

La impresión 3D, a menudo conocida como fabricación aditiva, es un método de fabricación para crear piezas cultivándolas a partir de materias primas. En la fabricación sustractiva, como el mecanizado CNC, el material a granel se rebana o se le da su forma final mediante formación o corte.
La impresión tridimensional (impresión 3D) es una tecnología poderosa para crear artículos únicos con geometría complicada, que sirve a varias industrias, desde médica y automotriz hasta defensa y aeroespacial. En este sentido, en este artículo, discutiremos la anatomía de una impresora 3D y cómo comenzar con la impresión 3D. Entonces, vamos a sumergirnos directamente en nuestra discusión.
Anatomía de una impresora 3D
Las siguientes características y terminología describen la mecánica fundamental de una impresora 3D.
1. Área/cama/plataforma de construcción efectiva
El área de construcción efectiva de la impresora 3D comprende los ejes X e Y, que son los planos en los que se coloca el material en capas sucesivas. Además, también incluye el eje Z, que es la distancia vertical a través de la cual se puede curar, fusionar o depositar el material.
2. Bastidor y carro
Es el cuerpo mecánico de una impresora 3D hecho de extrusiones de metal. Para mantener la precisión de las piezas impresas, el marco debe ser muy estable. Los marcos de impresión 3D albergan la plataforma de construcción, los engranajes, los calentadores, los tornillos, los alimentadores de material y las poleas. Recuerde, no debe confundirse con el concepto de marcos intercambiables, que generalmente se relacionan con las plataformas de construcción modulares y reemplazables utilizadas en las máquinas industriales de fabricación aditiva con el fin de aumentar el rendimiento.
3. Controlador
En la impresora 3D, un controlador es una computadora que controla varios equipos digitales y analógicos para trabajar en colaboración para producir la pieza. Los datos de la máquina son interpretados por el controlador.
4. Extrusor, boquilla, cabezal de impresión, extremo caliente, puntas
Estos serían ensamblajes, generalmente asociados con FDM y FFF, con puntas cónicas calentadas donde se pasa, fusiona, extruye y deposita un material de filamento en bruto en una cama de impresión. El diámetro de la boquilla depende de la altura de la capa y del grosor del cordón elegido. (Para que conste, FDM significa modelado por deposición fundida y FFF significa fabricación de filamentos fundidos)
5. Láser y Escáner
Esto crea un rayo infrarrojo o ultravioleta para endurecer un material base. Los láseres IR, normalmente CO2, se utilizan para fundir polímeros o metales. Por otro lado, los láseres UV se utilizan para curar resinas de fotopolímeros. Las impresoras 3D basadas en láser pueden regular la posición y dirección del haz a través de espejos y galvos o movimiento lineal. Un sistema de escaneo láser galvos es más rápido pero también más sofisticado y costoso. Cada sistema escanea un componente 3D para esa capa en los rápidos movimientos de ida y vuelta.
Dependiendo del material que se esté escaneando, un método de escaneo en particular puede ser más apropiado que otro. Por ejemplo, un sistema de fusión por láser selectivo podría monitorear pequeñas islas de material para ayudar a controlar la acumulación de tensión en capas individuales.
6. Proyector DLP y UV
En la impresión de fotopolímeros, se emplea un proyector de luz digital. Las impresoras 3D DLP utilizan una sola imagen transversal de un artículo para curar un área considerable del material. Sin duda, es más rápido que los sistemas láser UV, que necesitan un escaneo rápido para fijar una capa. Carbon DLS crea características isotrópicas en componentes impresos en 3D moviendo un DLP en la dirección Z.
7. Cámara de construcción y marco de construcción
La cámara de construcción se refiere a un área cerrada en la que se imprime la pieza. La cama de construcción, las extrusoras, la alimentación de material y los sistemas láser y galvos son ejemplos de su inclusión. Una impresión comienza con el lecho de la pieza en su estado mínimo, con espacio para que el lecho de la pieza o la extrusora lineal se muevan en el eje Z.
8. Marco intercambiable/intercambiable
Es un compartimento desmontable para la producción AM. Mientras se procesa el trabajo anterior, se puede cambiar un marco nuevo para imprimir el siguiente trabajo. SLS, DMLS y HP MJF utilizan esto.
9. Haz de electrones
Para producir calor, los electrones se aceleran y enfocan en un haz estrecho. La impresión 3D de metal utiliza fusión de haz de electrones (EBM) y, a diferencia de los láseres, los campos magnéticos variables pueden controlar los haces de electrones, lo que elimina la necesidad de galvos o sistemas de movimiento lineal.
10. Tolva y alimentación de material
La tolva y la alimentación de material se refieren a la fuente de suministro de material para el componente y la estructura de soporte. Se necesitan extrusores para métodos basados en filamentos como FDM, mientras que las plataformas de lecho de polvo emplean una dosis de material calibrada. El material se suministra a los sistemas de lecho de polvo como SLS o DMLS por gravedad o mediante una alimentación de pistón vertical y una recubridora.
11. Contenedor de desbordamiento y desbordamiento de material
Se utiliza un contenedor llamado contenedor de desbordamiento para almacenar el material sobrante. Los sistemas de chorro de material o de filamentos pueden usar esto para mantener el material desechado. Por el contrario, el material suele reciclarse o reutilizarse para sistemas de lecho de polvo y fotopolímero mientras se almacena en un entorno controlado.
12. Entrada de datos
La etapa de interfaz es donde las capas, los controles de la máquina y otros datos se introducen en el controlador. Los datos se producen con frecuencia en una computadora diferente y se envían a través de USB, Wi-Fi, Ethernet o serie.
13. Control de movimiento lineal
Es una parte del marco de la máquina controlada por una polea, correa, servo, tornillo o actuador que mueve las funciones de la impresora 3D en los ejes X, Y o Z. Algunas impresoras mueven el cabezal de impresión en las direcciones X e Y mientras mueven la cama de construcción en Z. Se puede usar un control lineal para depositar material en la plataforma de construcción o eliminar el material excedente a los contenedores de desbordamiento.
14. Estructura/material de soporte
La estructura de soporte es un material que se utiliza para unir una pieza al área de construcción y establecer un marco para soldar o depositar material cuando se realizan partes sobresalientes en la impresión 3D.
15. Nivelador de cama y nivelación de cama
La nivelación de la cama es una función estándar en las impresoras de escritorio que mide automáticamente la distancia de viaje entre el cabezal de impresión y la plataforma de construcción. Luego, el sistema se ajusta a cambios menores en el plano de impresión que podrían crear impresiones irregulares o fallidas.
16. Chorro de material
Un chorro de material es un cabezal de depósito que se mueve de manera lineal, similar a un chorro de tinta, y posiciona microgotas del material. El material depositado se puede usar para crear el objeto directamente, agregar color o productos químicos reactivos, o unir material en polvo antes del procesamiento posterior.
17. Impresión, pieza, objeto, pieza de trabajo
La pieza, impresión, objeto o pieza de trabajo terminada es el producto tangible de la impresora 3D. Por el contrario, también se puede imprimir una estructura de soporte de sacrificio en la plataforma de construcción.
18. Recubridor y Rodillo
El recubridor o rodillo es una cuchilla o cilindro mecánico que empuja el material de un extremo de la cámara de construcción al otro, descargando el excedente en contenedores de desbordamiento. Los sistemas de lecho de polvo como SLS, DMLS y HP MJF fallan con frecuencia debido a que las características de los componentes se doblan hacia arriba en el camino del recubridor, se atascan y se arrastran sobre el área de impresión.
19. Placa de construcción/lámina/superficie
La superficie de construcción es una parte de la cama de construcción que se puede intercambiar para restablecer la impresora 3D para una nueva impresión. Como capa inicial del material de construcción, las placas y hojas de construcción son vitales para las impresoras 3D que requieren una estructura de soporte. Las fallas de las piezas también son causadas por una mala unión en la placa de construcción.
20. Software de configuración de compilación
Un software de configuración de construcción único prepara un archivo de malla para la impresión 3D. Los archivos STL se pueden reparar automáticamente reparando los espacios de la malla e invirtiendo o rompiendo características. También llamados archivos "herméticos", los archivos imprimibles tienen una geometría de malla continua sobre su superficie. Este programa puede colocar el elemento en una plataforma de construcción virtual, crear soportes, ajustar rellenos y simular la construcción. Antes de imprimir, la simulación de construcción puede ayudar a estimar el tiempo y descubrir dificultades.
Se pueden construir varias piezas en una plataforma de construcción antes de transferirlas como datos para que las lea la impresora 3D. La información específica de la capa que se obtiene al simular y exportar la construcción a veces se denomina "segmentación". El software de configuración de compilación comercial más popular es Materialise Magics, que se puede utilizar para varias plataformas profesionales. Se puede agregar a cada plataforma la generación de soporte personalizado y el anidamiento de construcción óptimo para plataformas de lecho de polvo.
¿Cómo empezar con la impresión 3D?
Echemos un vistazo a algunas consideraciones antes de comenzar con la impresión 3D.
Tipo de archivo preferido
La mayoría de los archivos CAD están en STEP. La mayoría de las aplicaciones CAD y CAM admiten formatos Parasolid como STEP. A diferencia de los formatos de malla como STL y OBJ, Parasolids almacena información de la unidad y otras características. Las exportaciones nativas de herramientas como Solidworks también pueden ayudar a los servicios a explorar el árbol de características paramétricas con la resolución de problemas del modelo que pueden influir en la impresión.
Exportaciones de malla y STL
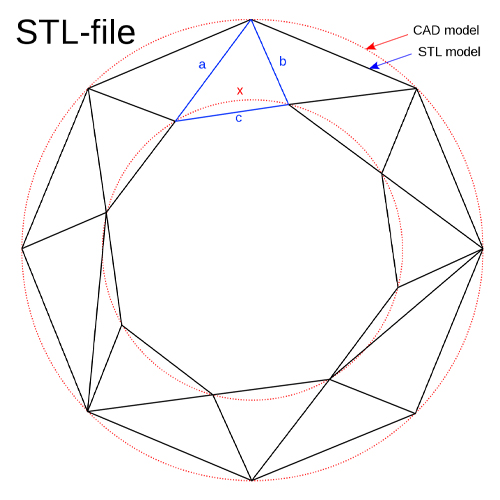
El software de configuración de construcción de la impresora 3D requiere un archivo de malla, como STL u OBJ. Los archivos CAD de Parasolid se pueden convertir a archivos STL y los archivos STL no se pueden volver a convertir a CAD paramétrico. La creación de archivos STL con una resolución que coincida con el proceso de impresión 3D manteniendo el tamaño del archivo bajo es crucial. Tenga en cuenta que los archivos STL mantienen datos de superficie de malla en forma de series de triángulos.
La teselación de superficies curvas reduce los detalles de las características en las exportaciones de mallas, lo que dificulta o imposibilita la inversión de un STL en un Parasolid. Los archivos STL solo contienen geometría de malla exterior y no contienen información adicional sobre los componentes. Debido a que la mayoría de las impresoras 3D leen archivos en milímetros (mm), es fundamental imprimirlos en milímetros. De lo contrario, el archivo cargado puede leerse de manera diferente.
Para exportar un STL en SolidWorks, alterne Desviación y Ángulo. Si desea obtener los mejores resultados, debe elegir Personalizado y desplazar cada barra aproximadamente 80% hacia la derecha.