ASME Y14.5-2009 提供了 14 种不同类型的几何公差的指南,每种都指定了控制各种零件特征的特定方法。为了简化理解,这 14 种类型可以分为 5 个主要组,即形状、轮廓、方向、位置和跳动。
位置控件用于严格控制特征相对于基准的位置。在位置类别中,存在三个控件:同心度、对称度和位置。
同心度是一种复杂的公差,用于保证制造(包括数控加工零件)的精度和质量。 GD&T 中的同心度到底是什么,如何测量它,它的各个方面、应用以及与跳动和位置的区别是什么?让我们探讨同心度的细节来解决这些问题。
GD&T 中的同心度是什么?
同心设计的高精度 机械零件 通常是令人满意的操作所必需的。例如,承受高压的管道必须设计为具有均匀的壁厚,以防止出现薄弱的结构点。在 GD&T(几何尺寸和公差),同心度是一种 3D 标注,可确保一个或多个零件特征围绕某个零件同心。 基准轴.
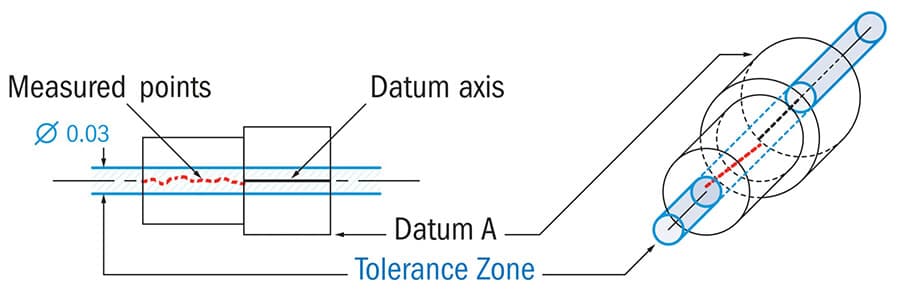
然而,在GD&T中,同心度的含义与工程师通常理解的字面定义略有不同。同心度标注的目的是确保两个直径相对点的中点落在指定的公差范围内。尽管圆形特征可能具有表面变化,例如凹口或凹陷,但围绕中心轴的质量分布应保持均匀。
这种平衡的质量分布对于零件高速旋转的应用至关重要,因为存在振荡或不均匀磨损的风险。然而,在制造过程中实现和测量同心度可能具有挑战性。在许多情况下,更简单的标注(例如圆跳动、总跳动、位置或轮廓)可以实现相同的预期结果。
同心度公差带
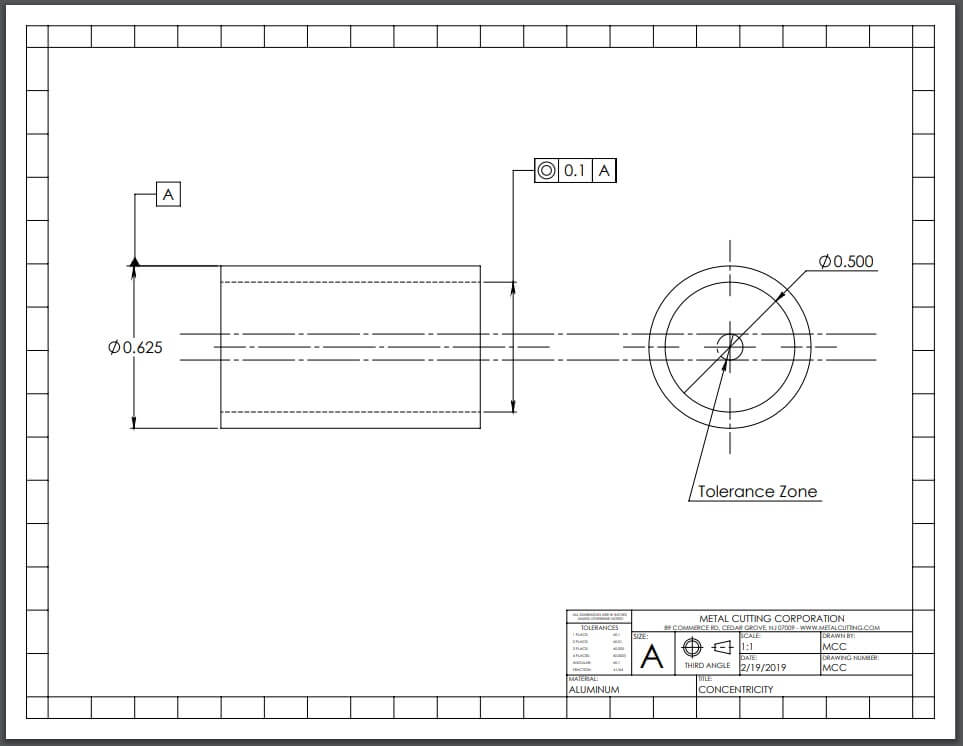
GD&T 同心度由圆柱形公差带定义。特征控制框提供了一个基准轴,用作构建该区域的参考点。圆柱区域的直径代表标注中规定的允许公差值。
为了确保同心度,必须通过计算直径相对点的中点来确定零件的实际中轴。当所有这些中点连接起来时,所得的线代表中轴。为了使零件满足要求,沿中轴的所有点都必须落在圆柱公差带内。
同心度特征控制框架
特征控制框 (FCF) 用于传达应用于特定零件特征的制造条件、控制和公差。单个零件通常具有 GD&T 公差的多个特征,并且每个特征的公差由其自己的 FCF 表示。 FCF 使用引导箭头连接到受控制的要素或其延长线。
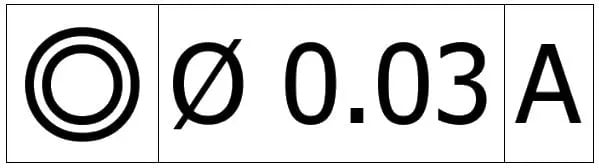
GD&T 同心度的特征控制框架可以解释为由三个块组成的布局。这些块定义了同心度的要求,并规定“相对于基准 A,圆柱表面上相对元件的所有中点必须落在 0.03 的圆柱公差带内”。
1.几何特征块
换句话说,同心度特征控制框中的第一个块包含应用于该特征的形位公差符号。在此块中,用两个同心圆表示的同心度符号用于指示和指定所需的公差。
2. 特征公差块
FCF 中的第二个块提供了有关所应用的公差带的尺寸和类型的详细信息。在同心度情况下,该区域呈圆柱形,称为直径公差区域。在该块中,直径符号用于指定该圆柱形区域的直径,它表示零件中点的公差值或最大允许偏差。
应该注意的是,由于额外公差的潜在影响,材料修改器不能与同心度一起使用。这种额外的公差会扩大公差带,导致直径变化和表面直径急剧变化的阶跃函数。
3. 基准块
FCF 中的第三个块提供有关基准元素的详细信息。根据具体要求,基准元素可以是中心点、中心线或基准平面。在同心度的情况下,基准元素是从基准特征导出的基准轴。值得注意的是,在某些情况下,同心度特征控制框架可能包括多个基准,例如在轴具有多个直径的情况下。
同心度、跳动、位置
在优先考虑均匀质量分布的各种专业应用中,同心度是一项至关重要的要求。然而,由于实现同心度具有挑战性且成本高昂,因此必须了解可以满足所需规格而不影响所需结果的替代标注。
用完 和位置是两个密切相关的标注,可以在许多应用中替代同心度。
同心度与位置
GD&T 中的位置是一个相对简单的标注,可以指定各种特征的位置和大小。在许多情况下,位置标注可以作为同心度的合适替代方案。当不需要精确的质量分布时,标准孔尺寸和位置公差优于同心度。
同心度与跳动
同心度和跳动是 GD&T 中两个密切相关的几何公差,用于评估圆柱形或球形特征的圆度和同轴度。
测量同心度的挑战在于确定零件的导出中轴,如果不使用计算机就无法可靠地计算该中轴。
另一方面,跳动可以很容易地从零件的表面测量,因为它是有形的特征。简单的仪器,如 V 形块和 拨号指示 可以提供准确的跳动测量。因此,在某些情况下,用跳动代替同心度要求可以节省时间和成本,因为跳动更容易测量和实现。
同心度评估圆柱形特征以理论轴为中心的程度,而跳动则检查特征偏离精确以旋转轴为中心的完美圆的程度。跳动通常定义为圆度和同心度之和。对于完美圆形零件,跳动公差将等于同心度公差。
同心度和跳动之间有几个关键区别:
- 同心度评估特征的轴或中心平面,而跳动评估特征的圆形路径;
- 同心度用于确保旋转对准并防止振动,而跳动用于评估表面形状;
- 同心度和跳动的 GD&T 符号以及它们在图纸上的表示方式有所不同。
什么时候需要同心度?
由于其复杂性,同心度通常保留给需要高精度才能有效运行的零件。
同心度的重要性取决于具体的最终用途。例如,如果一个管子需要安装在开口内,而另一个零件需要安装到管子的内径 (ID) 中,则外径 (OD)、ID 和同心度可能需要对齐,以便所有零件能够一起工作无缝地。
另一方面,如果应用涉及液体或气体通过管道,同心度可能不那么重要,因为非同心度不会阻碍流动。
然而,即使在同心度并不重要的情况下,仍可能有必要确定 OD/ID 的同心度偏差的可接受水平。例如,当液体或气体在压力下流过管道时,指定最小可接受壁厚对于防止非同心管壁薄区域破裂变得很重要。
材料的选择在一定程度上也与同心度和最小/最大壁厚有关。例如,如果您选择了将经过磨削来制造零件的焊管,则指定最小厚度可能很重要,以防止过度磨削和潜在的焊缝断裂。
同样,如果管道将用于涉及高压下液体运动的应用,选择拉拔而不是焊接的无缝材料可能是更合适的选择,可以最大限度地降低断裂风险。然而,如果管子只是将空气释放到环境中,则使用无缝管在工程方面可能被认为是过度的。
测量同心度的挑战
确定同心度并验证是否达到指定的外径和内径面临着一定的困难。除了建立理论中心轴外,测量同心度还需要:
- 在多个横截面进行大量测量;
- 准确绘制表面并识别横截面的中点;
- 绘制这些点以检查它们是否落在圆柱公差区内。
虽然一个 千分尺 在某些情况下,可以使用光学比较器或光学比较器来测量同心度,最准确的方法是使用坐标测量机(CMM)或其他计算机测量设备。然而,使用 CMM 可能非常耗时并会导致额外成本。
另一个挑战来自于当前的事实 微加工 技术导致零件的生产越来越小。例如,在精密切割管用于 医疗设备,难点在于如何测量极小的管材中两个直径的同心度。
如何测量同心度
同心度的测量过程是许多设计师和机械师倾向于避免它的主要原因。进行所需的测量既耗时又昂贵且具有挑战性。
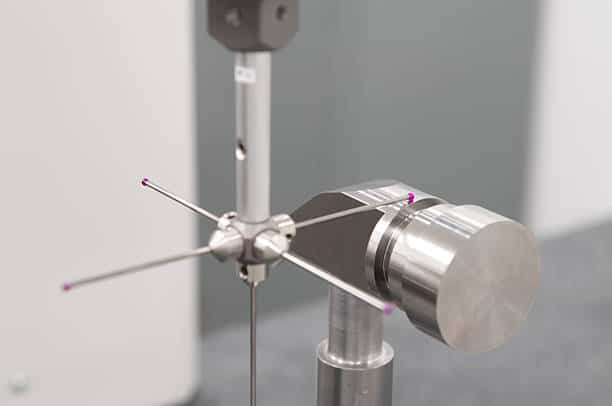
检验员需要通过连接连续圆形横截面的中心点来构建零件的实际中心轴。这就是为什么要实现精确的同心度测量需要使用坐标测量机 (CMM) 或其他计算机辅助测量方法,例如光轴测量系统或具有同心度扩展的激光千分尺。
工程师经常使用百分表来测量表面最高点和最低点之间的差异,错误地认为他们在测量同心度,而实际上是在测量跳动。正如我们之前讨论的,只有当被测量的截面是正圆时,跳动才能等于同心度,但这种情况很少见。通过跳动测量作为同心度可能会将圆度误差引入同心度公差中。
现在,让我们简要介绍一下测量同心度的分步过程。
使用坐标测量机测量同心度
使用坐标测量机测量同心度涉及四个步骤:
步骤 1:固定零件并建立基准轴(理论轴)
在此步骤中,仔细定位零件以限制所有自由度,确保整个圆柱表面均可进行测量。选择一个无需在测量过程中重新定位的位置非常重要。
建立基准轴线涉及选择轴的轴承端作为参考轴线,因为组件的旋转将从该端引导。
步骤 2:确定单个横截面的中心点
在此步骤中,使用 CMM 手写笔绘制控制面。圆柱形部件的每个横截面都需要多对直径相对的点。建议每个横截面至少有三对这样的对。这些点对将产生三个不同的中点(除非某些点重合)。然后选择这三个中点的平均值作为该特定横截面的中心点。
步骤 3:沿圆柱形零件的长度对多个横截面重复该过程。
在此步骤中,计算每个横截面的中心点,当连接这些点时,获得零件的测量轴或实际中心轴。该轴也称为导出轴。
步骤 4:验证测量轴是否落在指定的公差范围内
第四步需要检查测量轴是否落在相对于基准轴的指定公差范围内。该轴上的每个点都必须位于特征控制框 (FCF) 中指定的圆柱公差带内。
同心度的应用领域
尽管大多数经验丰富的工程师认识到仅在绝对必要时才应使用同心度公差,但仍然有各种应用需要它。这里有一些例子:
- 医用级管材
同心度还用于调节医疗设备中管道的壁厚。由于这些零件可能非常小,因此实现高精度对于生产可接受的产品至关重要。 - 高压管道
同心度公差常用于高压管道的制造。这些零件需要最小的壁厚,以避免管子长度上出现任何薄弱点,这可能导致高压下破裂。 - 精密滚珠轴承
应用于各行业的高精度零件,例如 球轴承,需要严格的公差,以尽量减少能量损失并确保正常运行。球轴承的不同部件之间采用同心度公差,以确保其满足所需的规格。 - 传动齿轮
传动装置的生产 齿轮 需要同心度才能完美对齐轴,防止横向移动并减少磨损。然而,在某些情况下,跳动可能会提供足够的精度。
常见问题
结论
尽管同心度的应用和测量可能具有挑战性且成本高昂,但它对于保持某些精密部件的完整性和性能至关重要。包括同心度在内的每种几何公差都具有独特的优点和局限性,工程师需要就何时以及如何在设计和制造过程中实施它们做出明智的决定。
转向 Runsom Precision 生产具有严格公差的定制精密 CNC 加工零件
如果您需要具有严格公差和高质量的 CNC 加工零件,您可以转向 Runsom Precision。我们是精度专家 数控加工服务 适用于各种材料的定制零件。我们的专业专家在制造定制数控加工零件方面拥有丰富的经验,拥有全套高度先进的设备和测试仪器,例如坐标测量机(CMM),使所有这些零件都符合所需的公差和标准。只需上传您的文件并 获得即时报价 今天!
您可能感兴趣的其他文章: