

什么是 SLA
SLA 是 Stereolithography 的缩写,是一种增材制造工艺,属于 Vat 光聚合家族。在 SLA 工艺中,应用紫外 (UV) 激光系统逐层选择性地固化聚合物树脂。 SLA 中使用的材料是液体形式,是一种光敏热固性聚合物。
SLA是第一个3D打印技术,它具有非常 高精度 和光滑的表面光洁度。 SLA 是最具成本效益的 3D 打印技术,一旦设计师利用此制造过程的优势和局限性。
SLA 工作原理
SLA制造工艺:
- 构建平台设置在液态光敏树脂槽中,距离液面一层高度。
- 激光系统将选择性地固化和固化光聚合树脂,以形成下一层固体树脂。激光豆将通过带有一组镜子的振镜聚焦在计划的路径上。由于模型的整个横截面区域被印刷机扫描,最终生产的零件是完全实体的。
- 一旦完成一层聚合物树脂,平台将移动到安全距离,然后扫地机刀片将重新覆盖表面。这个过程将重复,直到最后的部分完成。
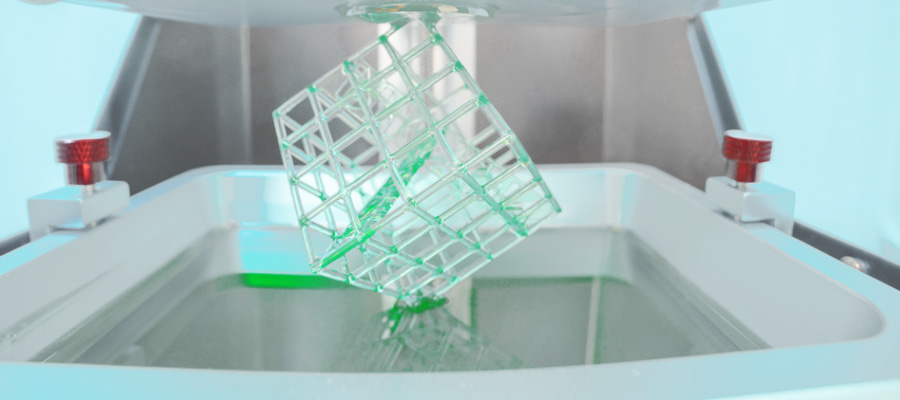
- 打印完成后,由于未完全固化,零件呈绿色。我们需要在紫外光下进行进一步的后处理,以提高机械性能和热性能以达到更高的水平。
在 SLA 打印中, 液态树脂 通过光聚合过程固化。在这个过程中,单体碳链被紫外激光激活,然后在液态树脂中彼此之间形成牢固的牢不可破的键,最终转化为固态部分。光聚合是一个不可逆的过程,不可能将 SLA 部件转换回液体形式。这些部件一旦加热就会燃烧而不是熔化,因为 SLA 中的这些材料是由热固性聚合物制成的,而不是热塑性塑料 FDM.
SLA 特性
印刷机参数
在 SLA 系统中,大多数打印参数是由制造商固定的,这是无法更改的。我们只需要输入层高和零件方向,以确定零件中的支撑位置。
我们在 SLA 中的典型层高范围为 25 微米到 100 微米。较低的铺设高度将更准确地捕获固化的几何形状,但会增加构建时间和成本,并且还会增加失败的可能性。 100 微米的层高适用于最常见的 3D 打印应用。
构建大小是 SLA 中的另一个重要参数,它始终取决于 SLA 机器的类型。有两种主要的 SLA 机器设置,自上而下方向和自下而上方向。
自上而下的 SLA 打印机将激光光源放置在液体树脂槽上方,然后部件朝上打印。构建平台从树脂桶的顶部开始,在每一层之后向下移动。
自下而上的 SLA 打印机将激光光源放置在液体树脂槽中,然后将零件正面朝下打印。罐内有一个带有硅胶涂层的透明底部,可让激光通过并阻止固化树脂粘在其上。在每一层之后,构建平台向上移动。所以固化的树脂会从罐底脱离,这个过程称为剥离步骤。
通常情况下,桌面打印机采用自下而上的方式,工业SLA系统采用自上而下的方式。自下而上的 SLA 机器更容易制造和操作,但印刷尺寸有限,因为剥离步骤中的力可能会导致印刷失败。另一方面,自上而下的 SLA 机器可以在不损失精度的情况下创建较大的生产尺寸,但这种先进的能力需要更高的成本。
两个方向的关键特征和区别
| 自下而上的 SLA | 自上而下的 SLA | |
| 优点 | 低成本广泛可用 | 大尺寸制造更快 |
| 缺点 | 小尺寸材料范围小后处理要求 | 高成本专业操作员 |
| 尺寸 | 145×145×175毫米 | 1500×750×500毫米 |
| 层高 | 25-100 微米 | 25-150 微米 |
| 尺寸精度 | ± 0.5% | ± 0.15% |
支撑结构
支撑结构 SLA中通常需要,打印与零件相同的材料并在打印后手动移除。打印方向决定支撑位置和数量。我们建议零件的方向应避免与支撑结构接触的视觉关键表面。
自下而上和自上而下的SLA印刷机支持区别:
在自上而下的 SLA 中,支持要求类似于 FDM。需要打印准确的悬垂和桥梁,临界悬垂角度为正常30°。零件可以定位在任何位置,但我们需要尽量减少支撑量和层数,以确保零件打印平整。
在自下而上的 SLA 中,零件方向更加复杂。悬挑和桥梁仍然需要支撑,但最关键的标准是最小化每一层的横截面积。剥离步骤中的力将部分从构建平台上分离,该力与每一层的横截面积成正比。所以零件方向应该是一个角度,支撑减少也不是主要问题。
冰壶
SLA 中的卷曲是与零件精度相关的最大问题,类似于 FDM 翘曲。在固化和固化过程中,一旦暴露在激光光源下,树脂会略微收缩。当收缩过大时,新层与先前凝固材料之间的内应力会导致零件卷曲。
层粘合
SLA 零件具有各向同性的机械性能,UC 激光源不足以完全固化液态树脂,后期激光通过会高度增加先前的固化层。
在 SLA 过程中,固化将在打印过程完成后继续进行。为了获得最佳的机械性能,SAL 部件应放置在固化箱中,以便在强 UC 光或高温下进行后固化。这会增加 SLA 零件的硬度和温度,但也会使其更脆。
长时间暴露在紫外线下的 SLA 零件会对物理性能和外观产生不利影响,这将导致零件卷曲、变脆和变色。因此,我们建议在使用前使用透明的 UV 丙烯酸涂料喷涂。
常见的 SLA 材料
SLA 材料 为液态树脂形式,我们的工业系统提供广泛的材料,以协助设计人员更密切地控制其零件的机械性能。 SLA 材料比 FDM 或 SLA 材料更脆,因此不适合在高负载下的功能原型。
我们总结了常见 SLA 树脂的优缺点。
| 材料 | 特征 | |
| 优点 | 缺点 | |
| 标准树脂 | 光滑的表面光洁度 | 脆 |
| 透明树脂 | 透明的 | 表面透明的后处理 |
| 浇注树脂 | 燃尽后低灰模模制作 | |
| 坚韧或耐用的树脂 | 机械性能类似于 ABS 或 PP | 低热阻 |
| 高温树脂 | 耐高温 | 成本高 |
| 牙科树脂 | 生物相容性高耐磨性 | 成本高 |
| 类橡胶树脂 | 橡胶类材料 | 尺寸精度低 |
后期处理
SLA零件表面可以通过各种不同的标准完成 后处理方法,如打磨、抛光、喷涂和矿物油画。在此处查看 SLA 的后处理。
SLA 好处 & 限制
SLA 好处:
- SLA 能够创建具有高尺寸精度和复杂细节的零件。
- SLA 是视觉原型的想法,因为它具有光滑的表面光洁度。
- SLA 具有特殊材料,如透明、柔韧和可浇注树脂。
SLA 限制:
- SLA 部分易碎,不适合功能原型。
- SLA 零件的机械性能和视觉外观一旦暴露在阳光下会随着时间的推移而退化。
- SLA工艺总是需要支撑结构,后处理需要去除表面的视觉痕迹。