

3D 打印,通常称为增材制造,是一种通过从原材料中生长零件来制造零件的制造方法。在减材制造中,例如 CNC 加工,通过成型或切割将散装材料切片或成型为最终形状。
三维打印(3D 打印)是一种强大的技术,可用于创建具有复杂几何形状的独特物品,服务于从医疗和汽车到国防和航空航天的各个行业。沿着这些思路,在本文中,我们将讨论 3D 打印机的解剖结构以及如何开始使用 3D 打印。所以,让我们直接进入我们的讨论。
3D 打印机的解剖
以下特征和术语描述了 3D 打印机的基本机制。
1. 有效的建筑面积/床/平台
3D 打印机的有效构建区域包括 X 轴和 Y 轴,它们是材料被放置在连续层中的平面。此外,它还包括 Z 轴,这是材料可以固化、熔合或沉积的垂直距离。
2. 框架和托架
它是由金属挤压件制成的 3D 打印机的机械主体。为了保持打印件的准确性,框架必须非常稳定。 3D 打印框架包含构建平台、齿轮、加热器、螺钉、进料装置和滑轮。请记住,不要将其与可更换框架的概念混为一谈,后者通常与工业增材制造机器中用于提高产量的模块化、可更换构建平台有关。
3.控制器
在 3D 打印机上,控制器是控制各种数字和模拟设备协同工作以生产零件的计算机。机器的数据由控制器解释。
4. 挤出机、喷嘴、打印头、热端、吸头
这些将是组件,通常与 FDM 和 FFF 相关,具有锥形加热尖端,原始长丝原料在该尖端通过、熔融、挤出并沉积在打印床上。喷嘴的直径取决于所选择的层高和珠子厚度。 (为了记录,FDM 表示熔融沉积建模,FFF 表示熔融灯丝制造)
5. 激光和扫描仪
这会产生红外线或紫外线光束来硬化基材。红外激光,通常是二氧化碳,用于熔化聚合物或金属。另一方面,紫外激光器用于固化光敏聚合物树脂。基于激光的 3D 打印机可以通过镜子和振镜或线性运动来调节光束的位置和方向。振镜激光扫描系统更快,但也更复杂且成本更高。每个系统以快速的来回运动扫描该层的 3D 组件。
根据被扫描的材料,特定的扫描方法可能比另一种更合适。例如,选择性激光熔化系统可能会监测材料的小岛,以帮助控制各个层上的应力积累。
6. DLP 和 UV 投影仪
在光敏聚合物印刷中,使用了数字投影仪。 DLP 3D 打印机使用物品的单个横截面图片来固化相当大的材料区域。毫无疑问,它比需要快速扫描以固定层的紫外激光系统更快。 Carbon DLS 通过在 Z 方向移动 DLP 在 3D 打印组件上构建各向同性特征。
7. 建造室和建造框架
构建室是指打印部件的封闭区域。构建床、挤出机、进料以及激光和振镜系统就是其中的例子。打印从处于最小状态的零件床开始,为零件床或线性挤出机在 Z 轴上移动留有空间。
8. 可更换/可互换框架
它是用于生产 AM 的可拆卸隔间。在处理前一个作业时,可能会切换到一个新框架来打印下一个作业。 SLS、DMLS 和 HP MJF 都使用这个。
9. 电子束
为了产生热量,电子被加速并聚焦在一个窄束中。金属 3D 打印使用电子束熔化 (EBM),与激光不同,不同的磁场可以控制电子束,从而无需振镜或线性运动系统。
10. 进料和料斗
进料和料斗是指部件和支撑结构的材料供应源。 FDM 等基于长丝的方法需要挤出机,而粉末床平台采用校准的材料剂量。通过重力或垂直活塞进料和重涂机将材料供应到粉末床系统(例如 SLS 或 DMLS)中。
11. 溢料仓和物料溢料
一个称为溢流箱的容器用于储存剩余材料。材料喷射或灯丝系统可以使用它来保留丢弃的材料。相比之下,该材料通常被回收或重新用于粉末床和光聚合物系统,同时将其储存在受控环境中。
12. 数据输入
接口阶段是将层、机器控制和其他数据输入控制器的地方。数据经常在不同的计算机上生成并通过 USB、Wi-Fi、以太网或串行发送。
13. 直线运动控制
它是由滑轮、皮带、伺服器、螺杆或致动器控制的机器框架的一部分,可在 X、Y 或 Z 轴上移动 3D 打印机的特征。一些打印机在 X 和 Y 方向移动打印头,同时在 Z 方向移动构建床。线性控制可用于将材料沉积在构建平台中或将多余的材料移至溢流箱。
14. 支撑结构/材料
支撑结构是一种用于将零件绑定到构建区域并建立框架以在完成 3D 打印中的悬垂部分时焊接或沉积材料的材料。
15. 床调平器和床调平
床调平是桌面打印机的标准功能,可自动测量打印头和构建平台之间的行进距离。然后,系统会针对可能产生不规则或不成功打印的打印平面中的微小变化进行调整。
16. 材料喷射
材料喷射是一种以线性方式移动的沉积头,类似于喷墨,并定位材料的微滴。沉积的材料可用于直接创建对象、添加颜色或反应性化学物质,或在后续处理之前将粉末材料粘合在一起。
17. 打印、零件、物体、工件
完成的零件、打印件、物体或工件是 3D 打印机的有形产品。相比之下,也可以在构建平台上打印牺牲支撑结构。
18. 重涂机和滚筒
重涂机或滚筒是一种机械刀片或气缸,可将材料从施工室的一端推到另一端,将多余的材料倾倒到溢流箱中。粉末床系统(如 SLS、DMLS 和 HP MJF)经常由于组件特征向上弯曲进入重涂机的路径、卡住并拖到打印区域上而出现故障。
19. 构建板/片/表面
构建表面是构建平台的一部分,可以更换它以重置 3D 打印机以进行新的打印。作为构建材料的初始层,构建板和板材对于需要支撑结构的 3D 打印机至关重要。部件故障也是由构建板上的粘合不良引起的。
20. 构建设置软件
独特的构建设置软件为 3D 打印准备网格文件。 STL 文件可以通过修补网格间隙和反转或破坏特征来自动修复。否则称为“防水”文件,可打印文件在其表面上具有连续的网格几何形状。该程序可以将项目放置在虚拟构建平台上、创建支撑、调整填充物和模拟构建。在打印之前,构建模拟可以帮助估计时间和发现困难。
在作为数据传输给 3D 打印机读取之前,可以在一个构建平台上构建多个部件。通过模拟和导出构建获得的特定于层的信息有时称为“切片”。最流行的商业构建设置软件是 Materialise Magics,可用于各种专业平台。可以将粉末床平台的自定义支撑生成和最佳构建嵌套添加到每个平台。
如何开始使用 3D 打印?
在开始使用 3D 打印之前,让我们先看看一些注意事项。
首选文件类型
大多数 CAD 文件都在 STEP 中。大多数 CAD 和 CAM 应用程序都允许使用 STEP 等 Parasolid 格式。与 STL 和 OBJ 等网格格式不同,Parasolids 存储单位信息和其他特征。 Solidworks 等工具的原生导出还可以帮助服务探索参数特征树,解决可能影响打印的模型问题。
STL 和网格导出
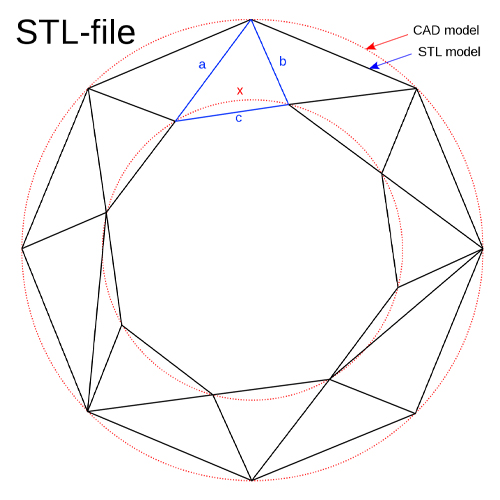
3D 打印机构建设置软件需要网格文件,例如 STL 或 OBJ。 Parasolid CAD 文件可以转换为 STL 文件,而 STL 文件不能转换回参数化 CAD。以与 3D 打印过程相匹配的分辨率创建 STL 文件,同时减小文件大小至关重要。请注意,STL 文件以三角形系列的形式维护网格表面数据。
曲面细分减少了网格导出中的特征细节,这使得将 STL 反转为 Parasolid 变得困难或不可能。 STL 文件仅包含外部网格几何体,不包含其他组件信息。由于大多数 3D 打印机以毫米 (mm) 为单位读取文件,因此以毫米为单位输出至关重要。如果不是,上传的文件可能会以不同的方式读取。
要在 SolidWorks 中输出 STL,切换偏差和角度。如果您想获得最佳结果,您应该选择自定义并将每个条形向右移动大约 80%。