


La commande numérique par ordinateur ou usinage CNC est une technique de fabrication soustractive qui utilise des machines CNC pour produire des géométries complexes avec des tolérances très précises. Ce processus de fabrication implique généralement l'utilisation d'un outil de travail commandé par ordinateur pour retirer de la matière du stock de matière et produire le produit souhaité. Alors que l'usinage CNC peut produire des pièces aux dimensions très précises, le processus produit des pièces qui ont une texture spécifique. Cette texture est appelée rugosité de surface et est très importante pour la fonctionnalité, les performances et la durabilité de la pièce produite.
Rugosité de surface
La rugosité de surface, ou simplement la rugosité, est la mesure des irrégularités d'une surface. C'est l'aspect le plus mesuré et le plus quantifié de la finition de surface, et c'est la raison pour laquelle la plupart des techniciens se réfèrent à la rugosité de surface en tant que finition de surface.
Après l'usinage CNC, la rugosité de la pièce usinée influence l'application, le fonctionnement et la durée de vie de la pièce. La rugosité de surface a un impact sur le frottement, les exigences de lubrification, l'usure ainsi que l'interconnectivité, l'accouplement, les concentrations de contraintes et les niveaux de bruit. La valeur de la rugosité de surface est donc primordiale et des précautions supplémentaires doivent être prises lors de l'usinage CNC. La valeur de la rugosité de surface de la pièce usinée n'est pas aléatoire mais est contrôlée lors de l'usinage CNC. Une valeur standard de l'industrie, généralement comprise entre 25 um et 0,05 um, est spécifiée pour la pièce. Cependant, l'abaissement de la valeur de rugosité de surface peut rendre l'usinage CNC plus coûteux et inefficace.
Finition de surface – Unités
L'état de surface d'une pièce usinée est décrit à l'aide de certains paramètres appelés unités d'état de surface. Ces unités aident les ingénieurs concepteurs ainsi que les techniciens à comprendre la finition de surface souhaitée. Ces unités sont :
Rugosité moyenne, Ra
L'unité la plus courante pour quantifier la rugosité est la rugosité moyenne (Ra). La rugosité moyenne (Ra) est une moyenne arithmétique entre le pic du profil de rugosité et une ligne moyenne. Puisqu'il s'agit d'une moyenne arithmétique, la rugosité moyenne élimine l'effet de toute valeur aberrante sous la forme de pointes occasionnelles.
Cependant, différents profils de rugosité peuvent avoir la même rugosité moyenne. Par conséquent, pour décrire complètement la finition de surface, nous avons besoin de quelques paramètres supplémentaires.
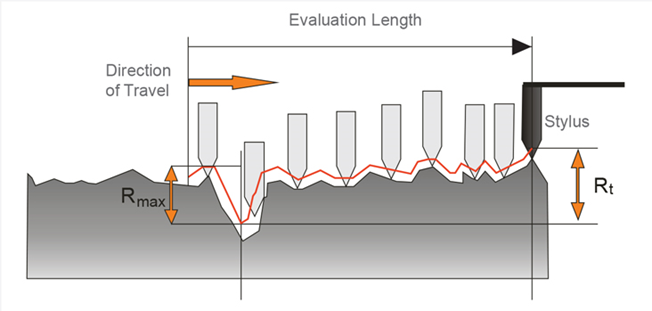
Profondeur de rugosité maximale, Rmax
Rugosité maximale La profondeur est la distance verticale la plus élevée entre le pic et le creux le plus bas dans une longueur d'échantillon sélectionnée. Puisqu'il s'agit de la valeur la plus élevée, la profondeur de rugosité maximale n'est pas une description précise de la rugosité de la surface, car toute rayure peut entraîner une augmentation de la valeur de la rugosité de la surface par rapport à la valeur réelle.
Rugosité moyenne, Rz
Cette unité de finition de surface est préférée dans toute l'Europe à la rugosité moyenne. Au lieu de mesurer la distance entre le pic et la ligne moyenne, la rugosité moyenne mesure la distance entre les quelques hauteurs de pic les plus élevées et les profondeurs du profil de rugosité dans la longueur de l'échantillon, puis fait la moyenne de la valeur. Ce paramètre, cependant, n'est pas précis car il repose sur les pics et les profondeurs les plus élevés.
Racine moyenne carrée, RMS
La racine carrée moyenne, comme son nom l'indique, est l'unité de finition de surface qui est similaire au paramètre de rugosité moyenne mais au lieu de faire la moyenne de la distance, elle prend la moyenne du carré de la distance entre la hauteur du pic et la longueur moyenne, puis prend le racine carrée de la valeur. Cette valeur représente la rugosité de surface sous la forme d'une onde sinusoïdale, chacune représentant la distance à partir de la ligne moyenne.
Cependant, la moyenne quadratique est une approximation de la rugosité de surface et n'est pas une représentation réelle de la finition de surface finale. Elle porte sur la rugosité moyenne Ra, d'un facteur 1,1.
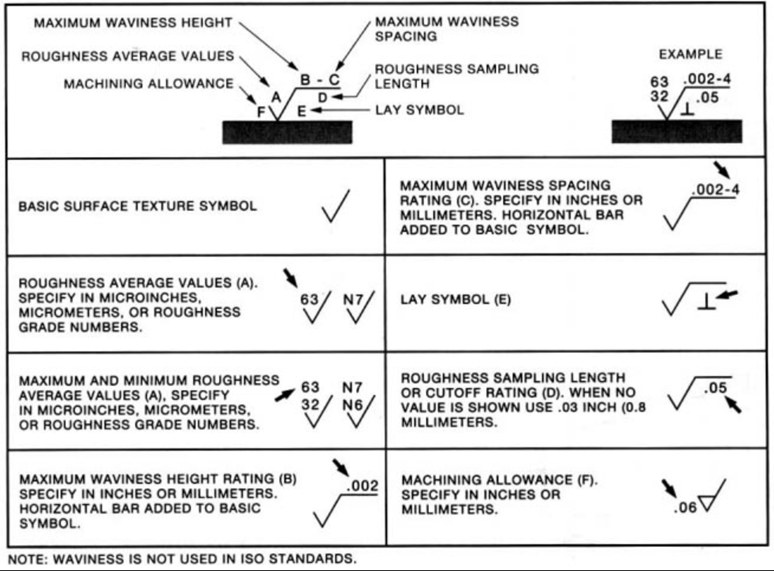
Tableau de conversion
| Ra (micromètres) | Ra (micropouces) | RMS (micropouces) | CLA (N) | Rt (microns) | N | Longueur de coupe (pouces) |
| 0.025 | 1 | 1.1 | 1 | 0.3 | 1 | 0.003 |
| 0.05 | 2 | 2.2 | 2 | 0.5 | 2 | 0.01 |
| 0.1 | 4 | 4.4 | 4 | 0.8 | 3 | 0.01 |
| 0.2 | 8 | 8.8 | 8 | 1.2 | 4 | 0.01 |
| 0.4 | 16 | 17.6 | 16 | 2.0 | 5 | 0.01 |
| 0.8 | 32 | 32.5 | 32 | 4.0 | 6 | 0.03 |
| 1.6 | 63 | 64.3 | 63 | 8.0 | 7 | 0.03 |
| 3.2 | 125 | 137.5 | 125 | 13 | 8 | 0.1 |
| 6.3 | 250 | 275 | 250 | 25 | 9 | 0.1 |
| 12.5 | 500 | 550 | 500 | 50 | 10 | 0.1 |
| 25.0 | 1000 | 1100 | 1000 | 100 | 11 | 0.3 |
| 50.0 | 2000 | 2200 | 2000 | 200 | 12 | 0.3 |
Finition de surface – Techniques de mesure
Les méthodes suivantes peuvent être utilisées pour mesurer la rugosité de surface :
Méthode directe
Cette méthode utilise un stylet, tenu perpendiculairement à la surface, pour mesurer la rugosité de la surface. Le stylet génère directement le profil de rugosité et à partir de ce profil, les valeurs des différentes unités de surface peuvent être calculées.
Technique sans contact
Comme son nom l'indique, la technique de mesure sans contact, contrairement à la méthode directe, utilise la lumière ou le son pour générer le profil de rugosité. Au lieu d'un stylet, ce processus utilise des capteurs optiques et vocaux. Une onde lumineuse ou sonore est bombardée sur la surface qui la réfléchit ensuite, cette onde réfléchie peut aider à évaluer le profil de la rugosité de la surface.
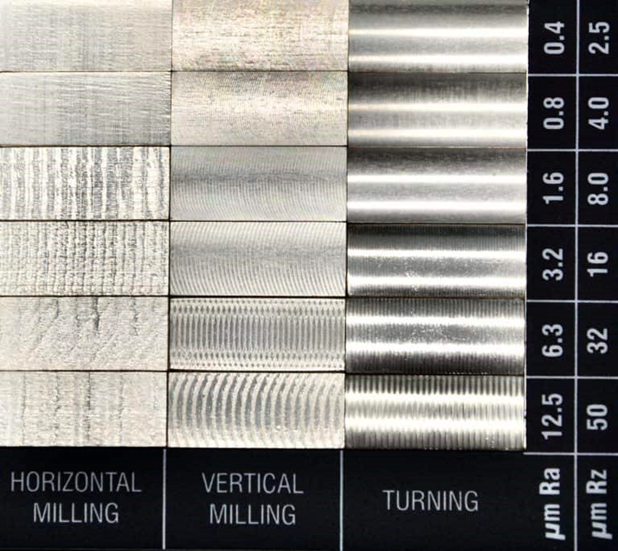
Technique de comparaison
Cette méthode utilise la comparaison d'un échantillon de rugosité de surface connue avec des échantillons de rugosité de surface inconnue. Le technicien peut alors comparer la rugosité de surface des deux échantillons à l'aide de différentes techniques visuelles et les analyser pour attribuer une valeur au matériau. Cette technique n'est généralement pas précise en raison de sa forte dépendance à la subjectivité humaine.
Technique en cours
L'utilisation de l'induction électromagnétique pour mesurer la rugosité de surface est appelée technique en cours de fabrication. L'induction magnétique est utilisée pour mesurer la distance entre les pics et les profondeurs du profil de rugosité. Cependant, cette méthode n'est utile que pour les matériaux magnétiques.