数控加工以其高精度而闻名,是全球流行的减材制造技术。它的成功归功于 CNC 控制的工件和工件之间的相对运动 切割用具。该运动可分为切削运动和进给运动,以切削速度和进给速率作为衡量标准。
那么,切削速度和进给量到底是什么,切削速度和进给量有什么区别呢?这些参数如何影响制造项目的成功?关注我们以了解更多信息。
什么是切削速度?
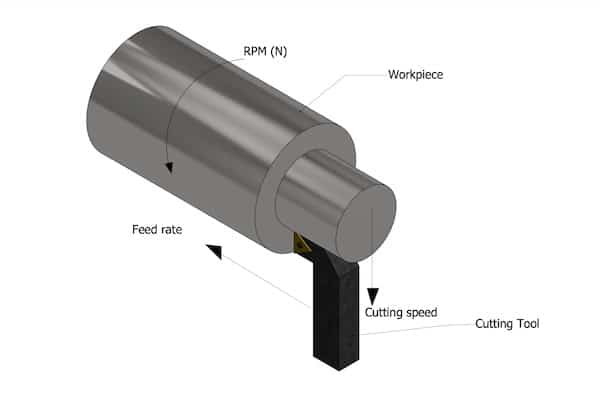
切削速度通常是指切削刀具和工件表面相对运动的速度。它还可以定义为切削过程中切削刀具材料经过工件表面的直线距离,以米每分钟或英尺每分钟为单位测量。
切削速度极大地决定了各种关键参数 数控加工,包括功耗、切削温度和刀具寿命。这种影响代表了进给率和切削速度之间的显着差异。切削速度的具体值会根据被加工材料的不同而有所不同,例如 铝, 高碳钢、低碳钢, 或者 塑料.
最佳切削速度需要考虑的因素
确保最佳切削速度对于实现 CNC 加工所需的输出至关重要。特定 CNC 加工工艺的理想切削速度涉及优化以下几个方面:
1. 切削刀具材质
数控机床采用各种切削工具,可以由软材料或硬材料制成。最佳切削速度很大程度上取决于切削刀具的强度。例如,由金刚石、碳氮化硼等高强度材料制成的切削刀具适合高速切削,而由较软材料制成的切削刀具更适合低速切削。
下表概述了一些常见的切削刀具材料及其推荐的允许切削速度范围。
| 切削刀具材料 | 切削速度(米/分钟) |
| 高速钢 | 30-50 |
| 硬质合金 | 60-100 |
| 陶瓷 | 300-600 |
| 碳氮化硼 | 300-600 |
| 钻石 | > 800 |
2、工件硬度
材料的硬度是指其抵抗刮擦、磨损和压痕变形的能力。对于切削较硬的材料,必须采取特殊的预防措施,以防止加工过程中刀具性能下降。具体来说,工件较硬,切削速度应较慢。举例来说,与铝相比,钛需要低得多的切削速度。
下表列出了不同材料在不同 CNC 加工工艺中允许的切削速度范围。
| 材料 | 车削 | 钻孔 | 扩孔 | 立铣(粗加工) | |
|---|---|---|---|---|---|
| 铝 | 400-1000 | 250-600 | 100-300 | 600 | |
| 黄铜 | 225-300 | 150-300 | 130-200 | ||
| 青铜 | 150-225 | 100-250 | 75-180 | 中:250 硬:125 | |
| 铸铁 | 柔软的 | 100-150 | 75-150 | 60-100 | 60 |
| 中等的 | 75-120 | 70-110 | 35-65 | ||
| 难的 | 50-90 | 60-100 | 20-55 | 50 | |
| 铜 | 100-200 | 60-100 | 40-60 | ||
| 镁 | 600-1200 | 300-650 | 150-350 | ||
| 不锈钢 | 自由加工 | 100-150 | 65-100 | 35-85 | 304:5517-4PH:35 |
| 其他等级 | 40-85 | 15-50 | 15-30 | ||
| 碳钢和合金钢 | 自由加工 | 125-200 | 100-145 | 60-100 | 低C:754140:504340:50 |
| 小于0.3% C | 75-175 | 70-120 | 50-90 | ||
| 0.3% 至 0.6% C | 65-120 | 55-90 | 45-70 | ||
| 大于0.6% C | 60-80 | 40-60 | 40-50 | ||
| 钛 | 25-55 | 30-60 | 10-20 | Ti-6AI-4V:25 | |
笔记:
- 该表专门用于 高速钢工装。如果您使用硬质合金刀具,请记住根据刀具的硬度调整切削速度。例如,您可能需要将列出的速度乘以 2 到 4 倍。此外,使用碳钢刀具时,切削速度应较低。
- 所有速度均以地面英尺每分钟为单位(可持续FM).
3. 刀具寿命
较高的切削速度会导致较软的切削刀具材料快速磨损,从而缩短刀具寿命。因此,在确定切削速度时,考虑刀具寿命是另一个关键因素。刀具寿命是指切削刀具保持有效状态并显着影响工件精度和所选切削速度的时间段。
什么是进给率?
进给速度是指主轴旋转一圈时切削刀具所移动的距离。它也可以称为切削刀具啮合速度,通常以铣削操作中的英寸/分钟或毫米/分钟等单位进行测量。
对于镗削和车削操作,进给率可以以英寸每转或毫米每转等单位进行测量。进给率的具体值将根据被加工材料的类型(铝、不锈钢、钢、木材等)、切削刀具材料的类型(高速钢刀具、陶瓷、金属陶瓷等)等因素而变化。 .),以及其他切割因素,例如 表面光洁度 以及数控机床的性能。
加工产品的美观质量在很大程度上受到进给速度的影响,这就是为什么进给速度是 CNC 加工过程中的一个关键因素。
最佳进给速度需要考虑的因素
CNC加工中的进给速度与工艺的各个方面密切相关,包括安全性、产品质量、刀具寿命和生产率。为了确定理想的进给率值,需要考虑以下几个因素:
1. 切割宽度
切屑减薄 被认为是一种制造缺陷,会延长交货时间。当切削宽度小于直径的一半时,会发生切屑变薄,导致切屑负载或刀具一转切削的材料量减少。为了减轻切屑变薄的影响,建议增加进给率,因为它可以提高生产率并延长刀具寿命。
2. 切削刀具几何形状
除了进给速度之外,刀具几何形状也会对产品的表面光洁度产生影响。如果刀具几何形状允许,选择较高的值可能会更有利。
3. 机床能力
较高的进给率会导致切削力和振动增加。因此,要根据实际情况选择合适的进给速度。 机床加工、吸收和传递这些更高的力和振动的能力。
4. 表面处理
较低的进给率可以获得更好的表面光洁度。对于粗切削,可以使用更高的进给率。例如,0.01-0.05mm/rev 的进给速率可考虑用于精加工操作,而 0.1-0.3mm/rev 的进给速率可能适合粗车削操作。
5. 生产力
为了实现更高的生产率,可以以牺牲表面质量为代价来提高进给率。或者,通过保持进给速度稳定,可以提高切削速度。
6. 进给速度限制
机床通常具有在特定的最小和最大限制内运行的逐个进给杆。然而,对于传统车床来说,在规定范围内只有有限的进给速度选项。
切削速度与进给率:数控加工中的差异
虽然进给速率和切削速度对机器的整体性能都有很大影响,但它们代表着不同的概念。为了从数控机床获得最佳结果,有必要了解两者之间的区别。
| 范围 | 切削速度 | 进给率 |
| 母线和准线 | 切削速度生成准线。 | 进给速率生成母线。 |
| 运动单位 | 以米每分钟 (m/min) 或英尺每分钟 (ft/min) 为单位测量,并用 Vc 表示。 | 以每转米 (mpr) 或每转英寸 (ipr) 为单位测量,并用 s 或 f 表示。 |
| 切屑方向 | 对偏离没有影响 正交切屑方向. | 对实际切屑流向影响很大。 |
| 运动 | 切削运动产生切削速度。 | 进给运动产生进给速率。 |
| 切削力和功耗 | 切削速度在更大范围内影响这些参数。 | 进给速度对这些参数的影响较小。 |
| 表面粗糙度和扇形痕 | 与加工表面上产生的扇形或痕迹没有直接关系。 | 与成品表面上的扇形痕迹密切相关。 |
| 切削温度、刀具寿命和刀具磨损 | 影响很大。 | 影响较小。 |
1. 工具运动
进给速度是指刀具穿过工件的速度,而切削速度是指刀具切削刃移动的速度。简而言之,进给速率测量刀具穿过材料时的速度,而切削速度测量刀具实际切削的速度。
2. 准线和母线
切割速度(表示为 Vc)提供了母线,通常以米/分钟或英尺/分钟为单位进行测量。进给速率(表示为 s 或 f)提供了准线,通常以 mm/rev 或 mm/min 为单位进行测量。
3.切屑方向
切削速度不会导致切屑方向正交。然而,进给速度通常会对实际切屑的流动和方向产生影响。
4. 切削温度、刀具磨损和刀具寿命
进给速度对切削温度、刀具磨损和刀具寿命等因素的影响最小。然而,切削速度显着影响这些因素。
5. 切削力及功耗
切削速度对加工过程中的切削力和功耗都有显着影响。相反,进给速度对这些参数的影响相对较小。
6. 表面粗糙度和扇形痕迹
加工表面上扇贝或进给痕迹的存在与进给速度直接相关,并可作为进给速度的表征。 表面粗糙度,而切割速度与这些加工痕迹无关。
如何计算切削速度和进给量?
