

בכל הנוגע לאיכות של משטח מעובד או מוגמר, תמיד יהיו שני מונחים רלוונטיים: חספוס פני השטח וגימור פני השטח. למרות שהם משמשים לעתים קרובות לסירוגין, הם אינם זהים מבחינה מדעית עם הבדלים ברורים.
חספוס פני השטח מתייחס למדידה הניתנת לכימות של אי הסדירות על פני השטח, בעוד גימור פני השטח הוא הערכה איכותית המבוססת על המראה שלו או בעקיפין מערך החספוס. עם זאת, ב חנות מכונותs, מקובל להשתמש במונח גימור פני השטח כדי לתאר רק את חספוס פני השטח.
מאמר זה יתמקד בהבדל בין חספוס פני השטח לגימור פני השטח מבחינת התכונות, הערך, המדידה והתכונות שלהם. בנוסף, הוא יספק תרשים של חספוס טיפוסי שהושג בכמה תהליכי ייצור נפוצים ותרשים המרת חספוס משטח משותף לעיון. בואו נמשיך ללמוד עוד.

מהו חספוס פני השטח?
חספוס פני השטח, הידוע גם בשם חספוס, הוא היבט קריטי של גימור פני השטח אשר בדרך כלל מוגדר, נמדד ומחושב. הוא מוגדר על ידי הווריאציות בכיוון הווקטור הנורמלי של משטח בפועל בהשוואה לצורתו האידיאלית. כאשר שינויים אלו משמעותיים, המשטח נחשב מחוספס, ואילו אם הם מינימליים, המשטח נחשב חלק.
במטרולוגיה של פני השטח, חספוס קשור בדרך כלל לרכיבים בתדר גבוה ובאורך גל קצר של משטח נמדד. עם זאת, ביישומים מעשיים, לעתים קרובות יש צורך לשקול גם את המשרעת (גודל הסטיות) וגם את התדירות (באיזו תדירות הן מתרחשות) כדי לקבוע אם משטח מתאים למטרה המיועדת לו.
מהו גימור פני השטח?
גימור פני השטח מתייחס למרקם של משטח ולעתים קרובות נעשה בו שימוש לסירוגין עם המונח מרקם משטח. הוא מורכב משלושה מרכיבים עיקריים: חספוס, שכבה וגלי. גימור פני השטח של מוצרים מיוצרים יכול להשתנות מאוד, בהתבסס על החומרים והתהליכים המשמשים במהלך הייצור.
מפרטים עבור גימור פני השטח מצוינים בדרך כלל על שרטוטים טכניים ל חלקים מכניים, במיוחד במקרים שבהם חלקים צריכים להתאים זה לזה באופן הדוק, ליצור אינטראקציה זה עם זה או ליצור אטימה. על מנת לציין ולפרש כראוי סמלי מרקם פני השטח בשרטוטים טכניים, ה ASME (האגודה האמריקאית של מהנדסי מכונות) פרסמה את תקן Y14.36M Surface Texture Symbols. ה-ASME מפרסם גם את B41.6 Surface Texture Standard, המספק הגדרות ושיטות מדידה לגימור פני השטח.
תקשורת ברורה ואפקטיבית של דרישות פני השטח היא חיונית כדי להבטיח שהמוצר הסופי עומד בתקני הביצועים הרצויים. אי הכללה, ציון מדויק או פירוש נכון של דרישות גימור משטח עשוי להיות בעל השלכות משמעותיות על הביצועים והעלות של המוצר הסופי.
גימורי משטח שונים
באופן כללי, כאשר נדרשת רמת טוהר גבוהה במוצר, ציוד הייצור חייב להיות בעל גימור משטח עדין יותר. למשל, ה גימור 2B משמש בדרך כלל בציוד אפייה, עיבוד מזון, ציוד פרמצבטי, מייבשי תוף ואקום, ומיכלים וכלים. גימור זה נחשב לחלק, או במקרים מסוימים, אפילו חלק יותר מגימור #4 מלוטש, ושניהם מקובלים במפגש תקני USDA. החספוס הממוצע (ערך Ra) עבור גימור 2B נע בדרך כלל בין 0.3 (12) ל-1 µ (40), תלוי במד המתכת.
להלן כמה גימורים אחרים וממוצעי החספוס המתאימים להם לשם השוואה:
- גימור #1, הידוע גם כ- Hot Rolled, Analed, and Pickled (HRAP), הוא המצב הראשוני של חומר הצלחת כאשר הוא עוזב את הטחנה. יש לו משטח מחוספס מאוד, שנע בדרך כלל בין 3.2 (125) ל-12.5 (500) Ra, ולא עבר תהליכי גימור מכניים כגון יישום שוחקים.
- גימור #4 הוא גימור בעל גרגירים ישרים המכונה לעתים קרובות גימור "מוברש", יחד עם גימורי #3 ו-#6. לגימור סטנדרטי #4 יש בדרך כלל ערך Ra של כ-0.8 (32), בעוד שלגימור חלבי או סניטרי #4 יש ממוצע חספוס בין 0.3 (12) Ra ל-0.4 (16) Ra.
- שני גימורים נוספים, #7 ו-#8, הם גימורים מלוטשים. פני השטח של גימור #8 כמעט ללא רבב, עם ערך Ra נמוך במיוחד של 0.025 (1) Ra.
אמנם ישנם גימורים זמינים רבים אחרים, עבור יישומים ביו-פרמצבטיים כגון הזרקות ותמיסות אוטיות, גימור פני השטח של בסביבות 0.38 (15) Ra עם ליטוש אלקטרו מצויין בדרך כלל ותואם לתקני BPE SF-4. ייתכן שיצרני אבקות וטאבלטים יוכלו להשתמש בגימור משטח מחוספס מעט יותר של כ-0.5 (20) Ra תחת תקני BPE SF-2, מכיוון שהוא אינו דורש ליטוש אלקטרו.
ההבדל בין חספוס פני השטח לגימור פני השטח
גימור פני השטח מורכב משלושה אלמנטים עיקריים: חספוס, שכבה וגליות. בין אלה, חספוס הוא ההיבט של גימור פני השטח הנפוץ ביותר.
חספוס מתייחס למדידה של חריגות מאקרו וגם של מיקרו ואי-סדירות הקיימים על משטח מוגמר לאחר עיבוד שבבי. הוא מספק אינדיקציה כמותית של גובה הפסגות ועומק העמקים של שפל פני השטח הללו. למדידת חספוס, קיימים מכשירים שונים המאפשרים מדידה מדויקת.

לעומת זאת, גימור משטח מתאר ומייעד באופן איכותי את המראה והאיכות הכוללים של משטח. זה יכול להיעשות על ידי התבוננות ויזואלית על פני השטח או על ידי התחשבות בערך החספוס. תכונות תיאוריות כגון רע, גרוע, טוב, מבריק, עדין וכו', משמשות לאפיון איכות הגימור. בניגוד לחספוס, גימור פני השטח אינו מניב ערכים מספריים, והוא יכול להיות מושפע מתפיסה אנושית סובייקטיבית.
טבלה זו מסכמת את ההבדלים העיקריים בין חספוס פני השטח לגימור פני השטח.
| חספוס פני השטח | גימור פני השטח |
| מדידה כמותית של אי-סדירות פני השטח | הערכה איכותית של איכות פני השטח |
| מספק ערכים מספריים לגובה השיא ולעומק העמק | מתואר על ידי תכונות כמו רע, גרוע, טוב, מבריק, בסדר וכו'. |
| נמדד באמצעות מכשירים ספציפיים | נקבע חזותית או על סמך ערך החספוס |
| מדידה אובייקטיבית | הערכה סובייקטיבית |
| עוזר להעריך היבטים פונקציונליים, כגון חיכוך ובלאי | מציין את המראה הכללי ואת המשיכה האסתטית של המשטח |
ערך כמותי ואיכותי
ניתן למדוד את כל הפרמטרים הפיזיים והערכים שלהם מיוצגים באמצעות ערכים מספריים ויחידות מתאימות. מדידות כמותיות תמיד מספקות ערכים מספריים יחד עם יחידות. חספוס פני השטח הוא דוגמה לפרמטר הניתן למדידה. לדוגמה, החספוס הממוצע של משטח כרסום מיקרו הוא 325 ננומטר. מצד שני, גימור הוא פרמטר איכותי שלא ניתן לבטא באמצעות ערכים מספריים. במקום זאת, תכונות כגון טוב, רע, גרוע, מחוספס וכו' משמשות לתיאור הגימור.
פרמטר סובייקטיבי ותפיסה אנושית
תכונות גימור פני השטח הן סובייקטיביות ומסתמכות על היישום הספציפי או התוצאה הרצויה. לדוגמה, משטח כרסום הנחשב לבעל גימור טוב עבור מעטפת עשוי להיחשב כבעל גימור גרוע אם הוא מיועד לשימוש במבנה מיסב כדורי. עם זאת, החספוס נשאר זהה ללא קשר ליישום. הוא בלתי תלוי באפליקציה ואינו מושפע מהטיה אנושית. מכיוון שלבני אדם יש העדפות שונות, מה שאדם אחד מחשיב כגימור טוב, ייתכן שאדם אחר לא. לכן, לתכונות המשמשות לתיאור גימור פני השטח יש יישום מוגבל בהקשר מדעי.
כלי מדידה
ניתן למדוד את חספוס פני השטח במדויק באמצעות מכשירים שונים, הן מסוגים מגע והן ללא מגע, הנגישים בקלות בשוק. מכשירים אלו מגיעים עם תכונות ויכולות שונות. ללא קשר למכשיר המדידה הספציפי המשמש, חספוס הוא בעצם מדידה של גובה הפסגות ועומק העמקים על פני השטח של עצם. מצד שני, גימור פני השטח לא ניתן למדוד ישירות באמצעות מכשירים. במקום זאת, הערך של חספוס פני השטח משמש כאינדיקטור עקיף לציון הגימור של משטח.
הערכה באמצעות פרמטרים אחרים
תהליכי ייצור שונים מייצרים רמות שונות של גימור פני השטח. בדרך כלל, תהליכים כגון עיבוד שבבי, הכוללים יצירת פני השטח, וטכניקות שינוי פני השטח כמו טיפול בחום, ציפויוצביעה, נוטים לגרום לחספוס נמוך יותר. עם זאת, תהליכים חדשים ומתקדמים יותר כמו מטלורגיית אבקה ו יציקת השקעה יכול גם לספק משטחים באיכות גבוהה. הערכת חספוס יכולה להיעשות על ידי התחשבות בפרמטרים שונים של תהליך ותכונות מכשיר רלוונטיות המשמשות בתהליך. לדוגמה, בעיבוד שבבי עם כלי חד, ניתן לבטא את החספוס המשוער באמצעות פרמטרים כגון קצב הזנה, זווית קצה חיתוך עיקרי ועזר. עם זאת, לא ניתן להעריך את גימור פני השטח באותו אופן.
טבלת השוואה של חספוס פני השטח - ערך Ra עבור תהליכי עיבוד שונים
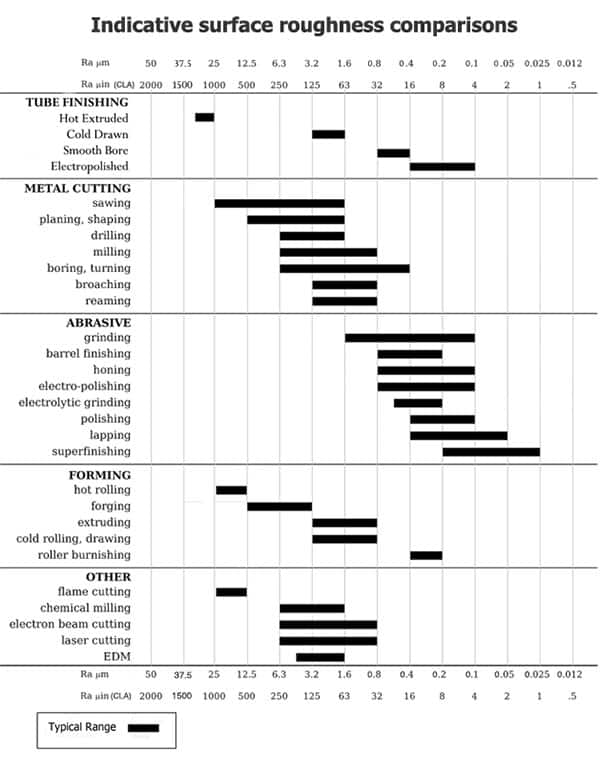
איכות גימור פני השטח של חלק מושפעת מאוד מתהליך הייצור בו נעשה שימוש, והשגת גימורים חלקים מאוד דורשת לעיתים שלבים נוספים כמו השחזה או ליטוש. חשוב לוודא שמפרטי החספוס נופלים במגבלות של תהליך הייצור העיקרי.
תהליכי ייצור מסוימים מציעים רמה מסוימת של שליטה על גימור פני השטח במסגרת יכולות הציוד. לדוגמה, בפעולות כרסום או סיבוב, שימוש בעומקי חיתוך רדודים ומהירויות הזנה איטיות מביאים בדרך כלל לגימורים חלקים יותר, בעוד שחיתוכים עמוקים יותר ומהירויות מהירות יותר מניבים גימורים מחוספסים יותר. מצב כלי החיתוך יכול להשפיע גם על גימור פני השטח.
התמונה למטה מציגה את החספוס היחסי של פני השטח של תהליכי ייצור נפוצים:
תרשים המרת חספוס פני השטח
להלן טבלת המרה על חספוס משטח נפוץ:
| חצץ מס. | חספוס, נ | ערכי חספוס, רא | RMS (µin.) | ממוצע קו מרכז, CLA | חספוס, רט | |
| מס' ISO | מיקרומטר (מיקרומטר) | מיקרו אינץ' (µin.) | (µin.) | (מיקרומטר) | ||
| ---- | N12 | 50 | 2000 | 2200 | 2000 | 200 |
| ---- | N11 | 25 | 1000 | 1100 | 1000 | 100 |
| ---- | N10 | 12.5 | 500 | 550 | 500 | 50 |
| 60 | N9 | 6.30 | 250 | 275 | 250 | 25 |
| ---- | N8 | 125 | 137.5 | 125 | 13 | |
| 80 | ---- | 1.80 | 71 | 78 | 71 | 9.0 |
| ---- | N7 | 1.60 | 63 | 64.3 | 63 | 8.0 |
| 120 | ---- | 1.32 | 52 | 58 | 52 | 6.6 |
| 150 | ---- | 1.06 | 42 | 46 | 42 | 5.3 |
| ---- | N6 | 0.80 | 32 | 32.5 | 32 | 4.0 |
| 180 | ---- | 0.76 | 30 | 33 | 30 | 3.8 |
| 220 | ---- | 0.48 | 19 | 21 | 19 | 2.4 |
| ---- | N5 | 0.40 | 16 | 17.6 | 15 | 2.0 |
| 240 | ---- | 0.38 | 15 | 17 | 12 | 1.9 |
| 320 | ---- | 0.30 | 12 | 14 | 9 | 1.5 |
| 400 | ---- | 0.23 | 9 | 10 | 8 | 1.3 |
| ---- | N4 | 0.20 | 8 | 8.8 | 4 | 1.2 |
| 500 | N3 | 0.10 | 4 | 4.4 | 2 | 0.8 |
| ---- | N2 | 0.05 | 2 | 2.2 | 1 | 0.5 |
| ---- | N1 | 0.025 | 1 | 1.1 | 1 | 0.3 |
סמלי חספוס פני השטח: Ra vs Rz
גם Ra וגם Rz הן מדידות המשמשות לכימות חספוס פני השטח, אך הן נבדלות במשמעויות ובחישובים הספציפיים שלהן.
Ra, או חספוס פני השטח הממוצע, מייצג את המרחק הממוצע בין הפסגות והעמקים על פני השטח, כמו גם את הסטייה מהקו הממוצע באורך דגימה מוגדר. הוא מספק ערך ממוצע של החספוס על פני השטח הנמדד.
מצד שני, Rz, או הגובה המרבי הממוצע של הפרופיל, מודד את ההבדל הגדול ביותר בין הפסגה הגבוהה ביותר לעמק הנמוך ביותר בתוך קבוצה של חמישה אורכי דגימה. זה מציין את השונות המקסימלית בגובה על פני השטח.
בעוד ש-Ra מספק מדידה ממוצעת, ייתכן שהוא לא יתפוס במלואו את תכונות פני השטח הספציפיות של חלק שנבדק. במקרים מסוימים, משטחים המעובדים בשיטות שונות יכולים להיות בעלי אותו ערך Ra. כדי לטפל במגבלה זו, לעתים נעשה שימוש ב- Rz כדי לחסל שגיאות ולספק הערכה מקיפה יותר של חספוס פני השטח.
ערך Ra עבור חומרים שונים בעיבוד שבבי
דרישות גימור פני השטח עבור חומרים שונים ב עיבוד CNC תלוי בגורמים כמו תהליך העיבוד, מהירות חיתוך, צורת הכלי, עומק החיתוך ועוד. להלן כמה טווחים אופייניים למתכות נפוצות:
- פלדה: ערכי Ra עבור פלדה יכולים להשתנות בין 0.2 מיקרומטר ל-3 מיקרומטר, בהתאם לתהליך העיבוד הספציפי. לדוגמה, פנייה גורמת בדרך כלל לערכי Ra בין 0.4 מיקרומטר ל-1 מיקרומטר, בעוד שחיקה יכולה להשיג ערכי Ra נמוכים עוד יותר בסביבות 0.2 מיקרומטר.
- אלומיניום: לאלומיניום יש בדרך כלל ערכי Ra נמוכים יותר בהשוואה לפלדה, הנעים בין 0.1 מיקרומטר ל-1 מיקרומטר. תהליכי חריטה וכרסום מייצרים בדרך כלל ערכי Ra בין 0.2 מיקרומטר ל-0.5 מיקרומטר, בעוד שחיקה יכולה להשיג ערכי Ra נמוכים עד 0.1 מיקרומטר.
- נחושת: ערכי Ra עבור נחושת נופלים בטווח של 0.1 מיקרומטר עד 1 מיקרומטר. תהליכי חריטה וכרסום מניבים בדרך כלל ערכי Ra בין 0.2 מיקרומטר ל-0.5 מיקרומטר, בעוד שחיקה יכולה להשיג ערכי Ra נמוכים עד 0.1 מיקרומטר.
- טיטניום: טיטניום נוטה להיות בעל ערכי Ra גבוהים יותר בהשוואה לפלדה, הנעים בין 0.5 מיקרומטר ל-4 מיקרומטר. תהליכי חריטה וכרסום מביאים בדרך כלל לערכי Ra בין 0.8 מיקרומטר ל-1.5 מיקרומטר, בעוד שחיקה יכולה להשיג ערכי Ra נמוכים עד 0.5 מיקרון.
מתי להשתמש בערך Rz?
יש להשתמש בערך Rz במצבים הבאים:
- עבור משטחים מחוספסים או חלקים במיוחד, תוך התחשבות בתנאי העבודה והבדיקה, מומלץ להשתמש ב- Rz כדי לקבל הערכה מדויקת יותר של חספוס פני השטח.
- בעבודה עם חומרים רכים, יש להשתמש ב-Rz במקום Ra. הסיבה לכך היא שמדידות Ra, הכוללות מעקב אחר מחט, עלולות לשרוט את פני השטח של חומרים רכים ולהוביל לתוצאות לא מדויקות.
- אם שטח המדידה קטן מאוד ויש לו פחות מ-5 פסגות מתאר פנימיות או עמקים באורך הדגימה, יש להשתמש ב-Rz למדידת חספוס פני השטח.
- כאשר עוסקים בחלקים שיש עמידות החומר דרישות, Rz הוא פרמטר מתאים לשקול להערכת גימור פני השטח.
כיצד למדוד חספוס פני השטח?
חספוס פני השטח מתייחס לכמה המשטח סוטה מצורתו הרצויה. זה נמדד בדרך כלל במגוון שיטות.
שיטות יצירת קשר: כרוך בשימוש בבדיקה שיוצרת מגע פיזי עם פני השטח כדי למדוד את החספוס שלו. שיטת המגע הנפוצה ביותר היא שיטת החרט, שבה מניעים חרט על פני המשטח וכל סטייה נמדדת ונרשמת.

שיטות ללא מגע: משמש למדידת חספוס פני השטח ללא מגע פיזי. שיטות אלה כוללות בדרך כלל סריקת פני השטח באמצעות טכניקות כמו לייזרים או מערכות אופטיות, והחספוס נקבע על סמך האור המוחזר או המפוזר. השיטה האופטית היא גישה נפוצה ללא מגע שבה אור מוקרן על פני השטח והאור המוחזר נמדד כדי להעריך את החספוס.

ניתוח תמונה: הוא לוכד תמונות של פני השטח באמצעות מצלמה או מיקרוסקופ ומנתח אותם כדי למדוד חספוס פני השטח. שיטה זו שימושית במיוחד עבור משטחים בעלי פרטים מורכבים או תכונות עדינות שלא ניתן למדוד ביעילות בשיטות אחרות.
שיטות בתהליך: אפשר ניטור בזמן אמת של פני השטח במהלך עיבוד שבבי או תהליכים אחרים, מה שמאפשר למפעילים לקבל משוב בעל ערך. שיטות אלו עשויות להציע תוצאות מדויקות יותר בהשוואה לטכניקות אחרות מכיוון שהן מודדות את פני השטח בתנאים הדומים מאוד ליישום בפועל.
טכניקות השוואה: השתמש בדגימות חספוס של פני השטח שנוצרו באמצעות אותו ציוד, תהליך וחומר כמו המשטח המוערך. דגימות אלו מושוות מבחינה ויזואלית ומישוש לסטנדרט ידוע של חספוס פני השטח. שיטות אלה משמשות לעתים קרובות ביישומים לא קריטיים, שכן התהליך מסתמך על שיפוט סובייקטיבי.
המשמעות של חספוס פני השטח בייצור
ראשית, חספוס פני השטח הוא מרכיב מפתח במרקם פני השטח ויש לו השפעה משמעותית על האופן שבו אובייקט יוצר אינטראקציה עם הסביבה שלו. נוכחותם של אי סדרים על פני השטח יכולה ליצור נקודות שבהן עלולים להתרחש סדקים או קורוזיה, המשפיעות על הביצועים והעמידות של רכיבים מכניים.
בתחום הטריבולוגיה, משטחים מחוספסים נוטים לחוות בלאי רב יותר ויותר מקדמי חיכוך בהשוואה למשטחים חלקים. זה עוזר ליצרנים לבחור חומרים וגימורים מתאימים עבור יישומים שונים, תוך אופטימיזציה של הביצועים ואריכות החיים של המוצרים שלהם.
בנוסף, ניתן לתמרן בכוונה את חספוס פני השטח כדי להשיג תוצאות ספציפיות. לדוגמה, ביישומים שבהם רצוי הדבקה, כגון צביעה, ציפוי אבקה, או ציפוי, רמה מסוימת של חספוס יכולה לעזור לקדם הידבקות טובה יותר של הציפויים.
עבור יצרנים ומהנדסים, שמירה על שליטה על חספוס פני השטח היא חיונית. זה כולל ניטור ומדידת חספוס פני השטח כדי להבטיח שהוא נופל בגבולות שצוינו. על ידי כך, היצרנים יכולים להשיג תהליכי ייצור עקביים ואמינים, המובילים למוצרים באיכות גבוהה העונים על דרישות הלקוח.
שאלות נפוצות
סיכום
איכות פני השטח הרצויה היא היבט מכריע של חלקים מעובדים. גימור פני השטח הוא ההליך הספציפי המיושם כדי להשיג את רמת החספוס הרצויה של פני השטח על חלק מפוברק. זהו גורם קריטי המשפיע על הפונקציונליות, המראה ואורך החיים של המוצר הסופי, בהיותו מושפע מתהליכי הייצור המופעלים.
בין הפרמטרים המשמשים לציון גימור פני השטח, החספוס נחשב באופן ספציפי ביותר. ערך חספוס גבוה יכול להוביל לחיכוך מוגבר ולכשל מוקדם של חלק. לפיכך, חיוני להיות בעל הבנה מקיפה של גימור פני השטח וחספוס פני השטח, כמו גם הווריאציות שלהם.
ספק פתרונות גימור משטחים באיכות מותאמת אישית - Runsom Precision
בכל הנוגע לתהליך הייצור, אנו נוטים לתעדף גורמים כמו הרכב החלק, החוזק, הממדים והסובלנות שלו. עם זאת, חספוס פני השטח הוא גם גורם קריטי שיש לקחת בחשבון. משטח מחוספס מדי עלול להוביל לחיכוך מוגבר ולכשל בטרם עת של החלק.
השגת חספוס משטח מדויק עשויה להיות מאתגרת ויקרה. זה המקום שבו צוות גימור מקצועי יכול לעזור. בְּ Runsom דיוק, אנו מספקים פתרונות עיבוד חד-פעמיים כדי לענות על הצרכים שלך, בין אם אתה דורש דיוק מותאם אישית שירותי עיבוד שבבי CNC או גימור משטח איכותי. המומחיות שלנו משתרעת על חומרים שונים כגון אלומיניום, טיטניום, נירוסטה, פליז ונחושת, כמו גם חלקי פלסטיק, גומי, סיליקון וקרמיקה.
כדי לדון בדרישות הפרויקט שלך ולקבוע את תהליך העיבוד והגימור המתאים ביותר עבור המוצרים שלך, בקש ציטוט מיידי אוֹ לפנות למומחים שלנו. אנחנו כאן כדי לסייע לך בהשגת תוצאות מיטביות עבור הפרויקטים שלך.
מאמרים נוספים שאתה עשוי להתעניין בהם:


