表面处理 - 定义
在制造过程中,设计工程师通过使用三个重要参数来确保制造零件的质量。
- 尺寸
- 公差
- 表面处理
这些参数对于制造部件的功能至关重要。在本文中,我们讨论了表面处理工艺的重要属性。
表面光洁度,有时被机械师称为表面纹理或表面拓扑,是表面纹理的量化和表征。这种质地对于最终产品的某些物理属性至关重要。机加工零件的磨损、摩擦特性和润滑要求都取决于零件的质地,而零件的质地又取决于表面光洁度工艺。表面光洁度纹理由以下参数量化:(完整的表面光洁度图表、符号和粗糙度转换表,nd)
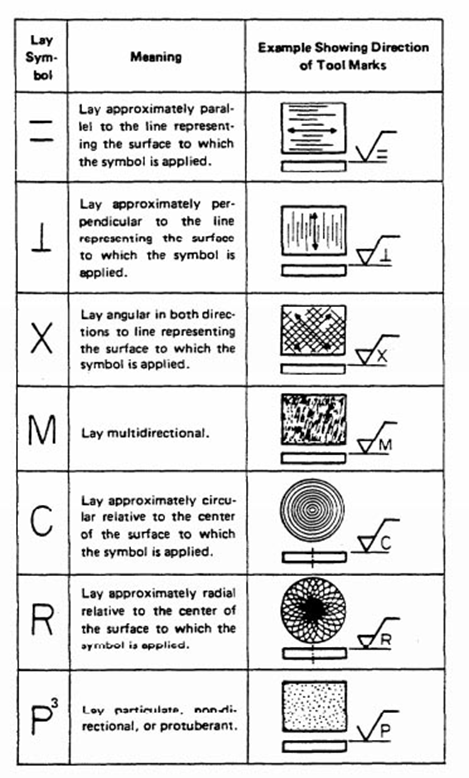
- 表面铺设
- 表面粗糙度
- 表面波纹度
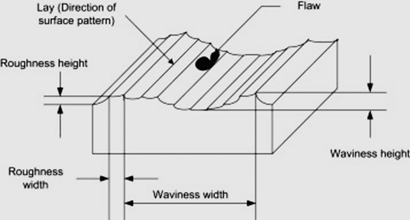
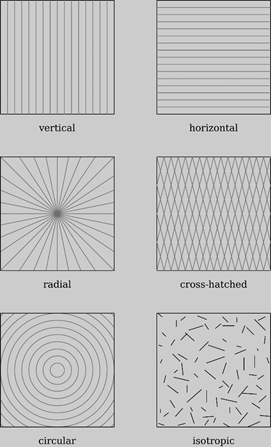
纹理布局
不同的加工工艺会产生不同的表面图案,这些图案可以是垂直的、水平的、圆形的或任何其他形状。这些表面图案是用于制造该零件的加工工艺所独有的,这种独特且占主导地位的图案称为纹理层。
表面粗糙度
表面粗糙度,或简称为粗糙度,是衡量表面不规则性的指标。它是表面光洁度测量和量化最多的方面,这也是大多数技术人员将表面粗糙度称为表面光洁度的原因。
表面波纹度
虽然表面粗糙度在更精细的水平上量化了表面的不规则性,但表面波纹度处理的是粗糙的不规则性。这些粗糙的不规则性的尺度大于表面粗糙度,但尺度仍然小到足以被视为缺陷。
表面处理 - 单位
加工零件的表面光洁度使用一些称为表面光洁度单位的参数来描述。这些装置可帮助设计工程师和技术人员了解所需的表面光洁度。这些单位是:(加工表面光洁度图表、转换、比较器、方法、度数、Ra、Rz、RMS、nd)
平均粗糙度,Ra
最常用的粗糙度量化单位是平均粗糙度 (Ra)。平均粗糙度 (Ra) 是粗糙度曲线峰值与平均线之间的算术平均值。由于它是算术平均值,因此平均粗糙度消除了任何以偶尔出现的尖峰形式出现的异常值的影响。
然而,不同的粗糙度曲线可能具有相同的平均粗糙度,因此为了完整地描述表面光洁度,我们需要一些额外的参数。
最大粗糙度深度,Rmax
最大粗糙度深度是选定样本长度中峰值和最低谷之间的最高垂直距离。由于它是最高值,因此最大粗糙度深度不是表面粗糙度的准确描述,因为任何划痕都会导致表面粗糙度值比实际值增加。
平均粗糙度,Rz
这种表面光洁度单位在欧洲比平均粗糙度更受青睐。平均粗糙度不是测量峰与中线之间的距离,而是测量样品长度中少数最高峰高与粗糙度轮廓深度之间的距离,然后取平均值。然而,该参数并不准确,因为它依赖于最高的峰值和深度。
均方根,均方根
均方根,顾名思义,是表面光洁度单位,类似于平均粗糙度参数,但不是平均距离,而是取峰值高度和平均长度之间的距离的平方的平均值,然后取值的平方根。该值以正弦波的形式表示表面粗糙度,每个表示与中线的距离。
然而,均方根是表面粗糙度的近似值,并不是最终表面光洁度的实际表示。它与平均粗糙度 Ra 相关,系数为 1.1。
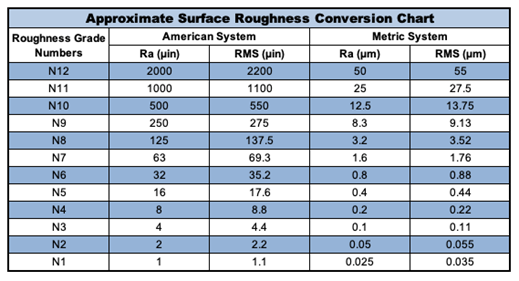
转换
下面是一个重要的图表,让读者可以根据需要在各种表面光洁度单位之间进行转换。 (为什么要使用表面光洁度图表?| 金属表面光洁度,日期不详)
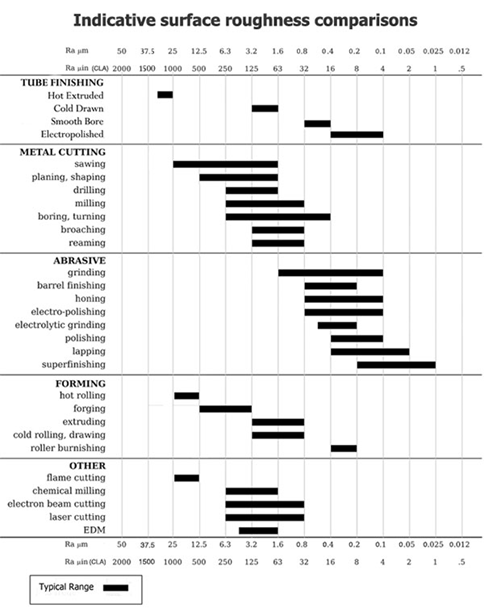
表面处理 - 加工工艺:
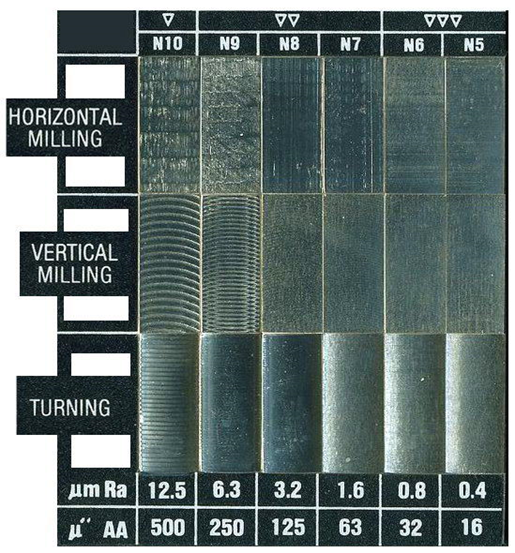
表面光洁度在很大程度上取决于加工过程。因此,为所需的表面光洁度选择正确的加工工艺至关重要,或者根据需要,必须采用额外的表面光洁度技术以获得所需的表面光洁度特性。下表将帮助我们的读者了解加工工艺对表面光洁度的影响。
表面处理 - 符号和标注
世界各地遵循不同的工业标准。但是,大多数遵循国际标准化组织 (ISO) 和美国机械工程师协会 (ASME) 标准。下面列出了这两个标准:
ISO 表面处理标准 1302
除美国外,全世界都遵循该标准。 (完整的表面光洁度图表、符号和粗糙度换算表,日期不详)
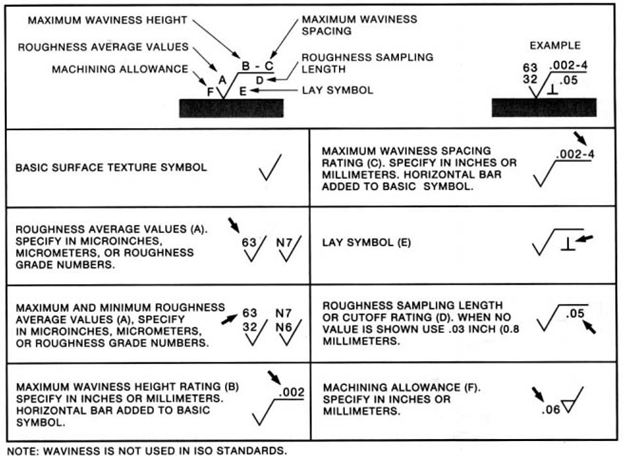
ASME 表面处理标准
美国主要遵循该标准。