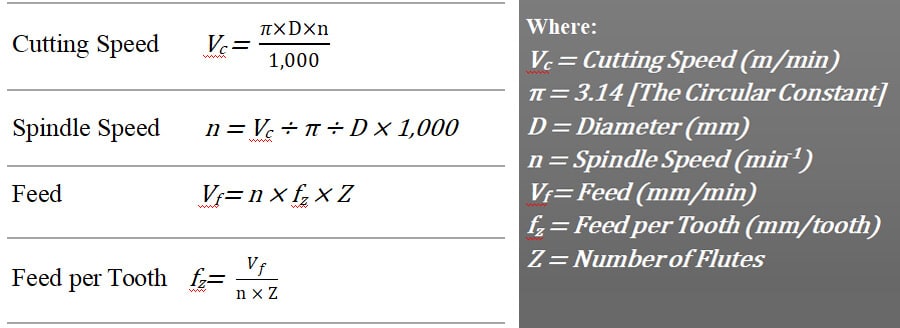
下图显示了计算切削速度和进给率的基本参数。为了确定这些值,主轴转速是基本要求。进给速率使用两个公式确定。首先,计算每齿进给量,然后使用该值确定切削刀具的进给量。
数控加工中切削速度和进给率的重要性是什么?
- 速度和进给对加工过程有影响,因为它们决定了材料去除的速率和数量。
- 加工过程中使用的速度和进给量会显着影响刀具的使用寿命。
- 切削速度对切削温度有直接影响。较高的切削温度会对刀具寿命和刀具寿命等因素产生负面影响。 表面粗糙度.
- 与加工铝或树脂等较软的材料相比,在加工钛或铬镍铁合金等较硬的材料时,错误速度和进给的不利影响变得更加明显,其中误差范围较小。
- 即使速度和进给率之间的微小差异也会很快导致切削刀具的损坏。
- 为了获得优异的表面粗糙度,需要最佳的进给速度。使用高刀具速率和主轴速度可能会导致材料表面出现颤痕。
其他需要考虑的关键因素
非线性路径
通常,进给速率涉及线性运动,即沿直线行进的距离。然而,在某些情况下,需要考虑沿着圆弧或圆形插补路径的进给速率,例如外径或内径加工。
随着切削深度变大,刀具上的啮合角度也会增加,从而导致非线性路径。与外角相比,在内角上加工时工具的啮合程度更高。
主轴转速限制
要确定刀具速度(以 RPM 为单位),需要根据材料和刀具直径了解每分钟表面英尺数 (SFM)。在某些情况下,特别是在使用小型工具或特定材料时,计算出的速度可能不切实际。
在这种情况下,机械师可以选择以机器可实现的最高速度运行刀具,同时保持直径所需的切屑负载。这种方法可以在机器的最大速度下获得最佳参数。
切削速度和进给率的相互作用
在加工过程中,切削刀具对工件表面施加压力,并消除切屑形式的薄层材料。工件和刀具之间需要有所需的相对速度才能传递所需的压缩力。切削速度主要负责产生该相对速度,有助于预测材料去除量。
为了可视化从工件整个表面去除的材料量,有一个额外的同步运动,称为进给运动。该进给运动的具体方向和类型可以根据所执行的铣削操作而变化。进给率、切削速度和进给运动的这些同时作用共同满足了加工的基本要求。
常见问题
结论
为了优化 CNC 加工参数的各个方面,例如刀具寿命、功耗、时间和表面粗糙度,必须确定最佳切削速度和进给量。了解切削速度和进给率如何相互作用是实现精确加工零件的关键。
使用 Runsom Precision 满足您的 CNC 加工需求
除了进给速度和切削速度之外,还有各种其他因素可以提高 CNC 加工过程的效率。但是,您可以通过与值得信赖且经验丰富的制造商合作来减轻对这些因素的担忧,例如 瑞盛精密科技有限公司。我们的团队由经验丰富的工程师和机械师组成,精通 数控加工服务 致力于满足多样化的加工要求,始终如一地保证加工零件的高品质。立即联系我们 获得即时报价 满足您所有的数控加工需求。
您可能感兴趣的其他文章: