


包覆成型是一种制造过程,涉及将一种材料注塑成型到另一种材料上。由于进行包覆成型的材料必须粘合在一起,因此塑料必须相互兼容。材料相容性源于化学相容性,这是衡量一种材料与另一种材料接触时稳定性的指标。如果两种材料相互接触并发生化学反应,则它们是不相容的,不适合多材料注塑成型。对于化学不相容的材料,通常建议采用正向紧固功能或机械粘合。这将两种材料连接在一起而没有化学键。
在这里,我们将展示包覆成型工艺的概述,并在表格中说明其与其他类似成型方法的区别。提供了包覆成型材料兼容性图表,以帮助您检查您的两种预期材料是否可以化学或机械兼容。
什么是包覆成型?
包覆成型是一种制造过程,涉及将一种材料注塑成型到另一种材料上。该过程涉及使用一种模具,该模具设计用于生产两个或多个不同的零件,其中一个零件在另一个零件上成型。结果是具有多种材料和功能的单一集成组件。
包覆成型通常用于组合两种或多种具有不同特性(例如不同颜色、纹理或硬度)的材料。它还用于向组件添加功能,例如添加手柄或软触摸表面。
包覆成型有多种类型,包括嵌件包覆成型、二次包覆成型和共注塑包覆成型。嵌件包覆成型涉及将一种材料注射到嵌件上,这是一种由不同材料制成的预成型组件。二次二次成型涉及在单个成型周期中注射两种不同的材料,而共注射二次成型涉及同时注射两种不同的材料。
包覆成型是一种用途广泛的制造工艺,广泛应用于汽车、医疗和消费品等行业。它允许通过单一成型工艺生产复杂的功能部件,减少组装需求并提高效率。
注塑成型工艺
注塑包覆成型工艺是一种制造工艺,涉及一种材料在另一种材料上的注塑成型。它是一种多功能工艺,用于组合两种或多种材料,为组件添加功能,或创建具有多种材料和功能的单个集成组件。
注塑包覆成型工艺通常包括以下步骤:
- 设计和工具:注塑包覆成型工艺的第一步是模具和工具的设计和开发。这涉及创建组件的详细设计并选择适当的材料和工艺参数。然后制造模具和工具以生产所需的部件。
- 设置:一旦模具和工装完成,注塑机就可以进行包覆成型工艺。这涉及在机器中安装模具、设置工艺参数,并确保所有必要的材料和设备都到位。
- 预成型:在某些情况下,在包覆成型过程开始之前可能需要预成型过程。这可能涉及单独组件的注塑成型或将预成型组件插入模具中。
- 注射:包覆成型工艺从将第一种材料注入模具开始。材料在注入模具时被加热和加压,填充型腔并呈现部件的形状。
- 包覆成型:一旦第一种材料被注入并冷却到某个点,第二种材料就会被注入到第一种材料上。第二种材料通常在较低的温度和压力下注入,以避免损坏第一种材料。
- 冷却和顶出:包覆成型过程完成后,让模具冷却并将组件从模具中顶出。然后根据需要检查和完成组件。
注塑包覆成型工艺是一种使用多种材料生产复杂功能部件的高效且具有成本效益的方法。
二次成型材料
包覆成型工艺中使用的材料取决于所生产部件的具体要求。
包覆成型中使用的一些常见材料包括:
热塑性塑料
热塑性塑料是可以多次熔化和重塑的聚合物。由于其多功能性和易于加工性,它们常用于包覆成型应用。包覆成型中使用的一些常见热塑性塑料包括:
- 聚乙烯
- 聚丙烯
- 聚苯乙烯
- 聚碳酸酯
弹性体
弹性体是能够拉伸并恢复其原始形状的聚合物。它们通常用于包覆成型应用,以增加组件的灵活性和抓地力。包覆成型中使用的一些常见弹性体包括:
- 硅酮
- TPE(热塑性弹性体)
- TPU(热塑性聚氨酯)
金属
金属也可用于包覆成型应用,通常作为嵌件或预成型组件。包覆成型中使用的常见金属包括铝、黄铜和不锈钢。
复合材料
复合材料是由两种或多种具有不同物理或化学特性的材料组合而成的材料。它们通常用于包覆成型应用,以结合不同材料的特性。包覆成型中使用的一些常见复合材料包括:
- 玻璃纤维增强塑料 (GFRP)
- 碳纤维增强塑料 (CFRP)
包覆成型材料的选择取决于所生产部件的具体要求,例如所需的强度、柔韧性或外观。还必须考虑材料的相容性和包覆成型工艺的加工条件。
包覆成型材料兼容性
化学键合
这种结合过程是指两种化学相容的材料相互形成牢固的结合。值得注意的是,并非所有材料都能很好地相互配合。
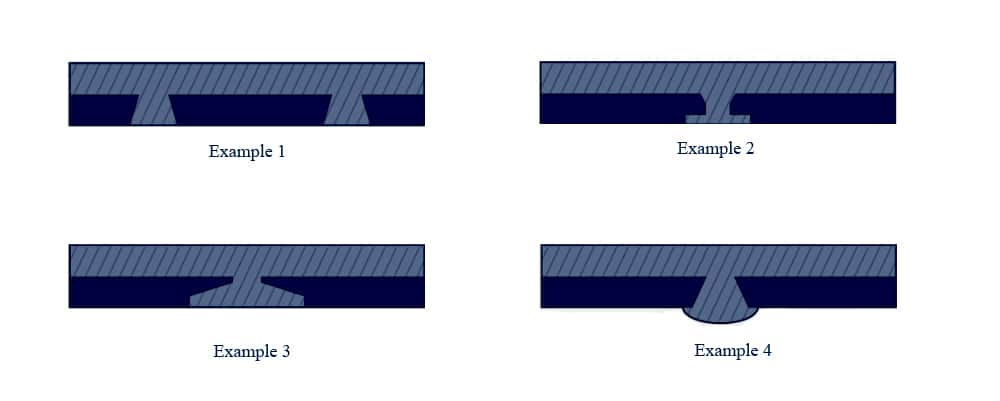
机械联锁
如果您的材料不相容,无法达到所需的粘合强度,或者您想确保您的材料不会因重复使用而剥落怎么办?在这一点上,设计一种机械联锁装置将覆层材料物理固定到基板上是有意义的。将这些设计成零件的方式有很多种(见下图)。
包覆成型材料兼容性图表
| 基板材料 | ||||||
|---|---|---|---|---|---|---|
| 二次成型材料 | ABS Lustran | ABS/PC Cycolo C2950-111 | 聚碳酸酯 940-701 | PBT 瓦洛克斯 357-1001 | PP Profax 6323 | 尼龙 66 ZYTEL 103 HSL NC010 |
| TPU-Texin983-000000 | C | C | C | C | 米 | 米 |
| TPV - 山都平101-87 | 米 | 米 | 米 | 米 | C | 米 |
| TPE-山都平101-64 | 米 | 米 | 米 | 米 | C | 米 |
| LSR - Elastosil3003/30 A/B | - | - | 米 | 米 | - | 米 |
| TPC - Hytrel 3078 | C | C | C | C | 米 | 米 |
| TPE-Versaflex OM1060X-1 | C | C | C | 米 | 米 | 米 |
| TPE-Versaflex OM6240-1/td> | 米 | 米 | 米 | 米 | 米 | C |
| TPE-Versaflex OM6258-1 | 米 | 米 | 米 | 米 | 米 | C |
| TPE-Versaflex OM1040X-1 | C | C | C | 米 | 米 | 米 |
C = 化学键
M = 机械结合(推荐)
包覆成型工艺的优势和应用是什么?
包覆成型有几个好处,包括:
- 减少组装:二次成型允许通过单一成型工艺生产复杂的功能部件,减少组装需求并提高效率。这可以节省成本并提高产品质量。
- 改进的功能:包覆成型允许组合两种或多种具有不同特性(例如不同颜色、纹理或硬度)的材料。这可以提高组件的功能和性能,并增强其外观。
- 增强耐用性:包覆成型可以通过添加一层保护层或通过组合具有不同特性的材料(例如在柔软的内层中添加坚硬的外层)来提高组件的耐用性。
- 定制:二次成型允许使用不同的材料和颜色来定制组件。这在美学或品牌很重要的应用程序中很有用。
- 多功能性:包覆成型是一种多功能工艺,可用于广泛的行业和应用,包括汽车、医疗和消费品。它适用于生产小型和大型组件,可与多种材料一起使用。
通过二次成型制成的产品在我们的日常生活中随处可见。在这里,我们将它们分为五个主要应用,其中包覆成型是常用的:
- 汽车:二次成型通常用于汽车行业,以生产具有多种材料和功能的零部件。例如,包覆成型用于生产仪表板组件、门把手和方向盘把手。
- 医疗设备:二次成型在医疗行业中用于生产具有增强的耐用性、灵活性和抓地力的部件。它通常用于生产医疗器械,例如注射器、导管和管道。
- 消费产品:二次成型用于生产消费品,以增加功能性、耐用性和美观性。它通常用于生产电器、电子产品和体育用品的组件。
- 工业的:二次成型在工业中用于生产具有改进性能和耐用性的组件。它通常用于生产设备和机械的零部件,例如齿轮、轴承和密封件。
- 航天:二次成型在航空航天工业中用于生产轻型和功能部件。它通常用于生产飞机和航天器的零部件,例如驾驶舱控制装置和仪表板。
二次成型与。嵌件成型
嵌件成型是包覆成型的一部分。在这里,可以说所有的insert molding都是overmolding,但并不是所有的overmolding都是insert molding。要理解它们的区别,最好用表格来说明。
| 嵌件成型 | 包覆成型 | |
| 射出式 | 此过程将金属插入模具中。 | 此过程注入多种材料以创建单个零件。 |
| 例子 | 医疗设备、汽车管道、真空软管接头、重型零件、过滤器。 | 电动工具和手动工具、玩具、PCB、汽车方向盘、电话、RFID。 |
| 好处 | 组装时间比包覆成型快 该过程减小了零件的尺寸和重量 性价比高 | 稳定整理 经久耐用 安全的 比成型后制造更具成本效益 |
如果您仍然对包覆成型的材料相容性感到困惑,请随时 联系专家 在 Runsom Precision。我们拥有丰富的经验 数控加工 和 注塑成型 十多年来,可以帮助您为您的关键项目选择合适的材料提供解决方案。让我们一起创造令人难以置信的成果!