

הילוכים נמשכו במשך מאות שנים, מה שהופך אותם לאחד האלמנטים המכניים העתיקים אך עדיין רלוונטיים כיום.
שיטות שונות, כולל יְצִיקָה, פרזול, אקסטרוזיה, מתכות אבקה, הבלקה וכרסום גלגלי שיניים, ניתן להשתמש ליצירת גלגלי שיניים. אין תהליך אחד לייצור ציוד מכיוון שהם דורשים תהליכים שונים בהתאם לסוג וליישום. עם זאת, לתהליך העיבוד יש חשיבות משמעותית בהשגת הגודל, הצורה והצורה האולטימטיבית של גלגל השיניים גימור פני השטח.
מדריך זה יחקור את ייצור הציוד, יכסה תהליכים נפוצים, פעולות לאחר עיבוד וחומרים.

מה זה ייצור ציוד?
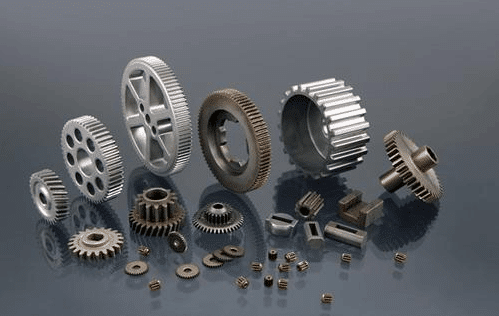
תהליך ייצור הציוד כולל ייצור ועיצוב מדויקים של גלגלי שיניים, שהם רכיבים חיוניים המשמשים במכונות לשידור עֲנָק. לגלגלי שיניים, הידועים בתנועתם הסיבובית, יש שיניים המשתלבות באלו של מנגנון שיניים אחר, מה שמאפשר העברה חלקה של כוח מכני.
יצירת גלגלי שיניים מתבצעת בשיטות שונות, כולל עיבוד שבבי, מטלורגיית אבקה, יציקה והטבעה. כרסום גלגלי שיניים, חיתוך ושינוע הם בין הטכניקות המדויקות והפופולריות ביותר המשמשות להשגת פרופילי גלגלי שיניים מורכבים ומוגדרים היטב. שיטות אלו מבטיחות יצירה מדויקת של גלגלי שיניים הדרושים ליישומים שונים במכונות.
חומרים שונים, כגון מתכות, פלסטיק, ואפילו עץ, משמשים בבניית ציוד. ההתקדמות הטכנולוגית אפשרה את היווצרותם של גלגלי שיניים מתכת ופלסטיק דרך יציקה אוֹ הזרקה, המציע שיטות ייצור חלופיות. זה מאפשר ליצרנים לבחון אפשרויות מעבר לייצור ציוד מסורתי. עם זאת, חיוני להכיר בכך שמצבים מסוימים דורשים פעולות שלאחר עיבוד כדי לשפר את האיכות של מוצר הציוד הסופי.

תהליכי ייצור ציוד אופייניים
שיטות ייצור ציוד סווגו בדרך כלל לשלוש קטגוריות עיקריות: ייצור, יצירה וחיתוך צורה.
- יצירת גלגלי שיניים יוצרת גלגלי שיניים ללא שימוש בכלי חיתוך (כלומר יציקה, פרזול, מטלורגיית אבקה, הדפסת תלת מימד)
- חיתוך צורת גלגל שיניים כולל כלים המשמשים ליצירת פרופיל גלגל השיניים (כלומר כרסום גלגלים, חיתוך ו-EDM)
- יצירת גלגלי שיניים משתמשת בכלי חיתוך בצורת פרופיל גלגל השיניים הרצוי ליצירת הציוד (כלומר עיצוב גלגלי השיניים וקידוד הילוכים)
גימור גיבוש
יְצִיקָה
יציקה היא תהליך עיצוב בו יוצקים מתכת מותכת לתוך חלל תבנית ליצירת צורות. זהו תהליך פשוט יחסית המשמש בעיקר לייצור ריקים או צילינדרים עבור גלגלי שיניים, בעוד שהשיניים מיוצרות בדרך כלל באמצעות עיבוד שבבי.
עם זאת, ישנו תחום ספציפי שבו היציקה שולטת כשיטת הייצור המועדפת בתעשייה: ייצור גלגלי שיניים גדולים מאוד. שיטות עיבוד שבבי וטכניקות אחרות ליצירת גלגלי שיניים הן פחות מעשיות עבור קטרים גדולים. בדרך כלל, גלגלי שיניים גדולים יותר הם בעיקר מסוג גלגלי שיניים דורבנים, מה שמבסס עוד יותר את היציקה כאופציה מצוינת בשל הפשטות היחסית שלה.
יציקת מעטפת, יציקה, יציקת חול, ו יציקת תבנית קבועה הם הסוגים הנפוצים ביותר של שיטות יציקה המשמשות לייצור ציוד.
לְטִישָׁה
תהליך זה מציע את הגמישות לייצר הן ריקים והן גלגלי שיניים מוגמרים על בסיס דרישות ספציפיות. פרזול מתאים במיוחד לגלגלי שיניים לא מסובכים יחסית.
בתיאוריה, פרזול הוא שיטת ייצור ציוד מצוינת עבור יישומים כבדים בשל רציונל פשוט. טיפול החום הכרוך בפרזול מוביל לגלגלי שיניים בעלי תכונות עייפות משופרות. עם זאת, הכוח המשמעותי הנדרש לזיוף מגביל את הגודל והדק של גלגלי השיניים המיוצרים.
בדרך כלל, פרזול יעיל עבור גלגלי שיניים הנעים בין 6 ל-10 רגל בקוטר. בהתאם לסוג הפרזול, כגון פרזול מדויק, ייתכן שיהיה צורך בעיבוד שבבי למוצר הציוד הסופי או לא.

ייצור תוסף
ייצור תוסף, המכונה בדרך כלל הדפסת 3D, פועלת על ידי בניית אובייקט תלת מימדי שכבה אחר שכבה, על בסיס מודל CAD 3D. גישה זו מאפשרת למכונות תוספים לייצר עיצובים מורכבים, המשלבים מבני סריג שנועדו להפחית מסה, הישג שלא ניתן להשיג בקלות בשיטות מסורתיות. יצירת גיאומטריות כאלה כרוכה לעתים קרובות בשימוש ב טופולוגיה תלת מימדית אופטימיזציה ועיצוב מחשבים גנרטיבי.
ניתן להשתמש בתהליכי ייצור תוספים לייצור גלגלי שיניים קונבנציונליים ולא עגולים. יתר על כן, מדפסות תלת מימד איכותיות כעת במחיר סביר ונגישות.
מטלורגיית אבקה
מתכות אבקה משמשת כשיטה ליצירת דיוק גבוהה המציגה אלטרנטיבה חסכונית לגלגלי פלדה וברזל יצוק מסורתיים עם גימור במכונה. עם זאת, הוא אינו מתאים לגדלי ציוד גדולים יותר ובמקום זאת מצטיין בייצור קטן ואיכותי שְׁלוּחָה, שִׁפּוּעַ, וגלגלי שיניים ספירליים.
הנקבוביות של החומר המתקבל בהילוכים גדולים יותר מובילה לעייפות מופחתת ועמידות בפני פגיעות, ומגבילה את יכולת נשיאת העומס שלהם. אף על פי כן, שימוש בתהליך סינטר יכול לשפר את התכונות המכניות שלהם.
שיטה זו מוכיחה את עצמה כמועילה עבור עיצובי ציוד המשלבים מאפיינים כמו חורים, שקעים ורמות משטח או בלטות משתנות. למרות היתרונות הללו, עלות ההתקנה הראשונית עבור מטלורגיית אבקה גבוהה במידה ניכרת, מה שהופך אותה לבלתי מעשית לייצור בנפח נמוך.

ביטול
בלנקינג, בדומה לשחול, חולק קווי דמיון רבים אך מוגבל ביכולות התלת מימד שלו. שיטה זו ליצירת גלגלי שיניים משתמשת ביריעות מתכת ובתבניות מרובות כדי להשיג את הצורה הרצויה. ניתן לייצר סוגים שונים של גלגלי שיניים באמצעות תהליך ההבלקה, כאשר גלגלי שיניים בעלי גלגלים מספקים תוצאות אופטימליות.
בזמנים הנוכחיים, תהליך ההחתמה מוצא יישום בייצור ציוד בתעשיות מרובות, במיוחד לשימושים קלים. אלה כוללים ציוד משרדי, הידראוליקה, מכשירים רפואיים קטנים ויישומים אחרים עם דרישות עומס נמוכות יחסית.
חיתוך צורת ציוד
כִּרסוּם
כרסום גלגלי שיניים כולל שימוש בכלי חיתוך צורה על א מטחנה לחצוב שיני ציוד מחסר ציוד. תהליך עיבוד בסיסי זה מסתמך על התנועה בין חותך מסתובב מרובה קצוות לבין חומר עבודה לעיצוב שיני גלגל שיניים בודדות.
בעוד ששיטת החיתוך בצורת כרסום מוגבלת במידת מה ביישום שלה, היא מצטיינת בייצור גיאומטריות גלגלי שיניים מורכבות ויכולה לבצע חיתוכים מותאמים אישית ללא צורך בכלי עבודה מיוחדים.
כרסום CNC משמש בדרך כלל לייצור גלגלי שיניים סליליים ומדובבים לתעשיות מגוונות, כגון הילוכים לרכב, כמו גם חותכי כיריים.

פליטת
הפריצה בולטת כאחת הטכניקות המהירות ביותר לחיתוך צורת ציוד. הוא משתמש בכלי חיתוך מרובה שיניים המכונה ברוץ', כאשר כל שן בדרך כלל גבוהה יותר מהקודמת. שינוי גובה מצטבר זה מאפשר יצירת חיתוכים קטנים וקלים יותר, ומניב במהירות את הצורה הרצויה מבלי להקריב את הדיוק.
בעוד ששיטת ייצור ציוד זו מזוהה בדרך כלל עם גלגלי שיניים פנימיים, היא גם מתאימה ליצירת שיניים חיצוניות. כדי להשיג זאת, כלי מיוחד עבור "פריצת סיר"מנוצל, ומבטיח שכפול של אותה רמת דיוק ויעילות.
עיבוד שבבי פריקה חשמלית (EDM)
EDM מייצג טכניקת ייצור אלקטרומכנית שבה חומר מחוסל מחומר עבודה על ידי יצירת רצף של פריקות זרם בין שתי אלקטרודות המחולקות בנוזל אמבט דיאלקטרי. במקום חיתוך, הניצוץ משמש כ"כלי חיתוך" השוחק בעצם את החומר.
EDM מצטיין בחיתוך גיאומטריות מורכבות בכל הגדלים, כולל כתהליך חיתוך גלגלי שיניים. עם זאת, לשיטה יש חסרונות. היעדר בקרה ותכנות מדויקים עלול לגרום למשטחי חלק פגומים, במיוחד מאתגר עבור תוכניות CNC לביצוע פרופילי שיניים מעוקלים. עם זאת, היישום של איכות גבוהה וידידותי למשתמש דוגמנות תלת מימדית ותוכנות CAM, כגון Feature CAM, Autodesk Fusion, Master CAM ואחרות, יכולות להקל על התנועה החלקה הדרושה לחיתוך שיניים מעוקלות.
בשנים האחרונות, מכונות EDM עברו שיפורים, הקטינו בעיות עם גימורי פני השטח והעלו את דיוק החיתוך ותכונות החומר (מיקרו-מבנה, תכונות מכניות וכו'). תהליך זה יכול להשיג סובלנות הדוקה של דקות כמו אלפיות אינץ' ולעשות הן מזערי (עם שבריר אינץ' בקוטר) והן גלגלי שיניים משמעותיים (קוטר העולה על 20 אינץ'). EDM משמש ליישומים עדינים בשעונים ושעונים, כמו גם לחיתוך גלגלי שיניים חזקים, כולל אלה המשמשים במכוניות מירוץ.

דור ציוד
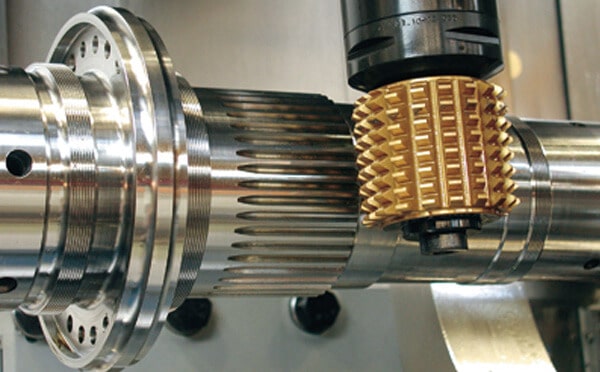
הובינג ציוד
התהליך של כיריים ציוד כרוך בשימוש במתקן חיתוך חרוטי המכונה כיריים, כאשר גם הכיריים וגם חומר העבודה מסתובבים כשהכיריים מסתובבות סביב ריק הציוד.
בעיקר, גלגלי שיניים דורבנים מיוצרים בשיטה זו, אם כי מגוון גלגלי שיניים אחרים, כולל גלגלי שיניים ציקלואידים, גלגלי שיניים סליליים, גלגלי שיניים תולעים, ראצ'ים ו גלגלי שיניים, כולם מיוצרים באמצעות כביסה. לאיכות הכיריים יש חשיבות עליונה, במיוחד בעת חיתוך גיאומטריות מורכבות.
הילוכים בדרך כלל אינם מתאימים לגלגלי שיניים פנימיים. בדומה לעיצוב גלגלי שיניים, כיריים מציעים יתרונות התקנה אך מוגבלים לחיתוכים חיצוניים, מכיוון שהכיריים חוצבות את החלק החיצוני של ריקויות הציוד.
עיצוב ציוד
תהליך עיצוב הגלגלים כולל חותך בעל פרופיל התואם לגיאומטריית השן הרצויה. כלי חיתוך זה משתמש בתנועה ליניארית כדי להסיר חומר מחסר גלגל השיניים, הכוללת מהלך חיתוך והחזרה. הגובה של הכלי לעיצוב גלגל השיניים מתיישר עם הגובה הנדרש עבור שן ההילוכים, ומתאים לגלגלי שיניים עם כמויות שיניים משתנות.
עיצוב גלגלי שיניים מוכיח את עצמו כפתרון בר-קיימא להפעלות ייצור בגודל בינוני, ומציע יתרונות מהירות, עיצוב והגדרה לייצור המוני ומקל על היצירה של רוב סוגי גלגלי השיניים, למעט גלגלי שיניים תולעים וגלגלי שיניים פנימיים. עם זאת, החיסרון של עיצוב הילוכים טמון בקשיחות המוגבלת של זרוע החיתוך, וכתוצאה מכך דיוק מופחת.
שיטת סנדרלנד
בין טכניקות ייצור הציוד העיקריות, חותכי מתלים ממלאים תפקיד בולט. תהליך חיתוך מתלה הילוכים, המכונה גם שיטת סנדרלנד או מערכת סנדרלנד, כולל מכונת גלגלי שיניים המצוידת בחותך מתלה הכולל זוויות גריפה ושחרור לעיצוב פרופילי שיניים על גבי גלגל שיניים. שיטה זו מסתמכת על התנועה היחסית הספציפית בין חומר העבודה לבין החותך במהלך העיבוד, בדומה למתלה.
שיטת סנדרלנד מצטיינת בייצור צורות שיניים אחידות, וגלגלי שיניים שנחתכו על ידי אותו חותך מסוגלים תיאורטית להתערב בצורה נכונה זה עם זה. כתוצאה מכך, ניתן לייצר ביעילות עיצובי גלגלי שיניים הדורשים דיוק גבוה, כולל גלגלי שיניים כפולים, בשיטה זו. יתר על כן, שיטת סנדרלנד מוכיחה את עצמה כצדדית וחסכונית, במיוחד עבור ריצות ייצור בנפח בינוני עד גבוה.
לאחר עיבוד לייצור ציוד
עם השלמת תהליכי ייצור הציוד המפורטים לעיל, ייתכן שגימור פני השטח ודיוק הממדים של גלגלי השיניים לא יעמדו בדרישות הספציפיות עבור יישומים מסוימים. כתוצאה מכך, סדרה של פעולות גימור הופכת הכרחית. פעילויות לאחר עיבוד אלו מקיפות מגוון של טיפולים, כולל טיפול בחום לשיפור מאפייני העייפות, כמו גם תיקון ממדים וגימור פני השטח.
להלן חמשת תהליכי גימור השטח הנפוצים ביותר המועסקים לעתים קרובות בייצור ציוד.
- השחזה: תהליך גימור משטח ידוע זה מספק למעשה גימור חלק על פני השטח, כפי שהשם מרמז. זה יכול להתבצע לסירוגין או ברציפות מבלי להשפיע על התוצאות.
- חיכוך: מתאים לגלגלי שיניים עדינים הדורשים דיוק מירבי, חיכוך משתמש בחלקיקים שוחקים קטנים כדי להחליק בקפדנות משטח במהירויות נמוכות או בינוניות.
- השחזה: תהליך נוסף בשימוש נרחב, השחזה מצחצח את פני השטח, מקנה מרקם חלק תוך תיקון שגיאות קלות בגיאומטריית השן.
- גילוח: הגילוח כולל הסרה של שכבות דקות במיוחד מהמשטח כדי להשיג פרופיל חלק, גילוח הוא תהליך יקר יחסית ומשתמשים בו לעתים רחוקות בייצור ציוד.
- הברקה: טכניקה זו כוללת שימוש בדחיסה כדי לעדן את פני השטח, בעצם החלקתו.
חומרים זמינים לייצור ציוד

לביצועים אמינים ותוחלת חיים ממושכת, ציוד חייב להיות בעל מאפיינים ספציפיים, כולל:
- מקדם חיכוך נמוך
- יכולת ייצור מעולה
- חוזק מתיחה גבוה לעמידה בעומסים סטטיים
- סיבולת גבוהה לעמוד בשינויי עומס
חומרים רבים משמשים בייצור גלגלי שיניים כדי להקנות תכונות קריטיות אלו. להלן מתאר של כל חומר וחוזקותיו הייחודיות.
ברזל יצוק
ברזל יצוק יכול לסבול שחיקה חוזרת ומתמשכת, מה שהופך אותו למתאים היטב לייצור ציוד מדויק. תהליך היציקה מאפשר ייצור של צורות ציוד מורכבות בקלות. גלגלי שיניים מברזל יצוק משמשים לעתים קרובות ביישומים שבהם פעולה חלקה אינה הדאגה העיקרית.
פְּלָדָה
גלגלי שיניים העשויים מסגסוגות פלדה מתהדרים בחוזק גבוה כפי שהם נתונים להם בדרך כלל טיפול בחום לשיפור הקשיחות והקשיחות, במיוחד בשיניים. במיוחד, פלדת פחמן משמש בייצור של מתלים סליליים, דורבן, שפוע, תולעת וציוד.
פליז
שילוב של נחושת ואבץ, פליז הוא סגסוגת המאפשרת ליצרנים להתאים את תכולת האבץ. פליז עם רמות אבץ נמוכות מציע גמישות רבה יותר בהשוואה לחומרים אחרים, ובסיס הנחושת שלו הופך את המתכת לאנטי-מיקרוביאלית וקלה לעיבוד. בדרך כלל, גלגלי שיניים פליז מועסקים ביישומים בעומס נמוך כגון גלגלי שיניים דורבנים או מתלים.
בְּרוֹנזָה
מלבד פליז, סגסוגות נחושת אחרות מכילות גם ברונזה אלומיניום וסגסוגות ברונזה זרחנית. גלגלי שיניים לא מגנטיים אלה מתאימים ביותר לשימוש בסביבות קורוזיביות.
בשילוב של נחושת, פח וזרחן, ברונזה זרחנית מציעה חוזק משופר ועמידות בפני קורוזיה בשל נוכחות הפח, בעוד שתוספת של זרחן משפרת את קשיחותו ועמידותו בפני שחיקה. זה הופך את גלגלי השיניים מברונזה זרחתיים למתאימים היטב לסביבות עם חיכוך גבוה, במיוחד בגלגלי שיניים תולעים, שכן החומר עומד ביעילות בחיכוך הנגרם על ידי הגלגל וממזער את השפעות הסיכה.
המורכב מנחושת, אלומיניום, ניקל, ברזל ומנגן, ברונזה אלומיניום מפגין עמידות יוצאת דופן נגד בלאי וקורוזיה, מה שהופך אותו לבחירה מועדפת לשימוש במקומות קורוזיביים מאוד החשופים למים מלוחים, חמצון, חומצה אורגנית. יתרה מכך, יכולתו לשגשג בסביבות עומס גבוה הופכת אותו למתאים ליישומים הכוללים גלגלי תולעת וגלגלי שיניים ברגים.
סגסוגות אלומיניום
במסגרות הדורשות גלגלי שיניים עם יחס חוזק-משקל גבוה, סגסוגות אלומיניום משמשות תחליף בר-קיימא לסגסוגות ברזל. בנוסף, גלגלי שיניים העשויים מסגסוגות אלומיניום נהנים מגימור משטח מגן הנקרא פסיבציה, המגן עליהם מפני קורוזיה וחמצון.
סגסוגות האלומיניום הרווחות המשמשות בייצור ציוד מהוות את 2024, 6061, ו 7075. ללא קשר לדרגה, גלגלי שיניים מאלומיניום מתאימים ביותר ליישומים עם טמפרטורות נמוכות עד מתונות, מכיוון שהם מתחילים להתפרק בכ-400 מעלות פרנהייט.
מתכות באבקה
מתכות אלו מורכבות משילובים שונים של חומרי מתכת, כולל פלדת ברזל ניקל, פלדה סגסוגת מראש ותערובות מותאמות אישית. בנוסף, הנקבוביות שלהם תורמת לפעולת הילוכים שקטה יותר, וניתן להפוך אותם לשימון עצמי באמצעות הספגה בוואקום עם שמנים שונים.
התהליך כולל שלושה שלבים מרכזיים:
- פיתוח השילוב האופטימלי המתאים למפרטים עבור עמידות, דיוק ואמינות
- דחיסה של התערובת בלחץ מבוקר כדי לעמוד בדרישות המדויקות
- חימום או סינטר התערובת כדי להניב צורה קבועה
מטלורגיית אבקה מסוגלת לייצר גלגלי שיניים שיפוע, ספירלה, דורבן, סליל, פיניון ושילוב.
תרמופלסטיים
בייצור מדויק, גלגלי שיניים קלים מסתמכים באופן משמעותי על תרמופלסטיים. ניתן לייצר גלגלי שיניים אלו בדומה לגלגלי שיניים מתכתיים, עם הזרקה לעתים קרובות היא השיטה המועדפת. Acetal הוא בחירה פופולרית בקרב יצרנים בשל יציבותו בטווחי טמפרטורות רחבים, נמוכים מקדם חיכוך, והתנגדות לזחילה.
ספק פתרונות ייצור ציוד מותאם אישית - Runsom Precision
עבודה בתחום המתמחה ביותר של ייצור ציוד דורש דיוק ודיוק גבוהים. בשל תפקידם המכריע במערכות מכניות, אפילו פגמי ייצור קלים ביותר עלולים לגרום לתוצאות חמורות. לפיכך, מומלץ לבחור בקפידה את ספק השירות שלכם.
כשמדובר בעיבוד ציוד מדויק, Runsom דיוק מוכן לעזור. אנו מתמחים בייצור גלגלי שיניים מותאמים אישית ומדויקים תוך שימוש במגוון חומרים דרך שלנו שירותי עיבוד שבבי CNC. עם יכולות הייצור המדהימות שלנו, ייצור ציוד וחלקים מכניים הופך למהיר יותר, יעיל יותר, ובעיקר יעיל יותר. צור קשר עם המומחים שלנו עוד היום עבור ציטוט מיידי ותתחיל את הפרויקט הבא שלך.
גלה עוד על שלנו ייצור ציוד מותאם אישית יכולות.
מאמרים נוספים שאתה עשוי להתעניין בהם:


