

介绍
3D打印 是多工艺的总团队,每一种技术都有它的 好处 和 局限性,因此每个 3D 打印工艺都比其他工艺更适合特殊应用。我们将采用一些方法来帮助您 选择完美的方式.我们将从3个不同角度分析技术选择:
- 材料要求。
- 物理或视觉特征。
- 技术能力如 准确性,零件尺寸。
按材料选择技术
3D打印材料的正常形态是长丝、粉末到树脂,这取决于实际的3D打印工艺。聚合物和金属是两种主要的 3D 打印材料,其他材料包括陶瓷和复合材料。聚合物还包括热塑性塑料和热固性塑料。
所需材料确认后, 3D打印工艺的选择 很容易,因为只有少数技术应用了相同的材料。所以我们只需要比较成本和性能,选择最具成本效益的3D打印技术。
热塑性塑料
热塑性塑料是最适合功能应用的材料,包括最终用途零件和功能原型。这些材料具有优异的机械性能、高抗冲击性、高耐磨性和耐化学性。我们还可以在热塑性塑料中添加碳、玻璃或其他添加剂以增强最终物理性能。尼龙、PEI 和 AS 等工程热塑性塑料广泛用于生产工业应用零件。
SLS可以生产具有更高尺寸精度的更好的机械和物理性能零件。然而,FDM 是一种更经济的技术,且领先时间更短。
| 3D打印技术 | 材料 |
| 选择性激光烧结(SLS) | 尼龙(PA)TPU |
| FDM | PLAABSPETG尼龙TPU |
根据我们在 3D 打印中热塑性材料的经验,材料的机械性能越好,越难生产,成本越高。
热固性塑料
热固性树脂或树脂更适用于有美学要求的零件,这些材料可以生产出具有注塑般光滑表面和精细细节的零件。通常,热固性塑料具有高刚度,但比热塑性塑料更脆。所以有些材料不适合功能性应用。 MJF可以生产尺寸精度更高、表面更光滑的零件,但成本会高于SLA。这两种技术都应用了类似的可固化树脂。
| 3D打印技术 | 材料 |
| 多射流熔融 (MJF) | 标准树脂坚韧树脂(ABS-like)耐用树脂(PP-like)透明树脂牙科树脂 |
| 立体光固化(SLA) | 标准树脂坚韧树脂(ABS-like)耐用树脂(PP-like)透明树脂牙科树脂 |
金属
金属3D打印部件具有优异的机械性能,可以在高温下正常运行。这鼓励它们成为航空航天和医疗行业轻量化应用的最理想技术。 DMLS 零件具有优越的机械性能和公差,而 Binder Jetting 更便宜,也可以生产更大的零件。
| 3D打印技术 | 材料 |
| 直接金属激光烧结(DMLS) | 不锈钢钛铝制 |
| 粘结剂喷射成形(BJ) | 不锈钢 |
其他材料
由于陶瓷和砂岩等材料的应用并不广泛,因此它们的应用受到限制。唯一可用的技术是粘合剂喷射。
| 3D打印技术 | 材料 |
| 粘结剂喷射成形(BJ) | 陶瓷制品 |
按应用选择技术
一旦功能或视觉外观成为 3D 打印的主要设计考虑因素,我们就应该专注于选择最合适的工艺,这是决定选择工艺的最重要因素。根据我们的经验,热塑性聚合物更适合功能性应用,而热固性聚合物更适合视觉外观。
功能性
我们将根据功能设计要求为您确定最合适的3D打印工艺。
| 功能性 | 公差 | 低(±0.5mm) | FDM |
| 中(±0.3mm) | 选择性激光烧结(SLS) | ||
| 高(±0.1mm) | MJFSLA | ||
| 高强度 | 低(< 30MPa) | FDM | |
| 中(30-85MPa) | 选择性激光烧结(SLS) | ||
| 高(> 85MPa) | DMLSB粘结剂喷射FDM | ||
| 特殊属性 | 耐化学性 | 选择性激光烧结(SLS) | |
| 耐热性 | SSLSLA | ||
| 生物相容性 | DMLSFDMSLA | ||
| 灵活的 | 高伸长率 | FDMSLS | |
| 柔软/橡胶状 | MJFSLA |
此外,我们还推荐一些信息如下:
- 一旦设计了会干扰其他组件的零件,我们就应该定义必要的公差水平。然而, 更高的尺寸精度 会增加成本。替代选项是在 3D 打印过程之后完成具有关键尺寸或小细节的特征。
- 整体零件强度取决于不同的机械和物理性能。我们可以用抗拉强度作为选择的指导,以简化选择。对于高强度和刚度,带有连续碳纤维的 DMLS 或 FDM 是完美的选择。
- 工程材料具有特殊的性能,如耐热性、耐化学性或生物相容性。
- 柔韧性是高断裂伸长率,在 SLS 和 FDM 中有 TUP。
视觉外观
一旦视觉外观成为我们 3D 打印零件的主要关注点,我们可以通过下表选择最合适的技术。
| 视觉外观 | 光滑的表面 | 支持标记 | 立体光固化(SLA) |
| 没有支持标记 | 多射流熔融 (MJF) | ||
| 透明的 | 支持标记 | 立体光固化(SLA) | |
| 没有支持标记 | 多射流熔融 (MJF) | ||
| 质地 | 木材填充物 | FDM | |
| 金属填充 | FDM | ||
| 饱满的色彩 | 聚合物 | 多射流熔融 (MJF) | |
| 沙 | 粘结剂喷射成形(BJ) |
此外,我们还推荐一些信息如下:
- SLA 和 MJF 都能够生产表面光滑和注塑成型的零件。这两种技术的主要区别在于支持结构,MJF 支持是可溶的,而 SLA 支持需要手动移除。
- MJF可以生产全透明零件,而SLA只能生产半透明零件,可以后加工到100%光学透明。
- 木材填充或金属填充 FDM 长丝可以生产出类木或类金属的特殊纹理。类橡胶零件柔软,可以弯曲和压缩,但缺乏真正橡胶的性能。
- MJF 和 Binder Jetting 可以提供全彩印刷能力。 MJF 还可以提供具有更好物理性能和多材料能力的材料。
制造能力的技术选择
一旦 3D 打印设计完成,每种技术的制造能力将决定最终的选择过程。概述每项技术的基本机制并充分了解 主要好处 和 局限性.
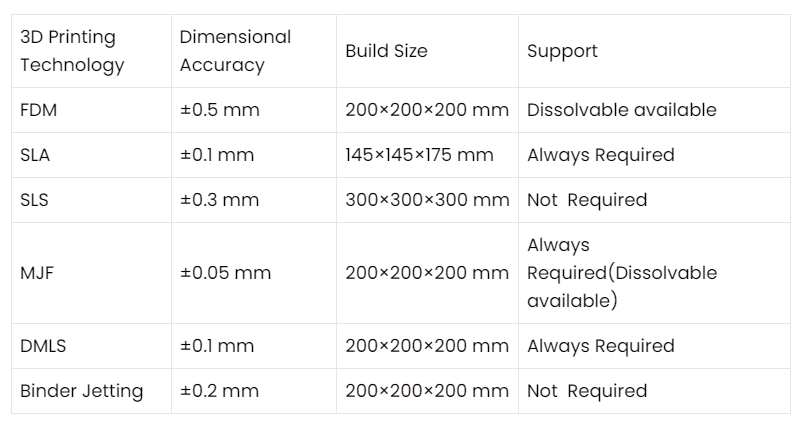
有一些规则可以解释以下数据:
- 尺寸精度 决定了特征细节和零件质量。精度更高的过程将创建更精细的特征。
- 构建尺寸 确定零件的最大尺寸。对于超出构建尺寸的零件,我们应该考虑将零件拆分为多个组件并稍后组装。
- 支撑结构 决定了设计自由度的水平。像 SLS 这样没有支持的技术,或者像 MJF 这样的可溶解支持,或者像 FDM 这样的双挤出技术,几乎没有限制。这可以产生更多自由形式的结构。
| 3D打印技术 | 尺寸精度 | 构建大小 | 支持 |
| FDM | ±0.5 毫米 | 200×200×200 毫米 | 可溶解 |
| 立体光固化(SLA) | ±0.1 毫米 | 145×145×175毫米 | 始终需要 |
| 选择性激光烧结(SLS) | ±0.3 毫米 | 300×300×300 毫米 | 不需要 |
| 多射流熔融 (MJF) | ±0.05 毫米 | 200×200×200 毫米 | 始终需要(可溶解可用) |
| 直接金属激光烧结(DMLS) | ±0.1 毫米 | 200×200×200 毫米 | 始终需要 |
| 粘结剂喷射成形(BJ) | ±0.2 毫米 | 200×200×200 毫米 | 不需要 |
层高
层高是我们在技术选择中应该考虑的另一个重要因素。由于 3D 打印的附加性质,层高决定了表面光滑度和最小特征尺寸。较小的层高会降低阶梯效果并产生更精确的表面。
| 3D打印技术 | 典型层高 |
| FDM | 50-400 微米 |
| 立体光固化(SLA) | 25-100 微米 |
| 选择性激光烧结(SLS) | 80-120 微米 |
| 多射流熔融 (MJF) | 16-30微米 |
| 直接金属激光烧结(DMLS) | 30-50 微米 |
| 粘结剂喷射成形(BJ) | 100微米 |
结论
我们应该确认功能或视觉外观是早期选择过程中的首要任务。一旦确认材料,成本与性能比较是选择过程的重点。 如果您对我们专业的 3D 技术感兴趣,请立即联系我们的工程团队。