


计算机数控或 CNC 加工是一种减材制造技术,它使用 CNC 机器生产具有高精度公差的复杂几何形状。此制造过程通常涉及使用计算机控制的工作工具从材料库存中移除材料并生产所需的产品。虽然 CNC 加工可以生产出尺寸非常精确的零件,但该工艺生产的零件具有特定的纹理。这种纹理称为表面粗糙度,对所生产零件的功能、性能和耐用性非常重要。
表面粗糙度
表面粗糙度,或简称为粗糙度,是衡量表面不规则性的指标。它是表面光洁度测量和量化最多的方面,这也是大多数技术人员将表面粗糙度称为表面光洁度的原因。
CNC加工后,加工零件的粗糙度影响零件的应用、操作和寿命。表面粗糙度会影响摩擦、润滑要求、磨损和撕裂以及互连、配合、应力集中和噪音水平。因此,表面粗糙度的值至关重要,在进行 CNC 加工时应格外小心。加工零件的表面粗糙度值不是随机的,而是在进行 CNC 加工时控制的。为零件指定的行业标准值通常在 25um 到 0.05um 的范围内。然而,降低表面粗糙度值会使 CNC 加工成本更高且效率低下。
表面处理 - 单位
加工零件的表面光洁度使用一些称为表面光洁度单位的参数来描述。这些装置可帮助设计工程师和技术人员了解所需的表面光洁度。这些单位是:
平均粗糙度,Ra
最常用的粗糙度量化单位是平均粗糙度 (Ra)。平均粗糙度 (Ra) 是粗糙度曲线峰值与平均线之间的算术平均值。由于它是算术平均值,因此平均粗糙度消除了任何以偶尔出现的尖峰形式出现的异常值的影响。
然而,不同的粗糙度曲线可能具有相同的平均粗糙度,因此为了完整地描述表面光洁度,我们需要一些额外的参数。
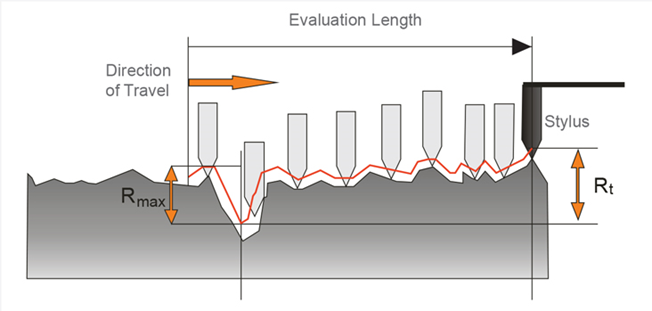
最大粗糙度深度,Rmax
最大粗糙度深度是选定样本长度中峰值和最低谷之间的最高垂直距离。由于它是最高值,因此最大粗糙度深度不是表面粗糙度的准确描述,因为任何划痕都会导致表面粗糙度值比实际值增加。
平均粗糙度,Rz
这种表面光洁度单位在欧洲比平均粗糙度更受青睐。平均粗糙度不是测量峰与中线之间的距离,而是测量样品长度中少数最高峰高与粗糙度轮廓深度之间的距离,然后取平均值。然而,该参数并不准确,因为它依赖于最高的峰值和深度。
均方根,均方根
均方根,顾名思义,是表面光洁度单位,类似于平均粗糙度参数,但不是平均距离,而是取峰值高度和平均长度之间的距离的平方的平均值,然后取值的平方根。该值以正弦波的形式表示表面粗糙度,每个表示与中线的距离。
然而,均方根是表面粗糙度的近似值,并不是最终表面光洁度的实际表示。它与平均粗糙度 Ra 相关,系数为 1.1。
换算表
| Ra(微米) | Ra(微英寸) | RMS(微英寸) | 共济会 (N) | 保留时间(微米) | ñ | 切断长度(英寸) |
| 0.025 | 1 | 1.1 | 1 | 0.3 | 1 | 0.003 |
| 0.05 | 2 | 2.2 | 2 | 0.5 | 2 | 0.01 |
| 0.1 | 4 | 4.4 | 4 | 0.8 | 3 | 0.01 |
| 0.2 | 8 | 8.8 | 8 | 1.2 | 4 | 0.01 |
| 0.4 | 16 | 17.6 | 16 | 2.0 | 5 | 0.01 |
| 0.8 | 32 | 32.5 | 32 | 4.0 | 6 | 0.03 |
| 1.6 | 63 | 64.3 | 63 | 8.0 | 7 | 0.03 |
| 3.2 | 125 | 137.5 | 125 | 13 | 8 | 0.1 |
| 6.3 | 250 | 275 | 250 | 25 | 9 | 0.1 |
| 12.5 | 500 | 550 | 500 | 50 | 10 | 0.1 |
| 25.0 | 1000 | 1100 | 1000 | 100 | 11 | 0.3 |
| 50.0 | 2000 | 2200 | 2000 | 200 | 12 | 0.3 |
表面光洁度 - 测量技术
可采用以下方法测量表面粗糙度:
直接法
该方法使用垂直于表面的手写笔来测量表面粗糙度。触笔直接生成粗糙度轮廓,并从该轮廓中计算出各种表面单位的值。
非接触技术
顾名思义,与直接法相反,非接触式测量技术使用光或声音来生成粗糙度轮廓。此过程使用光学和声音传感器代替手写笔。光波或声波被轰击在表面上,然后反射它,这种反射波可以帮助评估表面粗糙度的轮廓。
比较技术
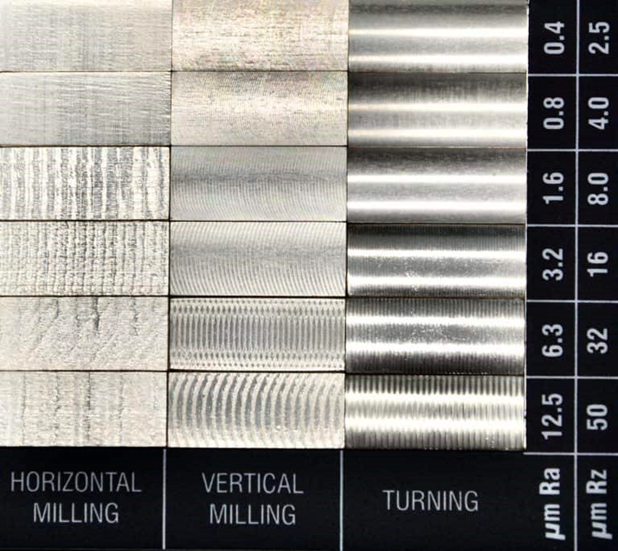
该方法使用已知表面粗糙度的样品与未知表面粗糙度的样品的比较。然后,技术人员可以使用不同的视觉技术比较两个样品的表面粗糙度,并对其进行分析以确定材料的价值。由于高度依赖于人的主观性,这种技术通常不准确。
过程技术
使用电磁感应测量表面粗糙度被称为过程中技术。磁感应用于测量粗糙度轮廓的峰值和深度之间的距离。然而,这种方法仅对磁性材料有用。