


עסקים רבים מוצאים עיבוד CNC בעל חמישה צירים להיות יכולת בעלת ערך; עם זאת, החזקת מכונה חזקה היא רק חלק מהמשוואה. חלקים כגון רכיבים רפואיים, אימפלרים ולהבים, תבניות, בתי הילוכים וגופי שסתומים הם קריטיים למשימה ומאפשרים מעט מקום לטעויות. הם כוללים משטחים מורכבים הדורשים תנועה בו זמנית של החלק והכלי.
זה מדגיש את חשיבות הגישה והגישה הנכונה לחלק, כאשר אסטרטגיות כלי עבודה ואסטרטגיות מתאימות באות לידי ביטוי. ככל שהתכונות קטנות או מורכבות יותר, כגון השתלות שיניים, כך החלטות אלו צריכות להניע את הגישה.
אחד היתרונות העיקריים של עיבוד 5 צירים הוא יכולתו לנצל קשיח וקצר יותר כלי חיתוך לְעוּמַת עיבוד 3 צירים. אסטרטגיות יעילות לקיבוע וכלי עבודה יכולות להשפיע בצורה משמעותית יותר מהירויות והזנות. הזנות ומהירויות מהירות יותר עם סטיה מופחתת של הכלי ותנועות קצרות יותר משולבים כדי לייצר דיוק משופר, גימור מעולה, חיתוכים כבדים יותר ופחות הגדרות, כולם תורמים להפחתת זמני המחזור הכוללים.
נגישות חלק
בעיבוד תלת צירים, ה מִתקָן נועד לאבטח את החלק במצב יחיד. אם חומר העבודה דורש מיקום מחדש לצורך פעולה משנית, יש להחזיק אותו אחרת או במתקן חלופי כדי לאפשר למכונה לגשת למשטחים נוספים, במיוחד לקצה התחתון. להיפך, א מכונת CNC בעלת חמישה צירים מציע גמישות תנועה רבה יותר להגיע לכל המשטחים, כל עוד המתקן או אחיזת העבודה מאפשרים גישה כזו.
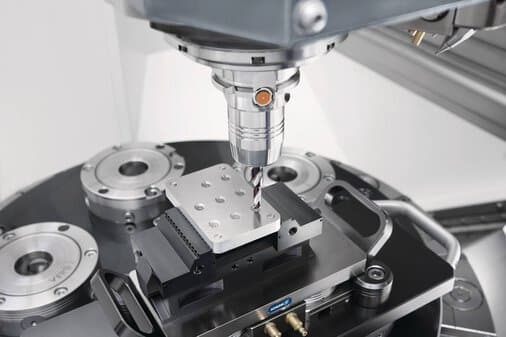
בעת המעבר מעיבוד CNC בעל שלושה לחמישה צירים, יש להקדיש תשומת לב מיוחדת להבטחת מרווח וביטול הפרעות בין מתקן היצירה לבין שולחן המכונה, בית הציר וכלי החיתוך. זה בולט במיוחד בעת עיבוד של חלק קטן על שולחן גדול. עם מכונה בעלת שלושה צירים, ניתן לעבד חלקי עבודה גדולים וקטנים על שולחן גדול בקלות יחסית מכיוון שהגישה לצירים נשארת עקבית ללא קשר לגודל החלק. עם זאת, עם מכונה בעלת חמישה צירים, בעיות מרווח והפרעות מתעוררות כאשר חלקים קטנים נוטים להתרכז לכיוון מרכז שולחן העיבוד, מה שעלול לגרום לחסימה כאשר השולחן מסתובב.
שתי גישות נפוצות לפתרון בעיות הפרעות כוללות:
1. שימוש בכלי מורחב המשתרע מהציר ועד לחומר העבודה
האתגר בשיטה הראשונה טמון בפשרות פוטנציאליות לביצועי הכלי כ- יחס אורך לקוטר עולה. מכלולי כלים ארוכים מביאים לצמצום שיעורי הזנה, מהירויות ועומקי חיתוך, מה שמוביל ליותר מעברים ולגדלי תוכניות גדולים יותר. בנוסף, פטפוט מוגבר מחייב גימור ידני יותר של משטחים, ובסופו של דבר מאריך את זמן הייצור.
2. בחינת פתרונות חלופיים לעבודה
שיטה זו להתמודדות עם חששות פינוי והפרעות כרוכה בהרמת חומר העבודה מהשולחן כדי לקרב אותו אל הציר. מבחינה היסטורית, שיטות עבודה מסורבלות היוו סיכוני התנגשות וגמישות הגדרה מוגבלת, אך גישות חדשות הפכו אותן לנכסים לעיבוד רב-צירי.
טכנולוגיית אחיזת עבודה יעילה בעלת 5 צירים ממקמת ומייצבת את חומר העבודה בצורה מאובטחת מבלי להפריע לגישה לחלק העליון ולצדדיו. יתר על כן, הוא מאפשר לסובב חומר מהודק לכיוונים חדשים עבור פעולות עיבוד עוקבות מבלי לדרוש ביטול מהדק מאחז העבודה.
יש כמה טיפים לאחיזה יעילה של חמישה צירים:
טיפ 1: גודל הולם את מכונת CNC בעלת חמישה צירים
חיוני להתאים את מכונת ה-CNC בעלת חמישה צירים כדי להתאים לחלקי עבודה ספציפיים ולא למגוון רחב של גדלים של חלקי עבודה. זה מנוגד לגישת שלושת הצירים שבה חנויות בוחרות לעתים קרובות במכונה הגדולה ביותר שניתן לבצע במסגרת התקציב שלהן ושטח הרצפה שלהן כדי להכיל את החלק הגדול ביותר שלהן.
כאשר חוקרים מכונות עם חמישה צירים, חנויות צריכות לשתף פעולה עם בונה כלי המכונות כדי לקבוע את גדלי החלקים המדויקים שהם מתכוונים לעבד. זו באחריות ה OEM לסייע לחנות במציאת מכונה המתאימה ביותר לרוב חלקי העבודה שלהם, במיוחד אלה הדורשים עיבוד CNC בעל חמישה צירים.
באופן אידיאלי, זה השלב שבו בונה כלי המכונות צריך לעסוק בדיונים על אפשרויות כלי עבודה ואחיזת עבודה. תכנון מראש לפני רכישת כלי המכונה מקל באופן משמעותי על פיתוח אסטרטגיית החזקת העבודה הנכונה.
עם זאת, לחנויות לא תמיד יש את המותרות של תכנון מראש. במקרים מסוימים, ייתכן שחנות מפעילה את מכונת חמשת הצירים שלה במשך שנים, ועבודה חדשה מחייבת הערכה מחודשת של פתרונות הכלים והאחיזה שלה. ללא קשר, על החנות לבחון את חלקי העבודה שלה כדי לקבוע את דרישות הגישה הספציפיות לכלי העבודה ולזהות אילו חלקי עבודה ניתן לעבד במלואם בהתקנה אחת.
טיפ 2: בחר הידוק אופטימלי
כדי למנוע את הפוטנציאל להתנגשות והפרעות בכלים, בנוסף לשמירה על המרווחים הדרושים סביב חומר העבודה, הבחירה בתצורת הידוק אופטימלית ואיתור חלקים היא קריטית ולעתים קרובות מרכזית באתגרים שנתקלים בהם בהגדרות של 5 צירים.
בהתאם ליישום הספציפי, משטחים מרוכזים בעצמם, מתקני זנב דוב, לסתות משוננות, סיכות איתור או מתקנים ייעודיים, כולם מייצגים אפשרויות ברות קיימא, כל אחד מציע את היתרונות והשירותים המובהקים שלו.
נראה שהאפשרויות המועדפות ביותר הן מלחצי מרוכז עם לסתות משוננות לאיתור החלק, או מתקנים של זנב יונים המשתמשים ב סיכת דיבל עבור מיקום חלקי עבודה:
1. צמיגים מרוכזים בעצמם
בלחצים המרוכז את עצמו עם לסתות משוננות, יחידה הידראולית עצמאית משמשת ליצירת שקעים בשני הצדדים של חומר העבודה. שקעים אלו מתיישרים עם שיניים תואמים על לסתות הלחצים ומשמשים למיקומו של החלק ללא צורך בעצירה מכנית. הסרה זו של המעצור המכני מאפשרת גישה בלתי מוגבלת לכל צידי החלק לצורך עיבוד שבבי, תוך הבטחת מיקום מדויק של חלק העבודה במלחצים.

2. אביזרי זנב יונים
אביזרי זנב דוב הם שיטה מועדפת ביותר לאבטחת חומר עבודה במהלך עיבוד שבבי. גישה זו כוללת חיתוך של זוויות זנב יונים לתוך החלק התחתון של החלק באמצעות חותך זנב יונים מיוחד. גוף המתקן מצויד בסט תואם של לסתות הידוק זנב-יונית זוויתיות כדי להתאים את חומר העבודה, כאשר כוח ההידוק מופעל באמצעות בורג מכסה ראש שקע כדי להבטיח יציבות חלק. שיטה זו לא רק מאבטחת ביעילות את חומר העבודה אלא גם מסייעת בשמירה על מיקומו במהלך העיבוד.
האינטראקציה בין זוויות ההזדווגות של הלסתות המשולבות וחומר העבודה יוצרת כוח כלפי מטה, ולמעשה שומרת על מיקום בטוח של החלק במתקן ללא סיכון של הרמה במהלך החיתוך. בעת שימוש במתקן מסוג זנב יונים, נוהג נפוץ למיקום חלק כולל יצירת חריץ קטן או חריץ על פניו התחתונים של החלק, תוך יישור עם סיכת דיבל המודבקת לצמיתות בחלק העליון של המתקן. סיכה זו ממוקמת בדרך כלל באזור השטוח בין שתי הלסתות של המתקן. כאן, לסתות הזנב היונקיות משמשות כאיתור עבור החלק בכיוון אחד, בעוד שהסיכה מתפקדת למקם את החלק בכיוון הציר השני.

מחזיק כלי עבודה
מלבד החזקת העבודה, בחירת מחזיק כלי עבודה משפיעה משמעותית על תהליך העיבוד. כאן, אנו מתמקדים בעיקר בשני סוגים של מחזיקי כלים: מחזיקי כלים בהתאמה לכיווץ וצ'אקים הידראוליים.
מחזיק כלי בהתאמה לכיווץ
מחזיקי כלים בהתאמה לכווץ מתוכננים בכוונה להיות מעט יותר קטנים כדי להכיל את התרחבות הקוטר הפנימי באמצעות חום והתכווצות שלו לאחר מכן סביב שוק הכלי בעת קירור. מחזיקים קומפקטיים יחסית אלו הם יתרון במצבים שבהם האף או קוטר הגוף של תושבת קולט עלולים להוות סכנת התנגשות עם השולחן, ומספקים גישה משופרת לתכונות החלק, במיוחד ביישומים עם טווח ארוך. בנוסף, מגוון רחב של צורות ותוספות פרופילים בהתאמה לכיווץ מציעים צדדיות נוספת.
מחזיקי כווץ ידועים במעלה שלהם ריכוזיות ודיוק עקב אחיזה עקבית על פני כל היקף שוק הכלי. עם זאת, יכולת האחיזה מותנית בסובלנות של שוק כלי החיתוך ובקוטר הגוף החיצוני שלו. ראוי לציין כי מחזיקי התכווצות של קיר כבד מציעים כוח אחיזה גדול יותר, בעוד מחזיקי קיר דקים מספקים כוח אחיזה מופחת.

צ'אקים הידראוליים
בעוד שמחזיקי כלים בעלי התאמה לכיווץ מצטיינים בכרסום מתון עד גס, בקרת הרטט יוצאת הדופן של תופסנים הידראוליים הופכת אותם לבחירה מצוינת עבור פעולות כרסום, קידוח וגימור.
צ'אקים הידראוליים מציעים רמה גבוהה יותר של עקביות ואמינות, שכן תהליך הייצור שלהם יציב מטבעו. לאחר ביסוס הקדח הראשי במהלך הייצור וההרכבה, דיוק זה משוכפל באופן עקבי לאורך מחזורים רבים. כתוצאה מכך, הוא מבטיח טולרנסים וכוחות הידוק עקביים לאורך כל אורך חייו של המחזיק.
יתרון נוסף הוא היכולת הטבועה של צ'אקים הידראוליים לספק מאפייני שיכוך טבעיים. למרות שמחזיקי התכווצות גם מנהלים ביעילות רעידות עם יציאות טובות פי חמישה ממחזיקי נעילת צד, תופסנים הידראוליים מציעים איכויות שיכוך רעידות מובהקות.
כאשר בוחנים את השלכות העלות, חשוב לציין שלמחזיקים הידראוליים עשויה להיות עלות מקדימה מעט גבוהה יותר. עם זאת, הם דורשים רק מפתח משושה סטנדרטי להפעלה, מה שמאפשר לאנשים בעלי הכשרה מספקת להחליף כלי חיתוך. מצד שני, מחזיקי כיווץ הם מעט פחות יקרים אך מחייבים שימוש במכונת כיווץ לחימום וקירור נכון של המחזיק, יחד עם הבנה מעמיקה של התהליך כדי למנוע התחממות יתר ולמזער את הסיכון לפציעות כוויות .

נוזל קירור
פיזור חום יעיל, חיי כלי עבודה ארוכים וגימור משטח מעולה מושגים באמצעות אספקת נוזל קירור מדויקת. בעוד שטיפת חומר העבודה עם נוזל קירור אינה תמיד השיטה היעילה ביותר, גישה בסיסית, נוזל הקירור דרך הציר, היא קריטית וצריכה להיות סטנדרטית בכל המכונות. שיטה זו מספקת נוזלים ישירות לקצה החיתוך של מקדחה, ומסייעת בדחיפת שבבים כלפי מעלה דרך החריצים לפינוי יעיל של שבבים. באופן דומה, הפניית נוזל קירור לקצה החיתוך של כלי כרסום משרתת את אותה מטרה; עם זאת, חשוב להכיר בכך שבמהירויות ציר גבוהות יותר, פיזור נוזל הקירור עלול לסטות מאזור היעד שלו.
אפשרות מעשית נוספת כוללת שימוש בסילוני נוזל קירור מכוונים על מחזיק הכלי. יצרני הציוד מציעים מחזיקים, ובמקרים מסוימים, אגוזי קולט, שנועדו לזווית את חורי אספקת נוזל הקירור כדי לשמור על כיוון הזרימה הרצוי.
מידות חותך
השימוש בבקרת חמישה צירים מציג אפשרויות חדשות למיטוב ביצועי כלי החיתוך, מה שמוביל לפיתוח גיאומטריות חותך חדשניות המותאמות לפעולות 5 צירים. בעת עיבוד חומר בזוויות שונות עם מקטעי כלים שונים, חותכים סימטריים הופכים חיוניים. חשוב לציין שרק מספר קטן של חותכים מסוגלים להשיג קווי מיזוג חלקים וגימור משטח איכותי.
טחנות קצה כדור-אף:
כרסום קצה כדורי לא לחתוך בקצה; במקום זאת, הם גורמים לחומר "להימרח" ולהיצמד לחליל במקום להרים אותו. רעיון זה הוא הבסיס להטיית החותך. על ידי הטיית ציר הכלי, החילים יכולים לתפוס ביעילות את החומר, למשוך אותו הרחק מהחלק במקום לדחוף אותו, ולמנוע הצטברות חומר על החותך, על פני החלק או עצמו.

חותכי מקטע מעגלים:
מותאמים עבור יישומי עיבוד 5 צירים, חותכי מקטעי עיגול מתוכננים עם פרופילים בעלי קווי מתאר המאפשרים מגע חיתוך רחב יותר עם משטחי עבודה בעלי קווי מתאר, הדומים לחרסת קצה כדורית גדולה משמעותית. חותכים אלה מסווגים למספר סוגים בסיסיים, כולל גרסאות מתחדדות, עדשות, אובליות וחבית.
היתרון העיקרי של כלי זה טמון ביכולתו לספק גימור משטח שווה ערך או מעולה אפילו עם צעדים גדולים יותר, מה שמוביל לדרישה של פחות מעברים לעיבוד משטח תלת מימד. יתר על כן, קצה הכלי ברדיוס הקטן מקל על הגישה לפינות הדוקות. יש לציין, שימוש בכלי בודד מביא ליכולות מורחבות תוך יצירת משטחים בעיבוד עקבי והפחתה משמעותית בבעיות מיזוג.
כלי מקטע מעגל זמינים גם בתצורות מרובי חלילים. מערך תכונות משולב זה מתורגם להפחתה במספר מעברי הכלים הנדרשים, שיפור באיכות פני השטח, קצבי הזנה משופרים, שינויי כלים ממוזערים ותהליך חיתוך יעיל יותר בסך הכל.
כרסום קצה מרובה חלילים:
כשזה מגיע ל עיבוד 3+2, הכללת חלילים מרובים על כלי חיתוך מאפשרת תחזוקה של מהירויות והזנות גבוהות יותר עקב המספר המוגדל של קצוות חיתוך בפעולה. בנוסף, נוכחותם של חלילים נוספים מאריכה את משטח החיתוך של הכלי, מה שמוביל לחיי הכלי ממושכים.
השיא של יתרונות אלה מוביל לשיעורי הסרת מתכות גבוהים באופן משמעותי, שיפור גימור פני השטח והפחתת העלות הכוללת, מה שהופך את כרסני הקצה מרובי החלילים לבחירה מועילה ביותר.

יתירות כלי
יתירות משמשת כאסטרטגיית ניהול סיכונים שחנויות גדולות יותר עשויות לאמץ עבור מכונות, כלים ואפילו עובדים, חיונית במיוחד עבור יישומים מלאים של 5 צירים הכוללים פעולות חיתוך ממושכות בהן הכלים חשופים לבלאי משמעותי, אפילו באלומיניום.
שמירה על יתירות בכלים חיונית להבטחת פעולת ציר ללא הפרעה. באופן אידיאלי, התקנת מחזיק וחותך זהים זמינים במגזין הכלים מתגלה כגישה היעילה ביותר. ניתן לאחזר הגדרה זו באופן אוטומטי ברגע שכלי חיתוך מגיע לסוף אורך חייו.
לחלופין, עמידה של עגלה של כלים משוכפלים בסמוך למכונה היא אפשרות מעשית, למרות ששינויי כלים ידניים על ידי מפעילים יכולים להכניס שגיאות אפשריות על סמך רמות המיומנות שלהם. כדי למתן את זה, השימוש ב RFID שבבים על המחזיק, בשילוב עם מערכת ניהול כלים, יכולים לתרום להפחתת שגיאות כאלה.
סיכום
עיבוד CNC בעל חמישה צירים שיחרר חדשנות ויעילות בתעשיית הייצור, תוך כדי מהפכה ביכולות של ספקי ציוד עיבוד ועיבוד שבבי. בעת הגדרת מכונה או תהליך חדש, חשוב לא להתעלם מהתקדמות בהחזקת עבודה וכלי עבודה, אשר הגדילו עוד יותר את הפוטנציאל של סוג זה של עבודה.
פתרון אחיזת עבודה 5 צירים מסופק על ידי Runsom Precision
Runsom דיוק מציע מבחר מקיף של פתרונות הידוק 5 צירים תוכנן לספק כוח הידוק יוצא דופן בשימוש עם מכונות 5 צירים.
המחויבות שלנו סובבת סביב אספקת מוצרי כושר עבודה ברמה הגבוהה ביותר ופתרונות מותאמים אישית על ידי שימוש בטכנולוגיית עיבוד CNC המתקדמת שלנו. ההיצע שלנו כולל לחיצות 5 צירים, לחצים בתחנה אחת, לחצים מודולריים, מגדלים, מצבות ואפשרויות שונות אחרות, מה שמבטיח שתוכל לזהות את המוצר האידיאלי לאחיזה לצרכים הספציפיים שלך.
אם אינך בטוח לגבי הלחצים המתאים ביותר ליישום שלך, בבקשה צור עימנו קשר או בקשה ציטוט מיידי מקוון היום כדי לרכוש את פתרון החזקת העבודה המדויק העונה על הדרישות שלך.
מאמרים נוספים שאתה עשוי להתעניין בהם:


