


CNC加工的定义
一般来说,计算机数控 (CNC) 加工是一种扣除制造技术,它通过从称为毛坯的实心块中去除层来生产成品零件。 CNC 铣削是 CNC 加工的主要类型之一,它使用以每分钟数千转 (RPM) 的速度旋转的刀具来精确去除材料,直到获得大致形状。除了铣削,CNC加工还可以使用车床和钻头来生产零件或功能。
作为计算机控制的制造过程,CNC加工基于计算机辅助设计(CAD)模型生产零件,通过计算机辅助制造(CAM)软件将其发送到CNC机床。
数控机床在可变数量的轴上运行。传统的三轴数控机床可以改变三个直线轴X、Y、Z的操作和工作部件。这种技术对于相对简单、浅的零件最有效。五轴机床可以与三个线性轴一起工作,也可以围绕两个旋转轴工作。可以执行这种更复杂和更深的切割,拓宽零件的设计潜力。
由于其高精度、高速和自动化程度高,CNC加工已成为应用最广泛的减材制造工艺之一。该技术最常见的用途之一是制造金属原型,因为这是目前生产小批量或单个金属零件的最有效方法之一。 数控加工 还具有高度可扩展性,这意味着它可以用于一次性生产和原型,以及小批量或大批量生产。
CNC 加工为制造商提供了许多优势,包括高度自动化、卓越的可靠性、可重复性和高几何精度。该工艺还为零件提供了出色的表面光洁度,并提供了卓越的稳定性。
幸运的是,如果在设计过程中考虑到这些约束,可以减少生产时间和成本,并且还可以优化制造过程。
CNC加工的设计限制
CNC加工是一种流行的制造工艺,因为它可以生产各种各样的零件,从简单的形状到复杂的结构。然而,像每一种制造技术一样,CNC加工也有一些 设计限制.我们将它们分解如下,以确保您的产品经过优化设计,以满足我们的 CNC 加工能力。
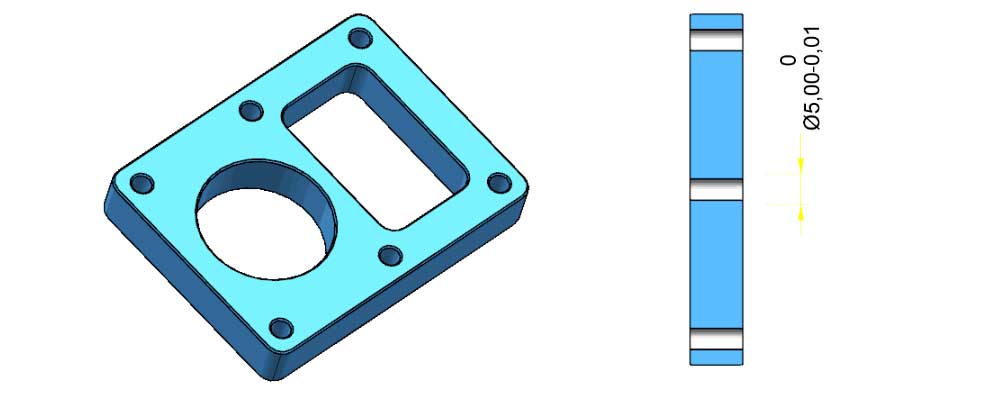
宽容
提交生产设计时,最好包括每个零件尺寸的可接受范围或公差。必须确认公差以满足给定零件的功能要求。
尽管 CNC 加工可以实现非常严格的公差,但重要的是要记住,比我们的服务标准更严格的公差通常会导致更长的生产时间和更高的成本。
如果产品设计中没有指定特定的公差,Rapid direct 保持标准公差为 +/- -.005 的金属零件和 +/- .010 的塑料零件。更严格的公差是可能的,但可能需要更多时间来实施,因为必须降低 RPM 速率以考虑更高的精度。
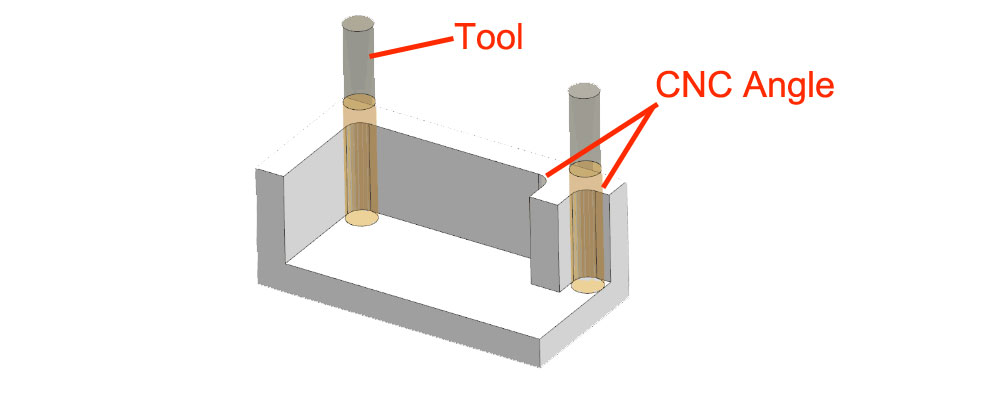
角度
和 CNC铣削,重要的是要知道所有内部垂直边缘或墙壁都将具有半径,而不是直角。这是因为 CNC 铣削中使用的工具是圆柱形的,这意味着它们不能产生直边。这种类型的角称为内角圆角。
在设计零件时,将内角圆角考虑在内可以使生产过程更加高效。例如,建议指定非标准半径,以允许刀具自由切割和转动,而无需停止和重新定位。此外,半径较大的圆角铣削比半径较小的圆角更快、成本更低。
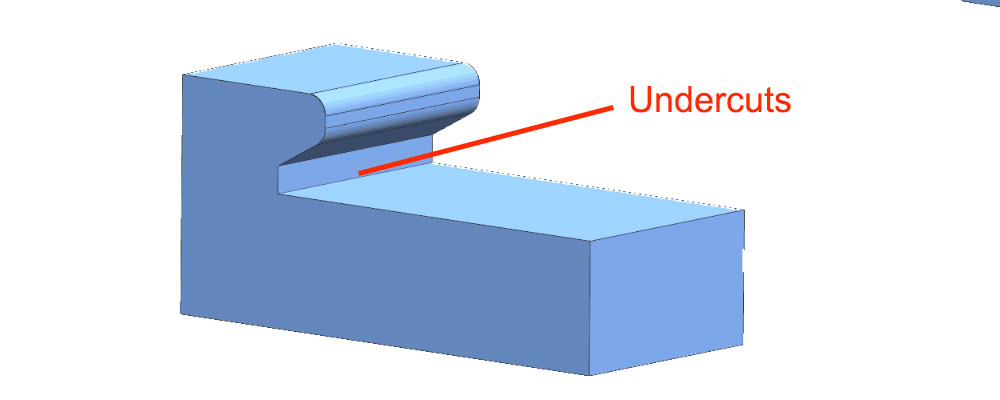
底切
由于不能使用标准铣刀进行加工,因此在CNC加工时应避免使用退刀槽。首先,如果倒角几何形状没有标准尺寸,则需要生产定制的加工工具,这将大大增加加工时间和成本。因此,如果定制零件需要修整,请确保其具有标准尺寸。
其次,由于数控刀具的长度有限,倒凹不能做得太深。如果太深或位置难以到达,我们将无法生产它们,因为CNC工具无法访问它们。
壁厚
与其他制造工艺一样,CNC 加工对于确保您的零件设计符合最小壁厚非常重要。一般来说,建议选择最厚的,避免非常薄或有特色的墙壁。这是因为数控刀具的薄或薄特性容易引起振动,从而可能造成中断或损坏。
CNC 加工金属的标准最小壁厚为 0.030 英寸(~0.76 毫米),塑料为 0.060 英寸(~1.5 毫米)。
线
如果零件已加工成指定的尺寸和形状,则添加 线程 可以通过使用切削丝锥、成型丝锥或螺纹铣刀来实现。在设计零件时,选择尽可能大的螺纹尺寸很有用,因为较小的丝锥在生产过程中具有更高的开裂风险。
如果可能,也要避免深螺纹,因为深孔会导致更高的生产成本(如果需要定制工具)。同样,在零件设计中坚持定制螺纹尺寸有助于降低成本和生产时间。
CNC铣削
在快速指南中,我们提供一系列 CNC 加工服务,包括最常见的 CNC 工艺之一: CNC铣削.在数控铣削过程中,在机床上安装一个材料毛坯,其中一个切削刀具(如立铣刀)旋转以切削原材料。这些工具以极快的速度旋转,每分钟数千转 (RPM),以从最终零件中去除材料。
CNC 铣削的快速提示
坚持圆内角:由于在 CNC 铣削过程中使用圆形旋转工具,因此不可能创建尖锐的内角。
使用尽可能大的半径:使用的工具越大,去除材料的速度就越快。确保将最大可能的内半径集成到设计中,这将有助于铣削过程。
CNC车削
材料坯料安装在旋转卡盘上。 数控车削工艺.当固定工具工作时,卡盘将移动零件。 数控车床 非常适合生产沿中心轴对称的零件。它们通常比 CNC 铣削产品更快、更便宜。
CNC 车削的快速提示
远离尖锐的内角:与CNC铣削类似,CNC车削也可以加工外圆角和内圆角。
对称,但不要太薄或太长:如果零件设计得太长或太薄,在生产过程中旋转会变得不稳定,从而导致制造问题。
材料选择
作为减材制造工艺,CNC 加工从一块 原材料(金属或塑料).该块称为材料空白。无论您使用什么材料,选择正确的材料毛坯尺寸都是至关重要的生产过程。一般来说,明智的做法是选择尺寸至少比最终零件尺寸大 0.125 英寸(~0.3 厘米)的坯料来解释原材料的不一致。同时,避免使用过大的坯料以减少材料浪费是很重要的。
金属
一般来说,具有高韧性的金属更容易加工,因为数控铣床可以更容易地切割它们并达到更高的速度。例如,黄铜是最容易加工的金属之一,因为它具有良好的延展性。铝合金也非常适合CNC加工的原因是生产时间快。
聚合物
尽管热塑性塑料的加工是可能的,但聚合物的材料特性仍然对 CNC 加工提出了挑战。首先,由于导热性差,许多热塑性塑料在与数控铣床或钻头接触时会熔化或弯曲。但是,对于那些对金属强度和硬度没有任何要求的零件,热塑性塑料可以提供更便宜的替代品。
CNC加工表面处理
后处理是 CNC 加工过程的最后一步。在快速指南中,我们提供了大量 表面处理 完成您的最终零件并使其满足您的特定要求。需要注意的是,在 CNC 加工中,后处理是可选的,因为加工零件的质量已经非常高(参见 As-milled)。
阳极氧化(II 型或 III 型)
阳极氧化可提供出色的耐腐蚀机械零件,增加表面的硬度和耐磨性,以及散热。阳极氧化是最常见的表面油漆和底漆处理,因为它提供了高质量的表面处理。快速指南提供两种类型的阳极氧化:II 型,耐腐蚀; III型更厚,增加了一层耐磨性。这两种阳极氧化工艺都允许各种颜色饰面。
研磨后
作为一种磨面抛光,它提供了最快的周转零件,不需要后处理处理。磨削件的表面光洁度相当于125 µin Ra,要求可增加到63、32或16 µin Ra。次要工具标记可能仍会在最后一部分上可见。
喷粉
粉末涂料在粉末喷涂工艺中直接喷涂到加工零件上。然后将涂层部件在烤箱中烘烤,形成耐用、耐磨和耐腐蚀的层。在粉末喷涂工艺中有多种颜色可供选择。
喷砂
喷珠是将小玻璃珠以受控方式吹在被加工零件的表面上。这种技术的结果是具有哑光纹理的光滑表面。在压珠工艺中,不同的材料——如沙子、石榴石、核桃壳和金属珠——被应用于清洁零件或为后续的表面处理做准备。
最大化您的 CNC 加工零件的快速提示
简化产品设计
如果可能的话, 简化产品设计 通常会导致更快的生产时间和更低的成本。原因是复杂结构和曲面的创建将使用许多小切口,这比平面上更简单和更大的切口需要更长的执行时间。
减少工具更换
根据提示,简化设计并确保其集成一致的内角半径和孔尺寸可以大大减少加工时间。换句话说,如果可能的话,使用相同的尺寸会减少工具更换的次数,并且每次更换工具都会花费额外的时间和成本。
正确选择材料
正如之前指南中提到的,材料的选择会对 CNC 加工的生产时间和成本产生很大影响。如果可能,选择具有良好可加工性的材料,例如黄铜或铝。对于那些不需要金属硬度和强度的应用,塑料材料的CNC加工也可以帮助降低成本,因为材料毛坯更便宜。
考虑公差和壁厚
更高的公差和更薄的壁通常会导致 CNC 加工的成本更高,因为实现更高精度的切割需要时间。如果您的产品或组件有允许的公差范围,请选择较低的公差以减少生产时间和成本。壁厚也是如此:如果可能,选择更大的壁厚余量。
坚持在一个表面上完成
表面处理 通常是 CNC 加工过程的最后阶段,这也可能会影响您整个项目的成本。为您的零件或产品选择单一表面可以带来更好的时间和成本效率。如果需要多次表面处理,它仍然有助于减少所需的不同表面处理的数量。