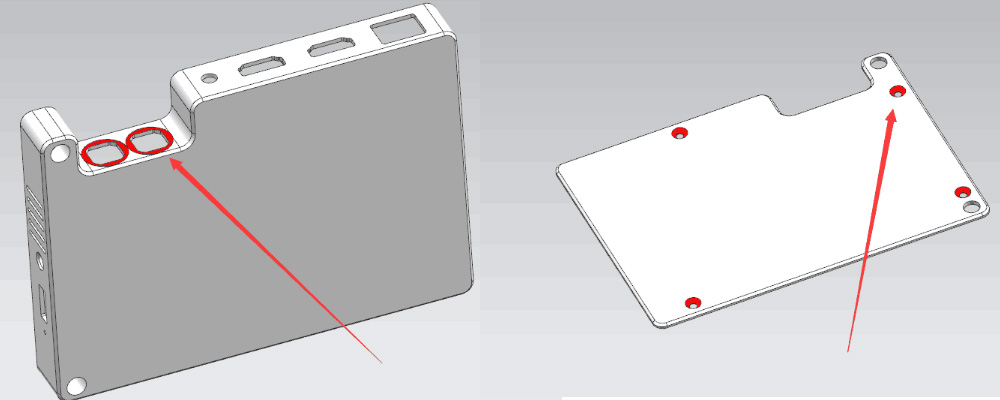
为了防止它们被阳极氧化,上面标记为红色的区域需要在阳极氧化之前部分遮盖。我们与客户分享了我们的担忧,即部分遮蔽区域的边界可能不整齐。我们建议在对整个零件进行阳极氧化后进行第二次加工以去除阳极氧化。但是加工成本会上升。附上一张重新加工和遮蔽的照片,供客户参考。
在开始 550 套之前,我们提出并订购了一些样品,客户继续这样做。当样品准备好进行表面处理时,我们的团队集思广益并尝试改进。最后,我们找到了一个更好的解决方案,它不仅可以在边界上实现整齐的光洁度,而且可以使成本更加有效。该方法是用激光蚀刻去除阳极氧化,而不是再加工。

2 制造推荐设计
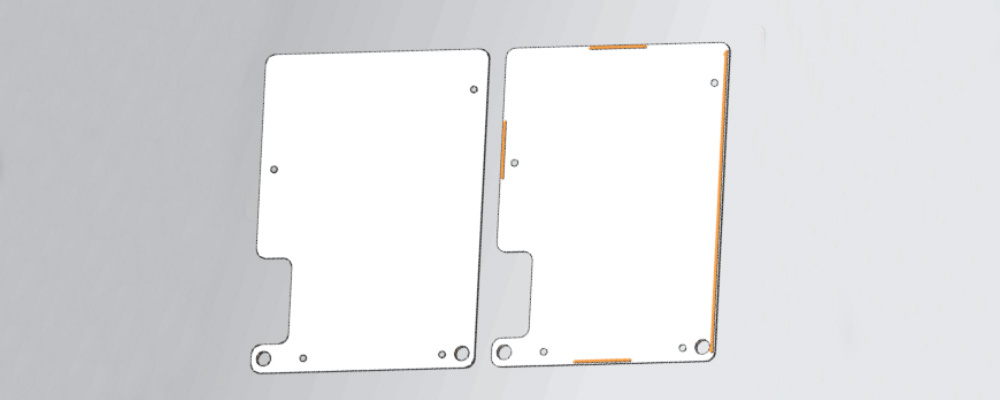
设计比上一批更复杂。客户希望控制这些外壳的成本。现在的底座厚度是20.2mm,需要买25mm的材料,之前的底座是19.5mm,用的是20mm的材料。如果厚度可以退回或小于 2 0 mm 以使用 20 mm 材料,将节省一些成本。客户考虑到了这一点。然而,为了获得更多的市场份额,他们需要努力进一步降低成本。他们预计下一次运行将是 1000 组。我们重新分析了更新后的设计,看看是否可以进行任何调整。我们建议将盖子上添加的凹槽更改为 4 个小凹槽。尽管客户更愿意在这 550 套运行中采用他们当前的设计,但他们在下一个批次中采用了我们提议的更改。
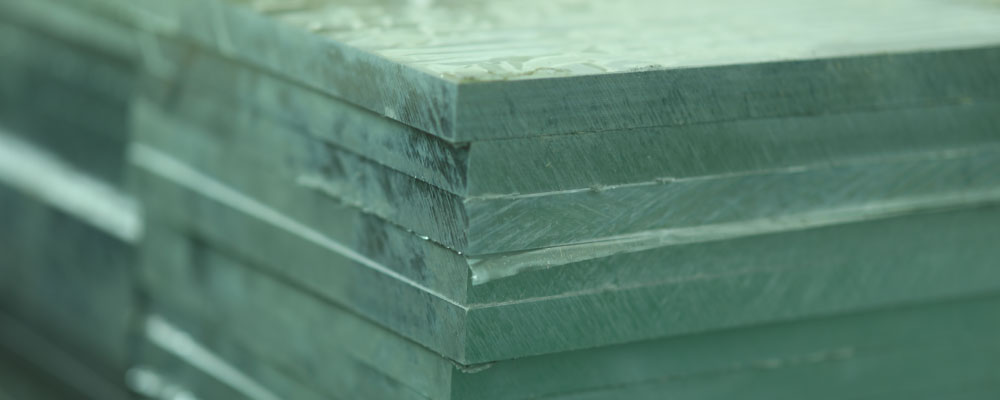
材料检验
像往常一样,我们仔细检查了传入的 原材料 并确保规范是正确的,它正是 AL 6061-T6。
CNC铣削
一旦原材料准备好,我们就为这三个部分分别制作了几个固定装置。
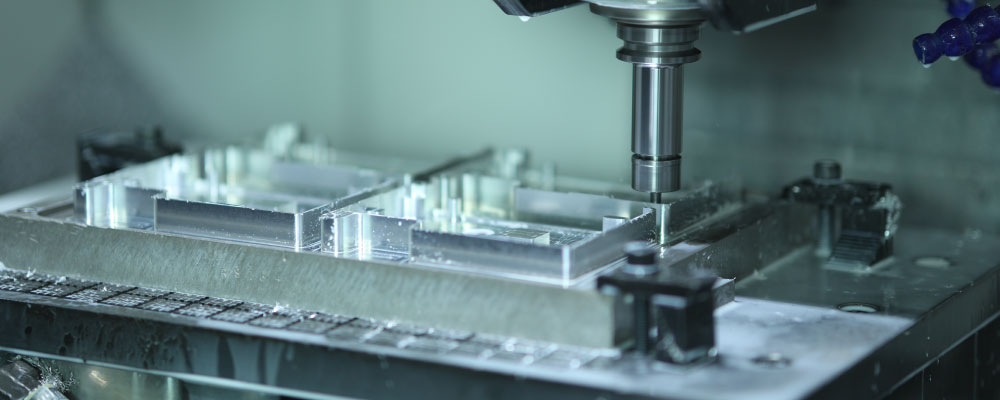
外壳的盖子需要用真空吸盘在正面和相对两侧进行铣削。 铣削 对面比较困难,需要注意的问题是铣小槽时刀具容易折断。零件“窗口”很薄,难点是加工时的装夹。
喷砂、阳极氧化和激光蚀刻
零件铣好后,表面处理的第一步是喷砂,可以让零件达到 哑光饰面.然后盖子、底座和窗户被阳极氧化成黑色。阳极氧化是一种电化学过程,可将金属表面转化为装饰性、耐腐蚀、耐用和阳极氧化饰面。铝非常适合阳极氧化。最后的完成步骤是激光蚀刻。所有这三个部分都是激光蚀刻的。
