车床刀具有助于生产车削零件 车床 并将材料塑造成所需的形式,使它们成为 数控加工.为了最大限度地发挥这些工具的优势,必须了解执行不同操作所需的各种类型的车床工具。本文提供了 CNC 车削中使用的各种车床刀具的指南,并解释了如何选择合适的车床刀具。
什么是车床刀具?
通常,车床上使用的切削工具具有锋利的边缘,该边缘适用于旋转的工件,以将材料去除到所需的水平。这些刀具可以放在金属车床的刀架上或木车床的刀架上,可以通过手、手轮或 CNC 技术进行调整。
切削工具的类型
常见的车床刀具类型分为四大类:材料、操作、结构和进给方向。
基于材料
车床刀具按其制造材料可分为以下几类:
1. 高速钢 (HSS) 工具

这些工具由高速钢制成,可以高速切割而不会失去硬度。它们最常用于切割金属,例如钢、铝和 铸铁,为粗加工和半精加工创造卓越的结果。 HSS 刀具易于磨锐且刀具寿命长。
2.硬质合金工具

这些车床工具非常坚硬且耐磨。它们与几乎所有能够切割硬质金属(例如不锈钢和钛)以及磨蚀性材料(例如 木头 或复合材料。硬质合金工具可以高速运行,并且比 HSS 工具具有更长的工具寿命。
3.金刚石工具

这些工具由合成金刚石材料制成,用于切割极硬的材料,例如玻璃或 陶瓷.金刚石工具可以高速运转并且具有很长的工具寿命。然而,它们非常昂贵,限制了它们在工业应用中的使用。
4.特殊涂层工具
顾名思义,它们一般是镀有陶瓷、立方氮化硼(CBN)、碳化钨等特殊材料的高速钢刀具。

- 陶瓷工具:这些工具由陶瓷材料制成,用于切割硬质金属,例如铸铁和耐热合金。它们是高速切割的理想选择,并提供出色的 表面光洁度.陶瓷工具非常坚硬耐磨。
- 立方氮化硼:这种刀具非常坚硬,具有许多理想的品质,例如耐用、耐磨,并且非常适合粗加工和间歇切削任务,尤其是在处理铸铁材料时。
基于操作
1.车刀
有两种主要类别的车削刀具用于不同的目的: 粗车刀和精车刀.
- 粗车削刀具用于快速去除工件的大部分。它们配备了可承受最高压力并便于拆卸的切割角。
- 精车刀用于去除工件的较小部分。顾名思义,它们旨在为最终产品创建光滑和精确的表面。角度经过适当设计以实现此结果。

2.倒角工具
以倒角角度设置的直车刀的切削刃也可以用作倒角刀具。对于需要频繁进行倒角工作的任务,使用侧切削刃设置在倒角角度的专用倒角工具。

3.肩车刀
方肩适用于刀刃车刀或端面刀具,而具有零刀尖半径和侧切削刃角度的直车刀适用于斜肩。处理圆角肩部时,选择直车刀,注意工件相应的刀尖半径。

4.螺纹切削工具
螺纹切削工具用于 切削螺纹 在车床工件上,有两种常见类型:内螺纹切削和外螺纹切削。在外螺纹切削中,卡盘固定或居中工件,而内螺纹切削需要卡盘夹住工件,因为刀具从工件上取下切屑,并以线性模式在工件上移动。

5.面对工具
端面刀具是用于切削垂直于工件旋转轴的表面的机床。它在加工过程中由车床托架上的刀架固定,使其能够垂直进给。

6. 开槽工具
可以使用这些工具在圆柱面上制作凹槽,凹槽的形状由车床机床的形状决定。方形和V形刀具是常见的形状。

7.成型工具
成型刀具是一种将车刀与切槽刀具组合在一起的刀具。这些工具允许一次创建复杂的形状。虽然车刀也可用于成型,但精确设计的成型工具可以提高精度并缩短循环时间。

8. 钻孔工具
钻孔工具用于通过扩大直径来扩大孔。这些工具被插入预先存在的孔中。

9. 锪孔工具
普通的镗刀可以进行扩孔操作,车削后会留下肩部,而通常使用具有多个切削刃的扩孔。

10.底切工具
底切或切槽工具具有与所需槽的形状相似的切削刃,具有 间隙角 四面八方。凹槽切削刃采用纵向进给,前角取决于工作孔。

11. 切断工具
切断工具是一种用于从工件上去除最少金属的窄工具,通常锻造用作硬质合金尖头工具的钻头。

12.滚花工具
滚花工具有两个或多个金属滚轮,上面压有图案,通常用于制造凹痕以增加对工件的抓握力。

基于结构
1、一体式
这些工具的长度很小,是通过对具有特定尺寸和形状的锋利边缘的单块金属进行塑形而制成的。这种结构提供的强度使刀具能够承受高切削力而不会断裂。
2.焊接式
焊接工艺连接由不同材料组成的刀头和杆。硬质合金刀片嵌在杆上,形成紧凑、易于生产的结构。该刀具适用于各种车削刀具,尤其适用于小型刀具。
3.夹型
由不同的材料制成,刀头和杆包含一个机械 治具 将插入的刀片固定到刀杆上。此刀具常用于数控车床,刀杆因变钝更换刀片后可重复使用。
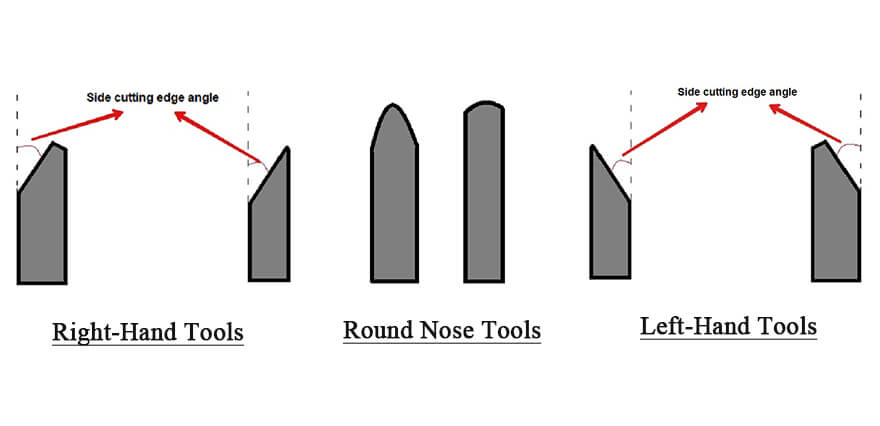
基于进纸方向
1.右手工具
这些工具的工作原理是从右到左取走材料,它们在设计上类似于人的手。右拇指表示进给方向,主切削刃位于刀具左侧。
2.左手工具
与右手版本相反,左手刀具在从左向右移动时会去除材料。使用左手时,拇指代表进给方向,主切削刃位于刀具的右侧。
3.圆鼻工具
圆头刀具具有特定的形状,没有侧倾角和后倾角。这种设计允许它们用于从左到右和从右到左的操作。它们非常适合需要光滑表面的精加工工作。
车床刀具几何形状
车床机床有多种几何形状,每种几何形状在特定切削操作中的性能、效率和有效性各不相同。以下是一些最常见的部分:
- 点角:刀尖角是刀尖处两个切削刃之间形成的角度。这个角度通常在 60 到 120 度之间,根据被切割的材料和所需的表面光洁度来选择。
- 长笛几何:切削刀具中排屑槽的形状和尺寸会影响排屑、刀具寿命和切削力。凹槽几何形状可以是直的、螺旋的或可变的,具体取决于特定应用的需要。
- 后角:后角是切削面与垂直于刀具轴线的线之间的角度。这个角度会影响切削刃的强度,也会影响排屑。
- 前角:前角是切削刀具顶面与垂直于刀具轴线的直线之间的角度。正前角可以提高切削性能,但也会增加切削力并产生更多热量。
- 切削刃角度:这是切削刃与垂直于被切削表面的线之间的角度。较小的切削刃角度会产生更锋利的切削刃,但也会增加切削力和刀具破损的风险。较大的切削刃角度会降低切削力,但可能会产生较粗糙的光洁度。
- 后角:后角是刀具后刀面与工件表面的夹角。较大的后角可以增加切屑流量并降低切削力,但也会削弱切削刃。
为工作选择合适的工具
选择车床刀具时,必须了解刀具的具体方面。以下是您应该考虑的一些关键因素。
材料注意事项
1.软金属
在切割铝、黄铜和铜等软金属时,刀具材料必须具有高耐磨性,以避免因金属粘附在切削刃上而导致钝化和积屑瘤。由于软金属产生的长切屑,韧性对于防止破损也很重要。切削工具还应具有良好的耐热性,以应对切削软金属时产生的高温。具有这些特性的材料如高速钢、热处理高速钢、碳化钨、加钴高速钢等是首选。
2.硬金属
切割钢或钛等硬质金属需要使用能够在加工过程中承受高压和高温的工具。就硬度而言,切削材料应比工件硬。陶瓷或立方氮化硼 (CBN) 用于切割硬质金属。韧性也很重要,因为硬质金属会产生短而磨蚀性的切屑,从而损坏切削刃。由硬质合金或高速钢等高韧性材料制成的切削工具可以承受研磨力,使用寿命更长。此外,由高钴含量的高速钢或添加碳化钨或钴的硬质合金制成的刀具具有更好的耐热性。
3.塑料
防粘性能对于切削工具来说是必需的,以避免塑料粘在边缘上并导致表面光洁度下降。此外,具有高导热性材料的切削工具因其低导热性而成为高效切割塑料的首选。用金刚石涂层或 PCD 涂层等材料制成的工具可能具有防粘性能。高速钢和铸造钴合金是高导热材料的不错选择。硬质合金刀具具有出色的锋利保持特性,可降低加工塑料时刀具破损的风险。
刀具几何形状和切削参数
刀具切削的方向由切削刃的位置决定。车床切削中正确的刀具几何形状,以及耐用性和性能方面的考虑,对于优化正在加工的特定工件的切削过程起着重要作用。
所需的零件形状
可以使用不同类型的车床工具来实现特定的形状。因此,必须根据所需的结果选择合适的车床。由于许多 CNC 加工项目的复杂性,可能需要多种刀具。
结论
选择合适的车床刀具对于成功的 CNC 车削操作至关重要。正确选择切削工具将显着影响最终产品的效率和质量。本文提供了四个主要类别的不同车床工具的基本指南、它们的几何形状和主要考虑因素,以帮助您确定适合您的项目的工具。
与 Runsom 合作优化您的 CNC 车削项目
如果您不确定哪些车床机床可以加工出您想要的形状,则无需担心。您可以轻松地向专业团队寻求帮助 - Runsom Precision,满足您所有加工要求的最终目的地。我们的范围 数控车削服务 由不同的程序组成,例如端面加工、倒角、滚花等。无论您是需要原型还是小批量机加工零件,我们都保证您会收到最高质量的结果。立即上传您的 CAD 文件,您将 即时报价 迅速。
您可能感兴趣的其他文章: