卡盘通常安装在主轴上,用作夹持装置,可施加强大的夹紧力以固定工件或刀具以进行加工。 三爪卡盘专为夹持圆柱形或六角形工件而设计,由三个独立的爪组成。这种类型的卡盘广泛应用于车床和 铣床,因为它能够在各种加工操作(包括车削、 螺纹切削、端面、镗孔、钻孔、磨削和切断。
本文提供了三爪卡盘的指南,全面概述了其特征、功能、类型、应用以及加工操作的安装、测试和对准方法。此外,它还提供了 3 爪卡盘和 4 爪卡盘之间的详细比较。
3 卡爪卡盘解释
什么是查克?
卡盘是一种通过在物体直径内部或外部施加夹紧压力来牢固地固定工件或工具的装置。卡盘通常用于机器中,例如 车床用于夹紧和固定工件或工具的钻头和铣刀。它们有多种形式和配置,包括钻夹头、爪形夹头、组合夹头、电磁夹头、铣削夹头和液压夹头。
车床卡盘零件
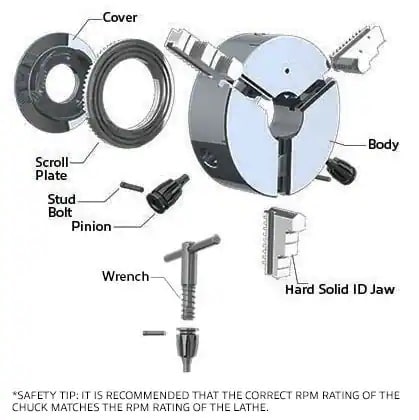
车床卡盘通常由以下部分组成:
- 覆盖
- 身体
- 卷轴板
- 双头螺栓
- 小齿轮
- 扳手
- 硬实心内径钳口
材料:
- 业内首选的卡盘体材质是铸铁(也称半钢)。
- 钢制卡盘,特别是由锻钢制成的卡盘,可以提高精度并减少磨损,并且可以在更高的条件下使用 转速.
什么是颚式卡盘?
卡爪卡盘是一种通过使用均匀间隔的卡爪夹紧工件来将工件固定到位的工具。卡盘上的卡爪数量对于确定其安全夹持工件的有效性至关重要。例如,与 4 爪卡盘相比,3 爪卡盘可以更快地对准,从而缩短周期时间。然而,与 4 爪卡盘相比,它确实提供了相对较弱的夹紧力。
通过使用扳手操纵这些钳口,可以将工件牢固地固定到位。卡爪的运动可以是独立的,也可以是同时的,具体取决于卡盘的配置。在大多数情况下,3爪卡盘利用同步运动来自动对中工件。
钳口有不同的配置,包括软金属和硬金属选项。软金属钳口适用于需要对钳口形状进行细微调整的任务,因为它们可以轻松雕刻和成型。另一方面,当加工表面粗糙的刚性材料时,会使用硬质金属钳口。

什么是三爪卡盘?
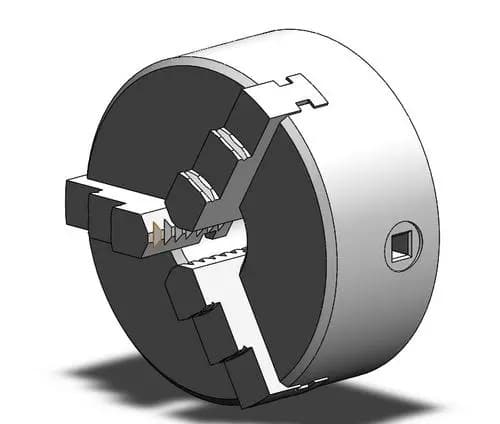
三爪卡盘采用均匀放置在卡盘体上的三个活动卡爪,将工件牢固地固定和定位在机床附件上。此类卡盘俗称自定心三爪卡盘或万能卡盘。它主要设计用于夹持圆形和六角形 数控车削件,允许快速且相当精确的居中。
三爪卡盘如何工作?
三爪卡盘常见于车床和分度头上,用作牢固地固定工件或工具的方法。这些卡盘由三个专门为此目的设计的卡爪组成。钳口安装在滚动板内,在使用调整时可以同时移动 卡盘扳手。因此,他们可以快速准确地抓取车床零件。
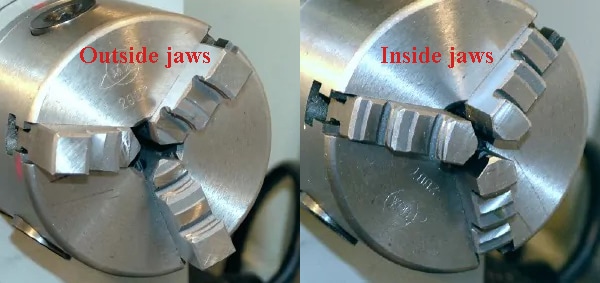
在某些情况下,三爪卡盘配有两组卡爪:一组用于夹紧工件的内径(ID),另一组用于夹紧工件的外径(OD)。此外,这些通用卡盘可以容纳不同直径的工件。三个接触点的存在增强了加工操作期间的稳定性。
卡盘卡爪的控制有两种类型:手动和电动控制:
1.手动三爪卡盘
三爪卡盘由爪体、小锥齿轮、大锥齿轮等几个部件组成。 锥齿轮 (另一端有普通螺纹)和三个钳口。三个钳口的螺纹与普通螺纹相同,以120度间隔均匀分布在钳口板体内的导向槽内。爪体锥孔设计与车床主轴前端外锥面配合,可实现工件定心。扭矩通过键传递,卡盘体通过螺母牢固地锁定在主轴上。
在手动卡盘中,通过物理转动小齿轮来调整卡爪。虽然这种方法提供了更高的精度,但它可能非常耗时。
2.动力三爪卡盘
动力卡盘是一种自定心卡盘,可与各种动力装置(如气缸、油缸或电机)组合使用。根据所用动力装置的不同,可分为气动卡盘、液压卡盘、电动卡盘。气缸或油缸通常位于机床主轴的后端。拉杆或管穿过主轴孔,以推拉位于主轴前端卡盘体中的楔套。
这种特殊类型的卡盘可实现卡爪的快速移动和工件固定,非常适合数控车削零件的大规模生产。请注意,这些卡盘不能独立调整每个卡爪,并且精度不如手动三爪卡盘。
三爪卡盘的类型
1. 自定心三爪卡盘
自定心卡盘的设计只需转动驱动齿轮即可同时对中每个卡爪,无需单独调整每个卡爪。
自定心卡盘内部有凹槽连接到螺旋涡旋板的背面。当驱动齿轮旋转时,螺旋涡旋板也同步旋转。
螺旋涡旋板直接连接到三爪卡盘的所有三个爪上,使它们能够一致移动并会聚在中心位置。
2. 回拉式三爪卡盘
回拉式卡盘,也称为拉锁卡盘或自动夹紧卡盘,是在按下按钮时自动夹紧工件的卡盘。
这些卡盘采用由空气或液压系统加压的内部舱,促进卡爪的移动并使其能够牢固地夹紧工件。

3. 三爪钻夹头
钻夹头属于自定心夹头。它们的设计目的是为了牢固地固定直径小于 0.5 英寸的钻头。
4. 卡爪独立三爪卡盘
与卡爪无关的机构在三爪卡盘系统中并不常见。它更常用于具有更多爪数的卡盘,例如四爪卡盘。这一特点使得卡盘能够容纳不同形状的工件。
在独立卡爪卡盘中,每个卡爪都可以单独调节,在夹持不同几何形状的工件时提供更高水平的灵活性。
3 Jaw Chuck 与 4 Jaw Chuck:它们的区别
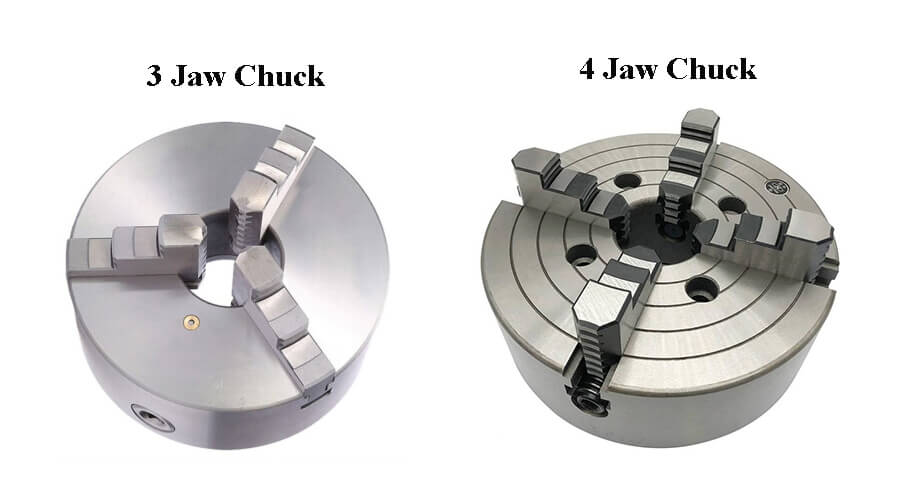
最常用的两种车床卡盘是三爪卡盘和四爪卡盘。这两种类型的卡盘有几个主要区别:
1. 构造和运动
三爪卡盘被认为是自定心卡盘,其卡爪通过一个卡爪连接在一起。 涡旋齿轮机构,使它们能够同时移动。四爪卡盘的卡爪可以独立移动,需要操作者手动对中工件。
2. 功能
当零件牢固地固定在四爪卡盘中时,就可以进行偏心车削操作。但这个功能用三爪卡盘是无法实现的。
3. 使用案例
三爪卡盘非常适合牢固地夹持圆形或六角形横截面的工件。相比之下,四爪卡盘是专门为夹持方形或八角形块的工件而设计的。
4. 准备时间
与三爪卡盘相比,设置四爪卡盘通常需要更多时间。然而,四爪卡盘的优点是其多功能性更强,能够处理更广泛的任务。
5. 准确性
三爪卡盘的精度等级通常约为 0.010,而四爪卡盘的精度等级更高,范围在 0 到 0.001 之间。
6. 夹持力
四爪卡盘的夹持力超过三爪卡盘。
7、工件重量
四爪卡盘比三爪卡盘具有更高的处理较重工件的能力。
8. 切割深度
将四爪卡盘与三爪卡盘进行比较时,前者实现的切削深度通常更大。
9. 扳手孔数量
就卡盘扳手或钥匙的孔数量而言,三爪卡盘通常只有一个孔用于拧紧或释放夹具。相比之下,四爪卡盘有四个单独的孔,可以一次精确控制每个爪。
10. 优点和缺点
| 好处 | 缺点 | |
| 3爪卡盘 | 自定心; 可容纳六角棒料; 快速且易于使用。 | 无法容纳方形棒料; 跳动/偏心无法轻易修复; 无法容纳不规则形状的工件; 无法偏离中心。 |
| 4爪卡盘 | 工件可高精度定心; 可处理方形/矩形棒材; 可以使工作偏离中心; 对圆形枪托的抓地力稍强一些。 | 安装工作较慢/较繁琐(需要刻度盘指示器); 无法容纳六角枪托。 |
如何安装、验证和对齐 3 爪卡盘的爪?
1. 安装
在三爪自定心卡盘中,爪的运动由螺旋齿轮驱动装置控制。驱动齿的曲率与螺旋齿轮相匹配,可实现高效的下颌运动。
由于卡盘的特殊设计,无法将外径 (OD) 卡爪转换为内径 (ID) 卡爪。为了适应不同的工件夹持要求,内径和外径应用都需要单独的卡爪组。
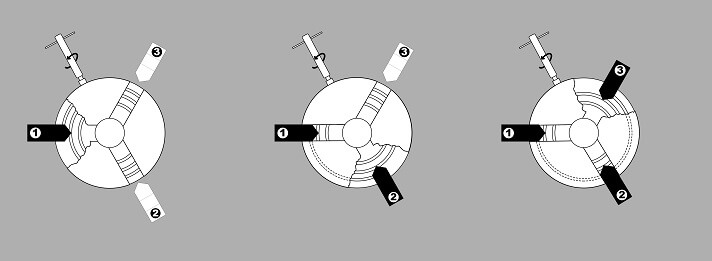
每个钳口都标有相应的编号,指示应插入的插槽。例如,1号卡爪应放置在标记为1号的卡盘槽中。同样的原则也适用于其余两个卡爪。
安装钳口时,重要的是要遵循顺序,从标记为第一的钳口开始。每个钳口应根据其指定的槽位正确定位并安装在滚动板上。
2. 测试和对齐
一旦卡爪插入指定的槽中,它们就会与卡盘的中心轴对齐。尽管这通常是正确的,但在某些情况下它可能不适用。这 同心度 工件的形状取决于其形状和夹爪的偏移。因此,即使卡盘完美平衡,也可能难以牢固地固定具有不规则几何形状的工件。因此,在使用三爪卡盘时,请确保工件具有径向对称性,并且夹紧表面上没有任何凹凸不平的痕迹。
有时,钳口可能会切入软工件,导致咬入深度不均匀,从而影响 同心度 工件的。如果您的目标是制造整个零件而不将其从卡盘上取下,您可以在单一设置中处理零件,以克服偏移并最大限度地提高最终产品的精度。
然而,在加工过程需要重新定位工件的情况下,使用 拨号指示 每次将工件安装到卡盘上时验证工件的偏心率。
不同类型的车床卡盘
- 爪形卡盘:如三爪万能卡盘、四爪独立卡盘。
- 夹头卡盘:它使用螺母固定在主轴上,通常用于在加工过程中需要快速设置和精确定心时固定棒料。
- 钻夹头:一种特殊类型的三爪自定心夹头。它通常用于固定钻头或其他旋转工具,容量为 0.5 英寸(13 毫米)或更小。
- 磁性吸盘:它设计用于使用电磁体或电磁体牢固地固定磁性材料 永磁体。或者用于使用传统钳口可能会因施加的压力而使工件变形的情况。
- 组合卡盘:结合了自定心卡盘和独立卡盘的功能。它提供了自定心操作的便利性以及根据需要独立调整每个钳口的灵活性。
- 气动卡盘:一种利用压缩空气来夹紧和固定工件的卡盘。它由气动压力驱动的卡爪组成,可以快速有效地夹紧和释放工件。
不同卡盘类型的应用
在固定圆柱形或同心工件时,自定心涡旋卡盘非常有效。这些卡盘的设计方式使所有卡爪一起操作,自动将工件居中。钳口的打开和关闭由小齿轮控制,可以使用扳手进行调节。
- 2爪自定心卡盘:固定夹具,适用于固定矩形零件。
- 三爪自定心卡盘:用途最广泛的类型,常用于夹持圆柱形或六角形工件。事实上,超过 75% 的车床系统在操作中使用这些卡盘。
- 四爪自定心卡盘:通常用于固定方形零件。
- 六爪自定心卡盘:设计用于夹持薄壁零件。拥有更多的夹紧点可以均匀分布夹紧力,从而降低变形的风险。
- 独立卡盘:专门设计的卡爪能够彼此单独移动。它们特别适合抓取形状不规则或需要偏心操作的工件。然而,与自定心卡盘相比,这些卡盘通常需要更多的设置时间。
- 组合卡盘:兼具自定心卡盘和独立卡盘的功能。组合卡盘能够单独调整每个卡爪或同时操作它们作为自定心涡旋卡盘,因此对于实现奇怪形状零件的可重复定心非常有用。单独调整夹爪的能力可以最大限度地减少常规作业中的跳动。
常见问题
结论
当在车床上进行车削操作或使用 分度夹具 对于铣削加工,车床卡盘起着至关重要的作用。它们有多种类型,允许转动材料以保持稳定性并确保精确切割。有趣的是,大约 75% 车床卡盘属于 3 爪品种。在本文中,我们深入研究了三爪卡盘的复杂性。
使用我们的高精度工件夹紧系统
如果您正在寻找高精度和刚性 工件夹紧系统 要提高 CNC 加工中心的性能,请考虑选择 瑞盛精密科技有限公司 作为您的首选。我们广泛的多轴工件夹具解决方案使您能够最大限度地提高机器的灵活性,以满足您的特定要求和应用。
此外,我们还专门从事 CNC加工领域 十多年来拥有丰富的经验和装备精良的机床。有多种类型的车床卡盘可用于车床或铣床,确保所加工的材料保持稳定并能够以极高的精度进行切削。因此,我们始终如一地为全球客户制造和提供高质量的产品,并获得积极的反馈。通过请求进一步优化您的应用程序 立即报价,开始您的项目 今天就从我们这里开始!
您可能感兴趣的其他文章: