עיבוד CNC, הידועה ברמת הדיוק והדיוק הגבוהים שלה, היא טכניקת ייצור חיסור נפוצה ברחבי העולם. היא חייבת את הצלחתו לתנועה היחסית הנשלטת על ידי CNC בין חומר העבודה לבין כלי חיתוך. ניתן לסווג תנועה זו כתנועות חיתוך והזנה, כאשר מהירות חיתוך וקצב הזנה משמשים כמדדים.
אז מה הם בדיוק מהירות חיתוך וקצב הזנה, מה ההבדל בין מהירות חיתוך לקצב הזנה? ואיך פרמטרים אלו משפיעים על הצלחת פרויקטים בייצור? עקוב אחרינו למידע נוסף.
מהי מהירות חיתוך?
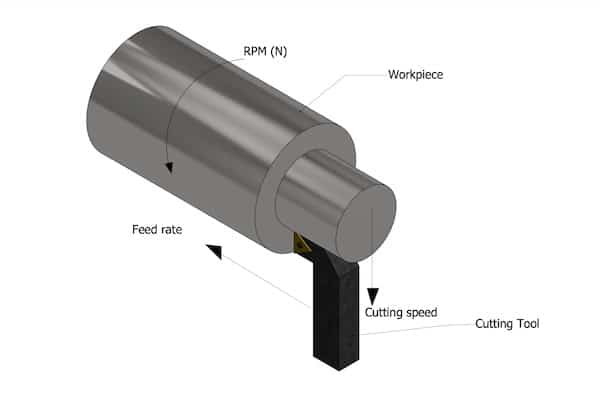
מהירות חיתוך מכונה בדרך כלל המהירות שבה כלי החיתוך ומשטח היצירה נעים זה לזה. זה יכול להיות מוגדר גם כמרחק הליניארי, הנמדד במטרים לדקה או רגל לדקה, שחומר כלי החיתוך עובר על פני השטח של חומר העבודה במהלך תהליך חיתוך.
מהירות החיתוך קובעת באופן משמעותי פרמטרים מרכזיים שונים ב עיבוד CNC, כולל צריכת חשמל, טמפרטורת חיתוך וחיי הכלי. השפעה זו מייצגת הבדל משמעותי בין קצב הזנה ומהירות חיתוך. הערכים הספציפיים של מהירות החיתוך ישתנו בהתאם לחומר המעובד, כגון אֲלוּמִינְיוּם, פלדת פחמן גבוהה, פלדת פחמן נמוכה, או פלסטיק.
גורמים שיש לקחת בחשבון עבור מהירות חיתוך אופטימלית
הבטחת מהירות חיתוך אופטימלית חיונית להשגת התפוקה הרצויה בעיבוד CNC. מהירות החיתוך האידיאלית עבור תהליך עיבוד CNC ספציפי כרוכה באופטימיזציה של ההיבטים הבאים:
1. חומר כלי החיתוך
מכונת CNC משתמשת בכלי חיתוך שונים, שיכולים להיות מורכבים מחומרים רכים או קשים. מהירות החיתוך האופטימלית תלויה באופן משמעותי בחוזק כלי החיתוך. לדוגמה, כלי חיתוך העשויים מחומרים בעלי חוזק גבוה כמו יהלום ופחמן בורון ניטריד מתאימים לחיתוך במהירות גבוהה, בעוד שכלי חיתוך מחומרים רכים יותר מתאימים יותר לחיתוך במהירות נמוכה.
להלן טבלה המתארת כמה חומרי כלי חיתוך נפוצים ואת הטווח המומלץ של מהירויות חיתוך מותרות.
| חומר כלי חיתוך | מהירות חיתוך (מ'/דקה) |
| פלדה במהירות גבוהה | 30-50 |
| קרביד מוצק | 60-100 |
| קֵרָמִיקָה | 300-600 |
| פחמן בורון ניטריד | 300-600 |
| יהלום | > 800 |
2. קשיות חלקי העבודה
הקשיות של חומר מתייחסת ליכולתו להתנגד לעיוות משריטות, שחיקה ושקעים. כדי לחתוך חומרים קשים יותר, יש לנקוט באמצעי זהירות מיוחדים כדי למנוע פגיעה בביצועי הכלים במהלך תהליך העיבוד. באופן ספציפי, חלקי עבודה קשים יותר, מהירויות החיתוך צריכות להיות איטיות יותר. לשם המחשה, טיטניום דורש מהירות חיתוך נמוכה בהרבה בהשוואה לאלומיניום.
להלן תרשים עם טווחי מהירות החיתוך המותרים עבור חומרים שונים בתהליכי עיבוד CNC שונים.
| חוֹמֶר | חֲרִיטָה | הִתעַמְלוּת | רימינג | כרסום קצה (חיספוס) | |
|---|---|---|---|---|---|
| אֲלוּמִינְיוּם | 400-1000 | 250-600 | 100-300 | 600 | |
| פליז | 225-300 | 150-300 | 130-200 | ||
| בְּרוֹנזָה | 150-225 | 100-250 | 75-180 | בינוני: 250 קשה: 125 | |
| ברזל יצוק | רַך | 100-150 | 75-150 | 60-100 | 60 |
| בינוני | 75-120 | 70-110 | 35-65 | ||
| קָשֶׁה | 50-90 | 60-100 | 20-55 | 50 | |
| נְחוֹשֶׁת | 100-200 | 60-100 | 40-60 | ||
| מגנזיום | 600-1200 | 300-650 | 150-350 | ||
| פלדת אל - חלד | עיבוד עיבוד חינם | 100-150 | 65-100 | 35-85 | 304: 5517-4PH: 35 |
| ציונים אחרים | 40-85 | 15-50 | 15-30 | ||
| פחמן וסגסוגת פלדה | עיבוד עיבוד חינם | 125-200 | 100-145 | 60-100 | נמוך C: 754140: 504340: 50 |
| פחות מ-0.3% C | 75-175 | 70-120 | 50-90 | ||
| 0.3% עד 0.6% C | 65-120 | 55-90 | 45-70 | ||
| יותר מ-0.6% C | 60-80 | 40-60 | 40-50 | ||
| טִיטָן | 25-55 | 30-60 | 10-20 | Ti-6AI-4V: 25 | |
הערה:
- הטבלה הזו מיועדת במיוחד עבור כלי פלדה במהירות גבוהה. אם אתה משתמש בחותך קרביד, זכור להתאים את מהירות החיתוך בהתאם לקשיות כלי החיתוך. לדוגמה, ייתכן שיהיה עליך להכפיל את המהירויות המפורטות בפקטור של 2 עד 4. בנוסף, כאשר עובדים עם כלי פלדת פחמן, מהירות החיתוך צריכה להיות נמוכה יותר.
- כל המהירויות הן ברגל פני השטח לדקה (SFM).
3. חיי כלי עבודה
מהירויות חיתוך גבוהות יותר עלולות לגרום לחומרי כלי חיתוך רכים יותר להתבלות במהירות, וכתוצאה מכך חיי הכלי קצרים יותר. לכן, התחשבות בחיי הכלי היא גורם מכריע נוסף בעת קביעת מהירות החיתוך. חיי הכלי מתייחסים לתקופה שבה כלי החיתוך נשאר יעיל ומשפיע באופן משמעותי על הדיוק של חומר העבודה ומהירות החיתוך שנבחרה.
מהו קצב ההזנה?
קצב ההזנה מכונה המרחק שעבר כלי החיתוך במהלך סיבוב אחד של הציר. זה יכול להיקרא גם מהירות חיבור כלי החיתוך והיא נמדדת בדרך כלל ביחידות כגון אינצ'ים לדקה או מילימטרים לדקה בפעולות כרסום.
עבור פעולות שיעמום וסיבוב, ניתן למדוד את קצב ההזנה ביחידות כגון אינצ'ים לסיבוב או מילימטרים לסיבוב. הערכים הספציפיים של קצבי ההזנה ישתנו בהתאם לגורמים כגון סוג החומר המעובד (אלומיניום, נירוסטה, פלדה, עץ וכו'), סוג חומר כלי החיתוך (כלי חיתוך HSS, קרמיקה, cermet וכו'). .), וגורמי חיתוך אחרים כמו גימור פני השטח וביצועי מכונת CNC.
האיכות האסתטית של המוצרים המעובדים מושפעת במידה רבה מקצב ההזנה, וזו הסיבה שקצב ההזנה משמש היבט קריטי בתהליכי עיבוד CNC.
גורמים שיש לקחת בחשבון עבור קצב הזנה אופטימלי
קצב ההזנה בעיבוד CNC קשור קשר הדוק להיבטים שונים של התהליך, לרבות בטיחות, איכות המוצר, חיי הכלי והפרודוקטיביות. כדי לקבוע את ערך קצב ההזנה האידיאלי, יש לקחת בחשבון מספר גורמים:
1. רוחב חיתוך
דילול שבבים נחשב לפגם בייצור שיכול להאריך את זמן ההובלה. כאשר רוחב החיתוך קטן ממחצית הקוטר, מתרחש דילול שבב, וכתוצאה מכך ירידה בעומס השבב או בכמות החומר שנחתך על ידי הכלי בסיבוב אחד. כדי למתן את ההשפעה של דילול שבבים, מומלץ להגדיל את קצב ההזנה, מכיוון שהיא יכולה לשפר את הפרודוקטיביות ולהאריך את חיי הכלי.
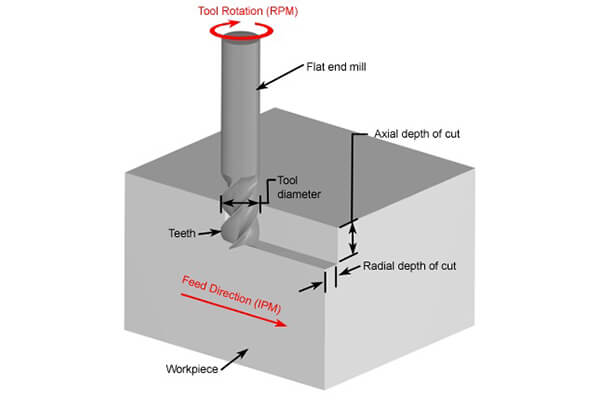
2. גיאומטריית כלי חיתוך
בנוסף לקצב ההזנה, לגיאומטריית הכלי יכולה להיות השפעה גם על גימור פני השטח של המוצרים. אם גיאומטריית הכלי מאפשרת, בחירה בערך גבוה יותר יכולה להיות יתרון.
3. יכולת כלי מכונה
קצב הזנה גבוה יותר יכול לגרום להגברת כוח החיתוך ורעידות. אז בחר את קצב ההזנה המתאים על חשבון כלי מכונההיכולת של לספוג ולהעביר את הכוחות והרעידות הגבוהים הללו.
4. גימור פני השטח
קצב הזנה נמוך יותר יכול לגרום לגימור משטח טוב יותר. לחיתוכים גסים, ניתן להשתמש בקצב הזנה גבוה יותר. כדוגמה, ניתן לשקול קצב הזנה של 0.01-0.05 מ"מ/סל"ד לפעולות גימור, בעוד שקצב הזנה של 0.1-0.3 מ"מ/סל"ד עשוי להתאים לפעולות סיבוב גס.
5. פרודוקטיביות
כדי להשיג שיעורי פרודוקטיביות גבוהים יותר, ניתן להגדיל את קצב ההזנה על חשבון איכות פני השטח. לחלופין, על ידי שמירה על קצב ההזנה יציב, ניתן להגביר את מהירות החיתוך.
6. הגבלת קצב הזנה
לכלי מכונות יש בדרך כלל מוט הזנה אחר הזנה הפועל בגבולות המינימום והמקסימום ספציפיים. עם זאת, עבור מכונות מחרטה קונבנציונליות, יש רק מספר מוגבל של אפשרויות קצב הזנה זמינות בטווח שצוין.
מהירות חיתוך לעומת קצב הזנה: ההבדל ביניהם בעיבוד CNC
למרות שגם לקצב ההזנה וגם למהירות החיתוך יש השפעה רבה על הביצועים הכוללים של מכונה, הם מייצגים מושגים שונים. כדי להשיג תוצאות אופטימליות ממכונת CNC, יש צורך להבין את ההבדל בין שני אלה.
| פָּרָמֶטֶר | מהירות חיתוך | קצב הזנה |
| ג'נרטריקס ודיירטריקס | מהירות החיתוך יוצרת את הכיוון. | קצב ההזנה מייצר את הגנרטריקס. |
| יחידות תנועה | נמדד במטרים לדקה (m/min) או רגל לדקה (ft/min) ומסומן ב-Vc. | נמדד במטרים לסיבוב (mpr) או אינצ'ים לסיבוב (ipr) ומסומן ב-s או f. |
| כיוון שבב | אין השפעה על סטייה מה- כיוון שבב אורתוגונלי. | השפעה רבה על כיוון זרימת השבב בפועל. |
| תְנוּעָה | תנועת חיתוך יוצרת מהירות חיתוך. | תנועת הזנה יוצרת קצב הזנה. |
| כוח חיתוך וצריכת חשמל | מהירות חיתוך משפיעה על פרמטרים אלה בקנה מידה גדול יותר. | קצב הזנה משפיע על פרמטרים אלה ברמה קטנה יותר. |
| חספוס פני השטח וסימני סקאלופ | לא קשור ישירות לסקלופים או לסימנים המיוצרים על המשטח המעובד. | קשור באופן משמעותי לסימנים המסולסלים על המשטח המוגמר. |
| טמפרטורת חיתוך, חיי הכלי ובלאי הכלים | מושפע מאוד. | פחות מושפע. |
1. תנועת כלי
קצב הזנה מתייחס למהירות שבה הכלי עובר דרך חומר העבודה, בעוד שמהירות חיתוך מתייחסת למהירות שבה קצה החיתוך של הכלי נע. במילים פשוטות, קצב ההזנה מודד את מהירות הכלי בזמן שהוא נע בחומר, בעוד שמהירות החיתוך מודדת את המהירות האמיתית שבה הכלי חותך.
2. Directrix & Generatrix
מהירות החיתוך, מסומנת כ-Vc, מספקת את הגנרטריקס ונמדדת בדרך כלל ב-m/min או ft/min. קצב ההזנה, המסומן כ-s או f, מספק את הכיוון ונמדד בדרך כלל ב-mm/rev או mm/min.
3. כיוון שבב
מהירות החיתוך אינה גורמת לכיוון השבב להיות אורתוגונלי. עם זאת, לקצב ההזנה יש בדרך כלל השפעה על הזרימה והכיוון של השבב בפועל.
4. טמפרטורת חיתוך, בלאי הכלים וחיי הכלים
לקצב ההזנה יש השפעה מינימלית על גורמים כגון טמפרטורת החיתוך, בלאי הכלים וחיי הכלים. עם זאת, מהירות החיתוך משפיעה באופן משמעותי על גורמים אלה.
5. כוח חיתוך וצריכת חשמל
למהירות החיתוך יש השפעה משמעותית הן על כוח החיתוך והן על צריכת החשמל במהלך תהליך העיבוד. לעומת זאת, לקצב ההזנה השפעה קטנה יותר יחסית על הפרמטרים הללו.
6. חספוס פני השטח וסימני סקאלופ
הנוכחות של צדפות או סימני הזנה על פני השטח המעובדים קשורה ישירות לקצב ההזנה ומשמשת ייצוג של חספוס פני השטח, בעוד שמהירות החיתוך אינה רלוונטית לסימנים המעובדים הללו.
כיצד לחשב מהירות חיתוך וקצב הזנה?
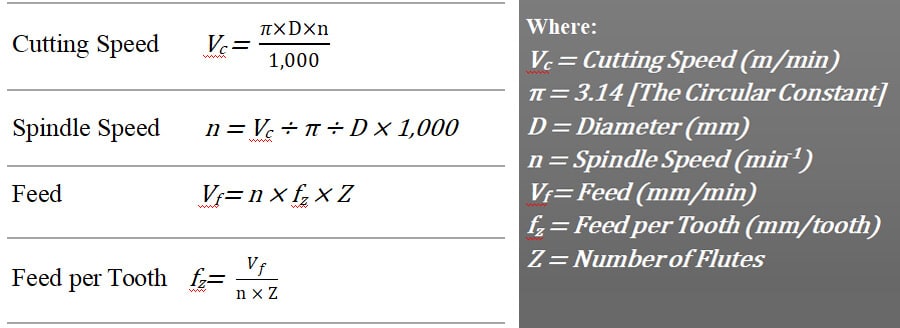
התמונה למטה מציגה את הפרמטרים החיוניים לחישוב מהירות החיתוך וקצב ההזנה. על מנת לקבוע ערכים אלו, מהירות הציר משמשת כדרישה הבסיסית. קצב ההזנה נקבע באמצעות שתי נוסחאות. ראשית, ההזנה לכל שן מחושבת, ולאחר מכן ערך זה משמש לקביעת קצב ההזנה של כלי החיתוך.
מה החשיבות של מהירות חיתוך וקצב הזנה בעיבוד שבבי CNC?
- מהירויות והזנות תורמים לתהליך העיבוד, שכן הם קובעים הן את קצב וכמות הסרת החומר.
- תוחלת החיים של כלי יכולה להיות מושפעת באופן משמעותי מהמהירויות וההזנות המשמשות במהלך העיבוד.
- למהירות החיתוך יש השפעה ישירה על טמפרטורת החיתוך. טמפרטורות חיתוך גבוהות יותר עלולות להשפיע לרעה על גורמים כגון חיי הכלי ו חספוס פני השטח.
- בהשוואה לעיבוד חומרים רכים יותר כמו אלומיניום או שרף, ההשפעות השליליות של מהירויות והזנות לא נכונות הופכות גלויות יותר כאשר עובדים עם חומרים קשים יותר כמו טיטניום או Inconel, שבהם יש מרווח מצומצם יותר לטעויות.
- אפילו אי התאמה קטנה בין המהירות לקצב ההזנה יכולה להוביל במהירות לשבירה של כלי החיתוך.
- יש צורך בקצב הזנה אופטימלי כדי להשיג חספוס משטח מעולה. שימוש בקצבי כלים גבוהים ובמהירויות ציר עלול לגרום להופעת סימני פטפוט על פני החומר.
גורמים מרכזיים נוספים שיש לקחת בחשבון
נתיב לא לינארי
בדרך כלל, קצב ההזנה כרוך בתנועה ליניארית כלומר, המרחק שעבר בקו. עם זאת, ישנם מקרים שבהם קצבי הזנה נחשבים לאורך נתיב אינטרפולציה קשתי או מעגלי, כגון עבור עיבוד קוטר חיצוני או קוטר פנימי.
ככל שעומק החתך גדל, זווית ההתקשרות על הכלי גדלה, מה שמוביל לנתיב לא ליניארי. מידת שילוב הכלים גבוהה יותר כאשר עובדים על פינות פנימיות בהשוואה לפינות חיצוניות.
הגבלת מהירות ציר
כדי לקבוע את מהירות החותך בסל"ד, יש צורך לדעת את רגלי השטח לדקה (SFM) על סמך החומר וקוטר החותך. במקרים מסוימים, במיוחד כאשר עובדים עם כלים קטנים או חומרים ספציפיים, המהירות המחושבת עשויה להיות בלתי מעשית.
במצבים כאלה, המכונאי יכול לבחור להפעיל את הכלי במהירות הגבוהה ביותר שניתן להשיג על ידי המכונה תוך שמירה על עומס השבבים הנדרש לקוטר. גישה זו מאפשרת השגת פרמטרים אופטימליים במהירות המרבית של המכונה.
אינטראקציה של מהירות חיתוך וקצב הזנה
במהלך תהליך העיבוד, כלי החיתוך מפעיל דחיסה על פני השטח של חומר העבודה ומבטל שכבה דקה של חומר בצורת שבב. יש צורך במהירות יחסית רצויה בין חומר העבודה לחותך כדי להעביר את כוח הדחיסה הנדרש. מהירות החיתוך אחראית בעיקר על יצירת המהירות היחסית הזו, ועוזרת לחזות את הסרת החומר.
כדי לדמיין את כמות החומר המוסרת מכל פני השטח של חומר העבודה, ישנה תנועה מסונכרנת נוספת הנקראת תנועת הזנה. הכיוון והסוג הספציפיים של תנועת הזנה זו יכולים להשתנות בהתאם לפעולת הכרסום המתבצעת. פעולות בו-זמניות אלו של קצב ההזנה, מהירות החיתוך ותנועת ההזנה ממלאות ביחד את הדרישות הבסיסיות של עיבוד שבבי.
שאלות נפוצות
סיכום
כדי לייעל היבטים שונים של פרמטרים של עיבוד CNC כגון חיי כלי עבודה, צריכת חשמל, זמן וחספוס פני השטח, חיוני לקבוע את מהירויות החיתוך וההזנות האופטימליות. ההבנה כיצד מהירות החיתוך וקצב ההזנה מתקשרים זה עם זה היא המפתח להשגת חלקים בעיבוד מדויק.
עבוד עם Runsom Precision לצרכי עיבוד CNC שלך
מלבד קצב הזנה ומהירות חיתוך, ישנם גורמים שונים אחרים שיכולים לשפר את היעילות של תהליך עיבוד CNC. עם זאת, אתה יכול להקל על החששות לגבי גורמים אלה על ידי עבודה עם יצרן מהימן ומנוסה כמו Runsom דיוק. צוות המהנדסים והמכינים המנוסים שלנו בקיאים ב שירותי עיבוד שבבי CNC ומוקדש לעמוד בדרישות עיבוד מגוונות, ומבטיח חלקים מעובדים באיכות מעולה באופן עקבי. צור איתנו קשר עכשיו כדי לקבל הצעת מחיר מיידית לכל צרכי עיבוד CNC שלך.
מאמרים נוספים שאתה עשוי להתעניין בהם: