


עיבוד CNC 5 צירים מציעה שיטה יעילה משמעותית לייצור מערך מגוון של רכיבים, המשתרעת מעבר לחלקי תעופה וחלל מורכבים. גישה זו מתייחסת לדרישות העיבוד של אימפלרים, להבים, מדחפים ימיים, רוטורים גדולים של גנרטור, טורבינת רוח להבים, גלי ארכובה למנועי דיזל כבדים ועוד.
כאן, נדון בעיבוד CNC בעל 5 צירים של האימפלר: מדוע להשתמש בו, אתגרים ופתרונות במהלך העיבוד, ומה עליך לקחת בחשבון בתהליך העיבוד.

מהו אימפלר?
אימפלר משמש כאלמנט המסתובב בתוך a משאבה צנטריפוגלית, אחראי על הנעת נוזל החוצה ממרכז הסיבוב, ובכך מעביר אנרגיה מהמנוע המניע של המשאבה לנוזל המועבר. המהירות שהושגה של האימפלר מומרת ללחץ כאשר תנועת הנוזל כלפי חוץ מוגבלת על ידי מעטפת המשאבה.
בדרך כלל, אימפלר לובש צורה של צילינדר קצר הכולל כניסה פתוחה (המכונה עין) לקליטת נוזל נכנס, שבבים להנעת הנוזל בצורה רדיאלית, וקדח משורטט, מפותל או מושחל כדי להכיל ציר הנעה.
דינמיקת הזרימה בתוך האימפלר מורכבת, פועלת לרוב בתנאים של טמפרטורה גבוהה, לחץ גבוה וחשיפה לסביבות קורוזיביות. העיצוב והאיכות של האימפלר ממלאים תפקיד חיוני בביצועים של מַגְדֵשׁ טוּרבּוֹ. גורמים כמו צורת השבשבת, ספירת השבבים ומהירות הסיבוב כולם משפיעים על יכולת הלחץ והזרימה שהאימפלר יכול ליצור.
קריטריונים בסיסיים לאימפלר יעיל כוללים:
- היכולת לספק תפוקת כוח משמעותית.
- שמירה על התנגדות מינימלית לזרימת אוויר בזמן שהיא עוברת דרך האימפלר, תוך שימת דגש על יעילות גבוהה.
- להבטיח שכל פרמטר מתאים לזרימת האוויר היוצאת מהאימפלר כדי למזער השפעות שליליות על רכיבים במורד הזרם.
סוגי אימפלרים
פתח את האימפלר
אימפלר פתוח כולל שבבים המורכבים ישירות על פיר ומוצמדים לרכזת מרכזית. לשבבים אלה אין קיר סגור, מה שהופך את האימפלרים הפתוחים פחות חזקים מאשר גרסאות סגורות או סגורות למחצה. עם זאת, אימפלרים פתוחים הם בדרך כלל קלים ומהירים יותר לניקוי ולתחזוקה. הם משמשים בדרך כלל במשאבות קטנות יותר וכאלה המיועדות לטיפול במוצקים מרחפים.
אימפלר סגור למחצה
אימפלרים סגורים למחצה כוללים דופן אחורי המשפר את חוזק האימפלר. בשימוש בדרך כלל לטיפול בנוזלים או בחומרים מוצקים, אימפלרים סגורים למחצה עשויים לחוות ביצועים מופחתים. עם זאת, הם מציעים את היתרון של ניהול יעיל של חומרים מוצקים.
אימפלר סגור
אימפלרים סגורים מוקפים בקירות קדמיים ואחוריים, מה שמגביר את שלמותם המבנית. בשימוש בעיקר במשאבות גדולות יותר, הם מתאימים ליישומים הכוללים מוצקים מרחפים.
סוגי אימפלרים אלה משמשים לעתים קרובות ביישומים הכוללים נוזלים צלולים, ומוכיחים שהם פחות יעילים בטיפול במוצקים ומציגים אתגרים במקרה של סתימות. מיוצרים באמצעות חומרי גלם איכותיים וטכנולוגיה מתקדמת תחת סטנדרטים בינלאומיים, האימפלרים הללו מבטיחים ביצועים אמינים.
כיצד לעבד אימפלר בעיבוד שבבי?
עיבוד האימפלר כולל שלבים שונים, כולל חיספוס, חצי גימור וגימור:
חיספוס
אפשרויות חיספוס שונות זמינות, כולל חיתוכים רגילים מרובים לפני השטח, חיתוכים בציר אמצע לאורך ציר המכשיר, חיתוך צלילה מלא של 5 צירים וחספוס אדפטיבי.
כדי להשיג גימור מעולה באמצעות מכונה בעלת 5 צירים, הכלי חייב להיות זווית ספציפית לשטח הפנים.
תהליך עיבוד האימפלר מפולח למספר שיטות עיבוד, כגון עיבוד גס של האימפלר, עיבוד אמצע משטח הלהב, גימור משטח הלהב וגימור משטח הרץ.
עיבוד גס שואף להסיר ביעילות ובמהירות עודפי חומר, וזו גם השיטה שמציגה בצורה הטובה ביותר את היעילות של עיבוד אימפלר. זה כולל כרסום חללים וחספוס רב להבים.
חצי גימור
מסלולי הכלים לחצי גימור וגימור זהים במהותם, ונבדלים רק בכמות החומר שנותר ובערך המעבר. חשוב לוודא שנשאר מספיק חומר לתהליך הגמר. בביצוע מדויק, חיתוך הגימור יהיה מדויק ונטול רעידות, המאפשר חיתוך חלק ומבוקר, גם בלהבים דקים במיוחד. חותכי קצה מחודד הם הבחירה המועדפת בשל קשיחותם המרבית.
מסיים
מטרת הגימור היא להשיג משטח איכותי. זה קשור קשר הדוק לבחירת הכלים ולשילוב של מהירות הכלים והזנה, כפי שהוכח בגימור ברמת Z.
הגימור של להבי האימפלר מהווה אתגר משמעותי. להבי אימפלר הם לרוב דקים, מעוותים, משתנים בגובהם מקצה לקצה, ומרווחים קרובים. חשוב לשמור על תבנית חיתוך במקביל למשטח המרכזי ולבצע את כל חיתוך הלהב בתנועה רציפה אחת כדי למנוע סימני כלים לא רצויים על חומר העבודה.
שיפור היעילות של עיבוד האימפלר כרוך בעיקר בשיפור יעילות החיספוס. השימוש בהגדרת חיספוס אימפלר חמישה צירים מאפשר מימוש חיספוס במכונת CNC של חמישה צירים עבור האימפלר, המבטיח הסרת חומרים אחידה, נתיב עיבוד חלק יחסית ויעילות עיבוד משופרת.
מדוע לבחור בעיבוד CNC 5 צירים לעיבוד שבבי אימפלר?
עיבוד שבבי CNC 5 צירים משמשים לייצור משטחים מורכבים על רכיבים הדורשים עיבוד 5 צירים. תהליך זה משפיע באופן משמעותי על תעשיות כגון מטוסים, תעופה וחלל, מחקר מדעי, ציוד מדויק, דיוק גבוה ציוד רפואי, ציוד אופטי, הגנת הסביבה ועוד.
נכון לעכשיו, מרכז עיבוד CNC בעל 5 צירים עומד כשיטה היחידה הזמינה לטיפול בעיבוד של אימפלרים, להבים, מדחפים ימיים, רוטורים של גנרטורים כבדים, רוטורים של טורבינות, גלי ארכובה גדולים של מנועי דיזל ורכיבים דומים.
- עיבוד 5 צירים כולל יעילות ודיוק גבוהים.
- טווח התנועה הנוסף המסופק על ידי עיבוד 5 צירים מאפשר יצירת צורות מורכבות ומגוונות מבלי להתפשר על הדיוק.
- ניתן להשלים רכיבים אך ורק במכונה בעלת 5 הצירים, מה שמבטל את הצורך בהעברת חלקי עבודה על פני תחנות עבודה מרובות ומבטיח דיוק גבוה יותר בחלקים המוגמרים.
- השימוש בטכנולוגיית 5 צירים מאפשר להשלים את האימפלרים בהגדרה אחת, מה שמפחית את הצורך במספר הגדרות והכנת מתקנים, וכתוצאה מכך חיסכון בזמן ובעלויות.
- עיבוד 5 צירים תורם להישגים יוצאי דופן גימורי משטח, ובכך לשפר את האיכות הכוללת של החלקים.
- קצר יותר כלי חיתוך ניתן להעסיק כדי להשיג יותר מהירויות חיתוך והפחתת רעידות הכלים, מה שמוביל לדיוק מוגבר.
אתגרים ופתרונות באימפלר לעיבוד שבבי CNC
חלק זה ינתח את הקשיים והפתרונות הרלוונטיים לעיבוד CNC של אימפלרים במצבים נתונים.
אתגרים
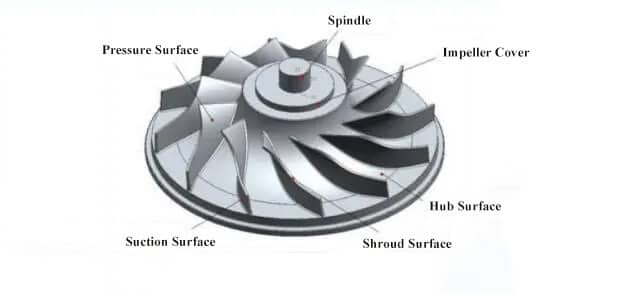
המבנה הטיפוסי של אימפלר מורכב ממספר קבוצות של להבים המפוזרים באופן שווה על פני השטח המעוגל של הרכזת. כל סט של להבים עשוי להכיל להב בודד או להבים מרובים, כאשר הראשונים מכונה להבים שווים והאחרונים כלהבים צולבים. סידור זה תורם לאפקט האימפלר הכולל, כפי שמתואר בתמונה הבאה.
יתר על כן, יש להסיר כמות משמעותית של חומר בין הלהבים. כדי לעמוד בדרישות האווירודינמיות, הלהבים כוללים לעתים קרובות משמעותיים זוויות פיתול ורדיוסים בשורשיהם, מה שמסבך את תהליך העיבוד של האימפלר. לסיכום, ניתן לתאר את האתגרים בעיבוד אימפלר באופן הבא:

- נתיב עיבוד מחודד: נתיב העיבוד של האימפלר מחודד, ואורכי הלהב ארוכים ועדינים יחסית.
- קירות דקים: האימפלר מאופיין בקירות דקים, מה שהופך אותו לרגיש מאוד לעיוותים במהלך תהליך העיבוד.
לחלק הצר ביותר של חריץ הלהב יש עומק העולה על פי 8 מקוטר הלהב טחנת קצה, והלהבים הסמוכים קטנים במיוחד, מה שמגדיל את הרגישות של כרסמות קצה בקוטר קטן לשבירה. יתר על כן, שליטה מדויקת בעומק החיתוך מייצגת היבט טכנולוגי מרכזי.
פתרונות
במקרה זה, משטח האימפלר הכולל מציג תצורה חופשית עם נתיב זרימה צר, פיתול משמעותי של הלהב והטיה לאחור ניכרת. גורמים אלו תורמים להפרעות פוטנציאליות משמעותיות בין החלקים במהלך תהליך העיבוד, מה שהופך את משימת העיבוד למאתגרת למדי. בהתחשב בכך שחלק מהלהבים משלבים להבים קטנים יותר, עיבוד המשטחים המעוקלים שטח אחר אזור הופך להיות הכרחי כדי למנוע הפרעות חלק. כתוצאה מכך, שמירה על עקביות על פני השטח של האימפלר לאחר השלמתו מתגלה כמאמץ מאתגר.
עיבוד אימפלר כרוך בהתחשבות לא רק בגורמים גיאומטריים כגון גודל, צורה ומיקום אלא גם בהיבטים מכניים, פיזיים וכימיים. לפני העיבוד, אימפלר ריק חייב לעבור בדיקה קפדנית עבור כל נזק. להבי האימפלר חייבים להציג איכות משטח יוצאת דופן, עם דרישות דיוק גבוהות למשטח הלהב, פני הרכזת והלהב. ה חספוס פני השטח צריך להיות מתחת ל-Ra0.8μm. המעבר החלק של החתך והמרקם האחיד של הלהבים מכתיבים את הכיוון והנתיב של כרסום הקצה.
במהלך פעולת האימפלר, השגת גבוה איזון דינמי הוא קריטי למזעור רטט ורעש. כתוצאה מכך, יש לקחת בחשבון את הסימטריה של האימפלר במהלך תהליך העיבוד. בתכנות CAM, ניתן להגדיר פרמטרים של להב ורץ כדי להשיג סימטריה של אימפלר. בנוסף, יש לעשות מאמצים לצמצם למינימום שגיאות הנובעות מהידוק או שינויי טחנה.
שיקולים לעיבוד CNC של אימפלר
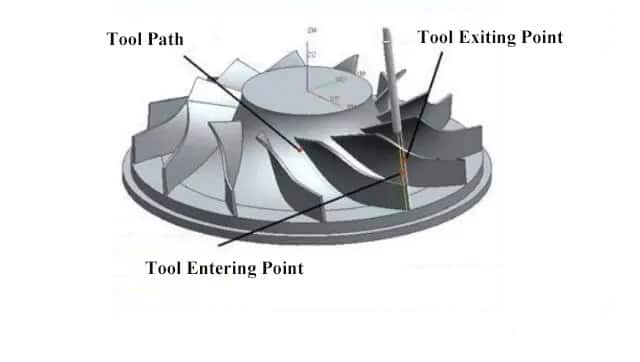
כדי למנוע הפרעות, זה דורש התייחסות מדוקדקת של ציר כלי החיתוך. במיוחד במהלך ההזנה והיציאה של טחנות הקצה, הקפדה על הגדרת היציאה שצוינה היא קריטית. יתר על כן, מתי שיוף ופילו יש לקבוע את להבי האימפלר, את המרחק והכיוון הנכונים לכניסה וליציאה, כפי שמודגם בתמונה למטה:
- מיקום נכון של חומר העבודה חיוני למניעת התנגשויות בין כלי החיתוך והמתקנים.
- כאשר מהדקים את חומר העבודה על המכונה, מרחק הנסיעה של ה מכונת CNC יש לקחת בחשבון כדי למנוע נסיעות יתר.
עיבוד CNC מותאם אישית של פתרון אימפלר מגדש טורבו ב-Runsom Precision
אם אתה מחפש מתקדם שירותי עיבוד CNC 5 צירים, אתה יכול לסמוך עליו Runsom דיוק. המהנדסים ב-Runsom Precision הם בעלי מומחיות של עשרות שנים בעיבוד CNC מותאם אישית של פרויקטי אימפלר מגדשי טורבו, המתמחים בייצור של רכיבים סיבוביים מורכבים הכוללים להבים מרובים על פני מגוון רחב של חומרים, תוך הקפדה על מידות מדויקות ומפרטים קפדניים, כולל אך לא רק בליסקים. , אימפלרים ולהבים בודדים. היכולות שלנו כוללות כרסום 5 צירים בו-זמני במהירות גבוהה של אימפלרים של מגדשי טורבו, מרווחי מנועי אוויר, אימפלרים מדחסים, טורבינות, משאבות, להבים ושבטים.
אנו ערוכים להציע שיטות ייצור יעילות יותר, תהליכים ושינויי עיצוב המותאמים לדרישות שלך ובו זמנית להפחית את עלויות הייצור. פנה אלינו כדי להשיג ציטוט מיידי והתחל את פרויקטי עיבוד CNC של האימפלר שלך עוד היום!
למידע נוסף על שלנו שירותי עיבוד שבבי CNC של אימפלר בהתאמה אישית
מאמרים נוספים שאתה עשוי להתעניין בהם:


