
הזנות ומהירויות הם פרמטרים חשובים ב עיבוד CNC שמשפיעים ישירות על איכות המוצר, הדיוק ו גימור פני השטח, כמו גם יעילות עיבוד וחיי כלי עבודה. אבל אילו גורמים משפיעים על פרמטרים אלה, וכיצד אתה קובע את המהירות וההזנה האופטימלית עבור תהליך העיבוד שלך? מאמר זה כאן כדי להציע מדריך מפורט על מהירויות והזנות עבור פעולות עיבוד CNC ומסביר כיצד לחשב את הערכים האופטימליים.
מונחים חיוניים מוסברים
כאשר מתחילים עם הגוף הראשי של מאמר זה, ישנם מספר קריטריונים חשובים שאתה צריך לדעת:
- סל"ד: סיבובים לדקה (RPM) הוא מדד למהירות שבה עצם מסתובב מסתובב. זה מייצג כמה מהר הכלי שלך מסתובב, אבל לא כמה מהר החילים נעים.
- קצב הזנה: קצב הזנה הוא המהירות שבה כלי החיתוך נע ביחס לחומר העבודה, נמדדת לרוב באינצ'ים לדקה (IPM).
- הזנה לכל שן: הזנה לכל שן היא הקצב שבו כלי החיתוך נע לתוך החומר לכל שן בכלי החיתוך, נמדד בדרך כלל באינצ'ים לשן (IPT).
- מהירות פני השטח: מהירות פני השטח היא המהירות שבה כלי החיתוך נע ביחס לפני השטח של החומר הנחתך, נמדדת בדרך כלל ברגל לדקה (FPM). פרמטר זה הוא קריטי מכיוון שכלי גדול יותר יחתוך בסל"ד נמוך יותר באותה מהירות כמו כלי קטן יותר עם סל"ד גבוה יותר.
- רוחב חיתוך: רוחב החיתוך, בקיצור WOC או RDOC, הוא המרחק שעובר כלי החיתוך על פני החומר. הוא שולט עד כמה קוטר הכלי מעורב בחיתוך וברוחב השבב.
- עומק חיתוך: עומק החיתוך, מקוצר עבור DOC או ADOC, הוא המרחק שכלי החיתוך נע לתוך החומר. הוא שולט על אורך החליל ובכך על גובה השבב.
מהירויות והזנות בעיבוד CNC
מהירויות והזנות נוגעות למהירויות שונות של תהליך חיתוך. מהירות חיתוך היא הקצב שבו כלי החיתוך מתקדם לאורך חומר העבודה ונמדד ב- Surface Feet per Minute (SFM). מהירות הציר, לעומת זאת, היא מהירות הסיבוב של כלי החיתוך או חומר העבודה ונמדדת בסיבובים לדקה (RPM).
תחילת העבודה עם CNC דורשת ידע בפרמטרים שונים, כגון מהירויות, הזנות, עומס שבבים, עומק חיתוך וכו', המכתיבים את ביצועי המכונה. כדי להשיג את התוצאות הטובות ביותר, יש למצוא את השילוב האופטימלי של פרמטרים אלו. באופן כללי, מומלץ להשתמש במהירות גבוהה עם קצב הזנה איטי כדי לייצר חתכים חלקים. עם זאת, שימוש במהירות גבוהה במיוחד עלול להוביל להתחממות יתר ולנזק לכלי, בעוד שקצב הזנה איטי מאוד יגדיל את זמן המחזור ויקטין את הפרודוקטיביות. לפיכך, לקביעת הערך האופטימלי יש משמעות רבה לייצור חתכים נקיים עם פרודוקטיביות גבוהה.
ניתן לחלק את פרמטרי המהירות של מכונת CNC לשני סוגים: מהירות ציר ומהירות חיתוך.
מהירות הציר
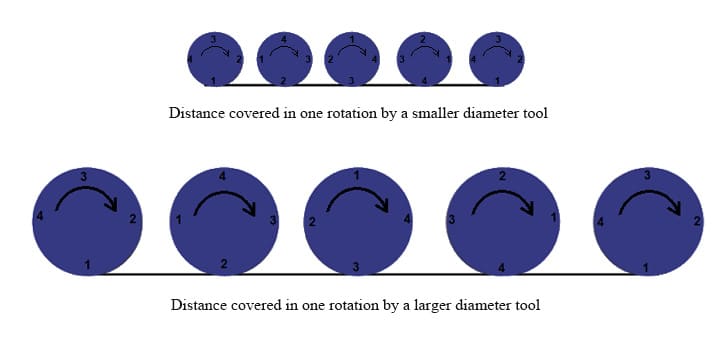
ההבדל בין מהירות הציר למהירות החיתוך נקבע על ידי העובדה ששני עיגולים בקטרים שונים, המסתובבים באותו סל"ד, יכסו מרחקים שונים בגלל שהמעגל הגדול יותר בעל היקף גדול יותר.
מהירות הציר עבור חומר מסוים נקבעת על ידי מכונת ה-CNC, כלי החיתוך וסוג החומר המעובד. בדרך כלל מומלץ להשתמש בסל"ד גבוה לחומרים רכים ובסל"ד נמוך לחומרים קשים כדי למקסם את הביצועים ואת חיי הכלי. עם זאת, הפעלת החומר במהירות גבוהה מדי או נמוכה מדי עלולה לפגוע בחומר העבודה ולהפחית את חיי הכלי. לפיכך, עדיף לבחור את המהירות האופטימלית עבור היישום המסוים.
מהירות חיתוך
מהירות חיתוך היא המהירות היחסית בין חומר העבודה לכלי החיתוך, אשר מחושבת במונחים של מטרים לדקה (MPM) או רגל פני השטח לדקה (SFM). זוהי המהירות שבה נקודה מסוימת של חומר העבודה עוברת דרך קצה החיתוך ומשמשת למדידת המשטח שהוסר על ידי שיני החיתוך לדקה.
מהירות חיתוך היא גורם מפתח, יחד עם קצב ההזנה ועומק החיתוך, בקביעת קצב הסרת החומר (MRR) במהלך העיבוד. ישנה מהירות חיתוך אופטימלית לכל חומר המבוססת על החומר, חומר כלי החיתוך וחיי הכלי הצפוי, מה שעוזר להבטיח את הדיוק המסופק על ידי עיבוד CNC.
התרשים שלהלן מציג מהירות חיתוך אופטימלית של טחנת קצה קרביד עבור חומרים שונים.
| קטגוריה | חומרים | מהירות חיתוך (SFM) מתחת ל-32 HRC | מהירות חיתוך (SFM) מעל 32 HRC |
|---|---|---|---|
| ברזל יצוק | ברזל יצוק רקיע | 100-400 | 100-200 |
| ברזל יצוק אפור | 100-400 | 80-140 | |
| סגסוגות בטמפרטורה גבוהה | סגסוגות קובלט | 60-100 | 40-80 |
| סגסוגות ניקל | - | 50-90 | |
| סגסוגות ברזל | 80-130 | 60-120 | |
| סופר סגסוגות | סגסוגות טיטניום | 50-250 | 90-160 |
| חומרים לא ברזליים | אלומיניום, סגסוגות אלומיניום | 800-2000 | 500-1000 |
| נְחוֹשֶׁת | 800-1500 | 800-1000 | |
| סגסוגות נחושת | 800-1000 | 700-1000 | |
| מגנזיום | 1000 | 700-1000 | |
| פלסטיק, אקריליק, פנולים | 200-800 | 200-500 | |
| פחמן, גרפיטים | 200-400 | - | |
| פלדות | חוזק פלדה גבוה | 50-250 | 80-180 |
| פלדות סגסוגת גבוהה | 100-300 | 80-180 | |
| סגסוגות בינוניות פלדות | 150-350 | 80-180 | |
| פלדות סגסוגת נמוכה | 100-400 | 100-200 | |
| פלדת אל - חלד | מִשׁקָע | 80-250 | 90-150 |
| אוסטניק | 100-350 | 100-150 | |
| מרטנסיטית | 100-250 | 100-175 |
למידע נוסף, אתה יכול ללחוץ על PDF זה - בחירת תרשימי הסיביות/הזנות והמהירות הנכונים להשוואה.
קצב הזנה
קצב הזנה הוא המהירות שבה כלי חיתוך מועבר על חומר בסיבוב ציר בודד. הוא מיוצג ביחידות מרחק למהפכה (DPR). זה נקבע לפי הסל"ד של החותך, עומס השבבים ומספר החילים של כלי החיתוך. באופן כללי, קצב הזנה איטי עם סל"ד גבוה מייצר חיתוכים נקיים וחלקים יותר, בעוד שקצב הזנה גבוה עלול לגרום לחיתוך גס יותר עם גימור משטח נמוך יותר.
גורמים המשפיעים על מהירויות והזנות בעיבוד CNC
| פרמטרים | קשר עם מהירות או הזנה |
| מהירות הציר | פרופורציונלי ישיר לקצב ההזנה |
| מספר חלילים | פרופורציונלי ישיר לקצב ההזנה |
| עומס שבב/הזנה לכל שן | פרופורציונלי ישיר לקצב ההזנה |
| מהירות חיתוך | פרופורציונלי ישיר למהירות הציר |
| קוטר הכלי | ביחס הפוך למהירות הציר |
1. חומר כלי חיתוך
ה חומר כלי חיתוך משפיע על יכולתו לעמוד בכוחות חיתוך חזקים. כלי חיתוך קרביד יכולים לעמוד בכוחות גדולים יותר מאשר כלי HSS וניתן לעבד אותם במהירויות ובתצורות הזנה מהירות יותר.
2. סטיית כלי
הסטת הכלי משפיעה על איכות העיבוד. כלי עם שוק ארוך יותר רגיש לסטייה תחת כוח חיתוך חזק ואינו יכול לשמש עבור מהירויות גבוהות ותצורות הזנה. לכלי עם מינימום יציאות יש סיכוי קטן להסטה וניתן להשתמש בו כדי לספק כוחות חזקים יותר יחסית.
3. קוטר הכלי
קוטר הכלי הוא גורם חשוב שיש לקחת בחשבון בעת הגדרת הסל"ד האופטימלי עבור תהליך עיבוד שבבי. קוטר כלי גדול יותר יכול לעזור להשלים את הפעולה מהר יותר מקוטר קטן יותר באותה הגדרת סל"ד.
4. חיתוך שיניים
מספר החלילים (שיני חיתוך) של כלי הוא גם גורם חשוב בקביעת קצב ההזנה האופטימלי. חותך רב-חלילים מחלק את כוח החיתוך בין כל החלילים, מפחית את הסיכון לפגיעה בכלי החיתוך ומגביר את קצב ההזנה האופטימלי.
5. עומס שבב
עומס שבב, המכונה גם הזנה לכל שן, הוא עובי השבבים המוסרים במהלך תהליך עיבוד וחשוב להגדרת קצב ההזנה האופטימלי.
6. חומר חומר עבודה
סוג החומר של חומר העבודה משפיע גם על המהירויות וההזנות האופטימליות. בדרך כלל, חומרים קשים דורשים קצב הזנה איטי יותר מחומרים רכים. עיבוד מתכות קשות דורש כוח גזירה גדול יותר ותצורת סל"ד איטי ומומנט גבוה. חומרים רכים, כגון עץ, דורשים סל"ד גבוה כדי להחליק את כלי החיתוך דרך חומר העבודה.
7. קשיחות המכונה
קשיחות המכונה קובעת את כוח החיתוך המקסימלי שניתן להעביר לחומר העבודה. מכונות CNC עם שלדה קשיחה יכולות לספק כוחות חיתוך חזקים יותר.
שיקולים לגבי מהירות חיתוך בעיבוד שבבי CNC
מהירות חיתוך אופטימלית חיונית להגברת היעילות של עיבוד CNC. זאת בשל העובדה שעיבוד CNC הוא תהליך מבוקר תוכנה, ומהירות החיתוך תלויה בגורמים שונים. חלק מהחשובים שבהם הם חיי הכלי, סוג של כלי מחרטה, והחומר שבו נעשה שימוש.
- חיי כלי
חיי הכלי הם גורם בסיסי בשיקולי מהירות חיתוך. חיי הכלי מתייחסים בעצם לתקופה שבה כלי חיתוך עובד ביעילות. לפיכך, חיי השירות של הכלי חיוניים בקביעת מהירות החיתוך ו דיוק של חומר העבודה. - חומר כלי חיתוך
ניתן להשתמש בסוגים שונים של כלי מחרטה עם מכונת ה-CNC, וחוזק כלי החיתוך משחק תפקיד במהירות החיתוך האופטימלית. לדוגמה, כלי החיתוך העשוי מחומר בעל חוזק גבוה יכול לשמש לחיתוך במהירות גבוהה, בעוד שניתן להשתמש בכלי חיתוך מחומר רך לחיתוך במהירות נמוכה. - חומר חומר עבודה
החומר בשימוש יכול להיות מתכות, עץ, זכוכיתוכו', ולעובי ולקשיות החומר יש השפעה על כלי החיתוך ומהירות החיתוך. אם החומר רך מדי, אזי חומר כלי החיתוך יחתוך את החומר במהירות עם דיוק ומהירות חיתוך גבוהים, אך עבור חומרים עמידים וקשים יותר, מהירות החיתוך תהיה איטית.
שיקולים לגבי מהירות הזנה בעיבוד שבבי CNC
קצב הזנה הוא גורם חיוני להשגת הגימור הרצוי של חומר עבודה. מכונאים חייבים לשקול כמה גורמים בעת קביעת קצב ההזנה האופטימלי, כגון חספוס פני השטח, רוחב החתך, ה גובה הברגה על ברגים, וסוג הכלי המשמש לחיתוך החומר.
- חספוס פני השטח של חלק העבודה
קצב ההזנה עולה עם הצמיחה של חספוס פני השטח. כדי לקבל גימור משטח חלק, יש להאט את קצב ההזנה. - רוחב חיתוך
אם רוחב החתך קטן ממחצית הקוטר, השבב עלול להיות דליל, ולגרום לליקויים בייצור. הגדלת קצב ההזנה יכולה לעזור להפחית בעיה זו. - גובה חוט
קצב ההזנה הוא פרופורציונלי לגובה הברגים של הברגים שבהם נעשה שימוש. - סוגי כלים
סוג החומר המוזן קובע במידה רבה את סוג הכלי המשמש לחיתוך חומר. אז, סוגי הכלים המשמשים חייבים להתאים לחומר המוזן.
חישובים למהירויות והזנות אופטימליות בתהליך עיבוד CNC
בעת קביעת המהירויות וההזנות הטובות ביותר עבור תהליך עיבוד, חשוב לעיין בקטלוג ההתייחסות שסופק על ידי יצרן הכלים למהירות החיתוך האופטימלית (SFM).
כמו כן, עבור חומר עבודה מסוים, ניתן לקבל את עומס השבבים האופטימלי עבור כלי חיתוך גם מקטלוג הכלים של היצרן.
כדי לקבוע את מהירות הציר וקצב ההזנה האופטימליים עבור פעולות עיבוד שונות, ניתן להשתמש בנתונים לביצוע החישובים הדרושים.
חישובים לפעולות כרסום

כדי לחשב את האופטימלי מהירות ציר לפעולת כרסום CNC, אתה יכול להשתמש במשוואה הזו:
S = (Vs x 12)/(π x D)
כאשר S היא מהירות הציר בסיבובים לדקה (RPM), Vs היא מהירות החיתוך ברגל משטח לדקה (SFM), ו-D הוא קוטר כלי החיתוך באינצ'ים.
ל יחידות מטריות, אתה יכול לחשב את מהירות הציר באמצעות המשוואה שלהלן:
S = (Vs x 1000)/(π x D)
כאשר Vs היא מהירות החיתוך במטרים לשנייה (m/sec) ו-D הוא קוטר הכלי במילימטרים (מ"מ).
כדי לחשב את האופטימלי קצב הזנה (באינץ' לדקה), אתה יכול להשתמש במשוואה הבאה:
קצב הזנה = מהירות ציר x מספר חלילים x עומס שבב
התוצר של הכפלת עומס השבבים עם מספר החלילים נותן את הזנת החיתוך באינצ'ים לסיבוב (IPR). לכן, ניתן לחשב את קצב ההזנה (IPM) גם על ידי הכפלת מהירות הציר (RPM) והזנת החיתוך (IPR).
למידע נוסף על שלנו כרסום CNC יכולות
חישובים לפעולות מחרטה
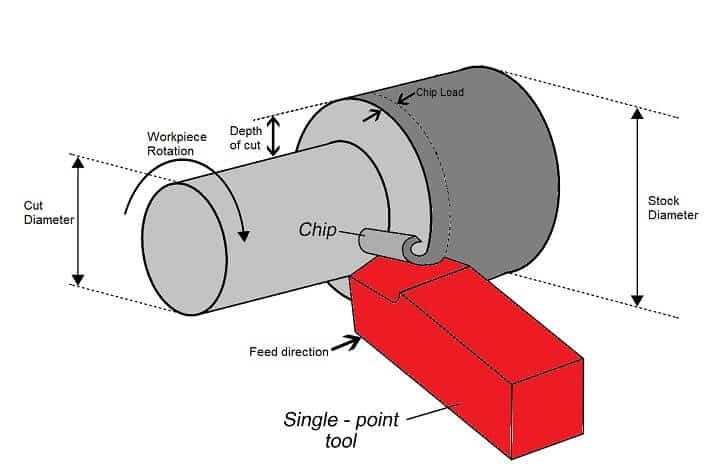
פעולות עיבוד שבבי במחרטת CNC נבדלות מפעולות אחרות מכיוון שבמקום כלי ספינינג, מכונות מחרטה כוללות חומר עבודה מסתובב. ככזה, כלי חיתוך המחרטה שונה באופן משמעותי מחלקי נתב או כרסום קצה. למרות זאת, חישובי המהירות וההזנה עבור פעולות פנייה דומים למדי לאלו של כרסום וקידוח, כאשר ההבדל היחיד הוא הקוטר שנלקח בחשבון לחישובים.
מכונות מחרטה כוללות חומר מסתובב, כך שמהירות הציר האופטימלית מחושבת באמצעות הקוטר המעובד של חומר העבודה במקום קוטר הכלי. האופטימלי מהירות ציר לפעולת סיבוב ניתן לחשב באמצעות המשוואה הבאה:
S = (Vs x 12)/(π x D)
כאשר S מציין את מהירות הציר בסל"ד, Vs מציין את מהירות החיתוך ב-SFM, ו-D מציין את קוטר החיתוך באינצ'ים. ראוי לציין כי היקף חומר העבודה או כלי החיתוך שווה למכפלת π ולקוטרו. לכן, ניתן לבטא את מהירות הציר גם כיחס בין מהירות החיתוך בממשק כלי עבודה והיקפו.
יתרה מכך, מכיוון שכלי מחרטה המשמשים לפעולות מפנה הם לרוב כלי חיתוך חד-נקודתיים, עומס השבבים שווה ערך להזנת החיתוך לכל סיבוב (באינץ' לסיבוב).
קצב הזנה (IPM) = מהירות ציר (RPM) x הזנה לכל סיבוב (IPR)
למידע נוסף על שלנו מפנה CNC יכולות
חישובים לפעולות קידוח
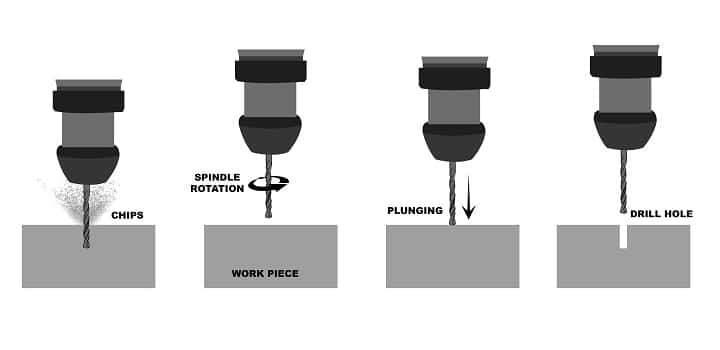
עבור פעולות קידוח, ניתן לחשב את המהירויות באמצעות הנוסחה הבאה:
S = (Vs x 1000)/(π x D)
כאשר Vs היא מהירות החיתוך במטרים לשנייה (m/sec) ו-D הוא קוטר הכלי במילימטרים (mm).
קצב ההזנה מחושב על ידי הכפלת מהירות הציר וההזנה לכל סיבוב:
קצב הזנה (IPM) = מהירות ציר (RPM) x הזנה לכל סיבוב (IPR)
למידע נוסף על שלנו קידוח CNC יכולות
שאלות נפוצות (שאלות נפוצות)
תלוי ב-Runsom עבור פרויקטי עיבוד ה-CNC שלך
עד עכשיו, אולי יש לך הבנה טובה של הרעיון של מהירות חיתוך וקצב הזנה בעיבוד CNC, אבל זה דורש מיומנויות וידע נרחב בתרגול בפועל. למה לא פשוט לפנות למומחה לדרישות הייצור שלך? Runsom דיוק, מומחה בתחום עיבוד CNC התעשייה, הבעלים של צוות מהנדסים וטכנאים מיומנים בעלי ניסיון עשיר בפעולות עיבוד CNC ותכנות CNC. פנה אלינו היום כדי לפתור את ענייני העיבוד שלך או לקבל הצעת מחיר מיידית עכשיו!
מאמרים נוספים שאתה עשוי להתעניין בהם: