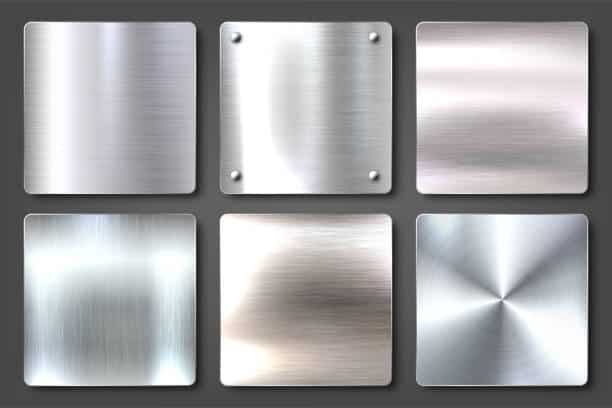
不锈钢饰面具有许多优点,包括使用制造工艺来改善金属的表面特性。根据最终的最终用途要求,饰面用于实现特殊属性,例如耐用性、耐腐蚀性、反光表面、光滑度或特定的纹理图案。
不锈钢可以承受各种 精加工技术 例如磨光、拉丝、图案、抛光、彩色或装饰处理。为您的特定应用选择合适的表面处理至关重要。它确保不锈钢具有较长的使用寿命、出色的耐腐蚀性和低维护需求。正确的精加工工艺可确保不锈钢具有理想的性能。
本指南探讨了四种主要类型的不锈钢饰面供您实际使用,并列出了两个最受认可的标准: 中文 和 ASTM,并提供了一些可能对您有所帮助的产品选项、正确技术和使用技巧。
不锈钢表面处理的类型
虽然每个选项都有变化,但更典型的不锈钢饰面类别是磨光饰面、图案饰面、拉丝和抛光饰面以及彩色饰面。
轧机饰面

所有不锈钢板产品都以这些表面处理为基本供货条件,无论是 热轧或冷轧.它们广泛用于各种应用,并用作机械抛光和其他精加工工艺的初始阶段。为确保尽可能高的耐腐蚀性,大多数都经过酸洗(酸洗)以去除热轧和退火过程中产生的任何氧化皮,光亮退火表面除外。
1号完成
为使不锈钢达到 1 号光洁度,材料必须经过热轧,直至达到所需的厚度。这些饰面通常显得暗淡且多变,并且在所有不锈钢饰面中显示出最粗糙和最不均匀的表面纹理。因此,它们最适用于将美观放在首位的应用,并且经常在它们之后进行酸洗以提高其耐腐蚀性。
然而,No.1 饰面有一个主要缺点,即它们不具有反光表面,使其不适用于对亮度、外观和纹理有要求的应用。
2B号完成
为了使不锈钢达到 2B 级光洁度,在称为冷轧的过程中,将材料放入特殊的轧辊或模具中。这种冷轧方法产生的表面更光滑,外观上的麻点更少。然后将软化的不锈钢置于酸溶液中,以去除任何锈迹或积垢。最后,钢在抛光辊上进行最后一次通过,以增强其整体光滑度。
与其他选项相比,No. 2B 哑光饰面为不锈钢饰面提供了更实惠的解决方案。它们通常作为通用冷轧表面处理用于炊具、小罐和制药设备。
编号 2D 完成
通过与 2B 号饰面类似的工艺实现 2D 号饰面,包括冷轧、退火和酸洗。然而,这种饰面具有更暗淡和哑光的品质。它特别适用于深冲用途,可用于各种产品,例如汽车排气部件、化学设备和硬件。
光亮退火 (BA) 表面处理
为了获得光亮的退火表面,首先对不锈钢进行冷轧,然后在受控的无氧环境中进行退火,以防止在退火过程中出现任何结垢。由于在退火过程中会形成一层薄薄的氧化膜,因此不需要在酸中对饰面进行酸洗。这种表面处理通常用于炊具、装饰用具和手术器械。
完成
TR(调质轧制)表面处理是通过对退火表面进行冷轧以增强机械性能来实现的,这会导致不同的外观,具体取决于合金和所应用的冷加工程度。这种饰面的例子包括四分之一硬、半硬和全硬。不锈钢表面的最终效果是光滑且反光的。
二季度完成
2Q 表面光洁度由 EN 指定用于不锈钢,与 TR 光洁度相似,因为它涉及冷轧和随后的硬化。然而,与 TR 饰面不同的是,2Q 饰面在保护环境中进行硬化和回火,或在热处理后除氧化皮。这种表面精加工选项专为马氏体钢而设计,马氏体钢是唯一一种对这些处理有反应的钢材。
这种表面处理通常具有光滑的表面,没有任何结垢,使其非常适合用作汽车和医疗行业的表面处理选项。
图案饰面
为了制造带图案的不锈钢饰面,带图案的辊用于压制或轧制。这种技术可使板材得到有效加固,从而可以使用更薄的覆层,从而可能节省成本并减轻重量。此外,该图案可以应用于单面或双面,以实现双面带图案的不锈钢。

下表概述了 EN 标准及其相应的 ASTM 等效标准中的一些图案饰面及其特征。
| 英文名称 | ASTM 等效标准 | 整理类型 | 特征 |
| 2F | 2D号 | 图案饰面 | 冷轧、光亮退火或退火加酸洗; 均匀的非反射亚光表面。 |
| 1M | 没有任何 | 图案饰面 | 设计将由双方协商确定; 板的一侧是平的; 这些板旨在用于地板。 |
| 2M | 没有任何 | 图案饰面 | 设计将由双方协商确定; 板的一侧是平的; 精细的纹理主要用于建筑目的。 |
| 2W | 没有任何 | 图案饰面 | 设计将由双方协商确定; 该板的两侧均具有波纹纹理,提供额外的强度和/或美感。 |
机械拉丝和抛光饰面
3号完成
3 号表面光洁度是 ASTM 名称,对应于 EN 标准中的 1G-2G 光洁度,通过研磨工艺实现。 1G表示热轧起点,2G表示冷轧起点。
高达 1 微米的表面粗糙度在 3 号表面处理中是典型的,这导致表面具有低反射率。这种表面处理通常用于厨房设备、食品加工厂的零件等。
4号完成
4 号表面处理提供精致的表面质量,这是通过使用抛光带和刷子处理不锈钢而形成的。这个过程导致具有均匀方向性的轻微反射表面。抛光的最终粗糙度取决于所用刷子的等级和所用抛光带的质量。
4 号表面以其独特的外观而闻名,展现出柔和的色彩和非常细的线条。这种饰面非常适合不需要高反射率的装饰用途。这种不锈钢饰面的主要缺点是其抗腐蚀能力降低。
6号完成
为了达到 6 号饰面,4 号饰面经过 Tampico 刷漆处理。这会导致暗淡的银白色外观,其反射率低于 4 号饰面。
这种饰面具有出色的耐腐蚀性,可以进行改性以满足海洋和外部建筑应用的特定耐腐蚀性要求。虽然直到 1980 年代,它才普遍用于不锈钢建筑构件,但如今已不那么普遍了。
7号完成
7 号饰面是通过抛光精细研磨表面实现的抛光饰面,具有高度光泽的外观,同时在材料上仍显示出可见的砂砾线。这种饰面反光性极强,几乎像一面镜子,常用于柱盖、装饰饰边和墙板。

8号完成
8号光洁度是通过使用一系列越来越细的磨料对表面进行机械处理来实现的。或者,模拟机械磨损的特殊滚动程序也可以产生所需的效果。在此阶段,消除深划痕至关重要,因为在成品上很容易看到任何表面缺陷。最后一步包括抛光表面 5-10 分钟,以产生高反光的镜面效果。
8号镜面处理的优点是增强了材料的耐腐蚀性。抛光过程平滑了腐蚀性颗粒可能沉降的缝隙。
SS 的彩色饰面
利用不锈钢表面惰性铬层的特性,这些饰面赋予材料耐腐蚀性。
此外,铬层可以很容易地使用化学工艺着色,然后通过电解硬化,形成一种称为电解着色饰面的饰面。
当特定应用需要时,这些不锈钢饰面也可以进行图案化处理。

2L精加工
2L 是最普遍的表面处理,是不锈钢上所有彩色表面处理的名称。有多种颜色可供选择。
通常,这些饰面用于装饰或装饰目的,而偶尔会采用彩色饰面以与复杂设计中的其他材料相匹配。
定制 SS 饰面
定制的金属表面饰面具有标准饰面无法实现的特定特性。这些饰面是根据您的独特应用定制的,并根据您的具体设计而有很大差异。
例如,可以组合两种或多种表面处理以获得独特的美学或功能特性。
因此,您可能拥有带有压花或蚀刻图案以及无方向性图案的不锈钢。
该图表总结了不锈钢不同类型表面处理的主要特征。
| 整理类型 | ASTM 名称 | 特征 |
|---|---|---|
| 磨光 | 1号 | 热轧、退火和钝化。 |
| 2B号 | 冷轧、退火、酸洗和钝化,并进一步通过高度抛光的辊。 | |
| 2D号 | 冷轧、退火、酸洗和钝化。 | |
| TR | 加工硬化和冷加工以获得更高的强度和光亮的表面。 | |
| 学士 | 冷轧、光亮退火和表面抛光,表面光滑、光亮、反光。 | |
| 拉丝和抛光饰面 | 3号 | 地面,砂砾等级或表面粗糙度可以定制,单向纹理和缺乏高反射率。 |
| 4号 | 拉丝或哑光抛光饰面;可定制刷丝等级、抛光带或表面粗糙度。它具有单向纹理并且缺乏高反射率。 | |
| 6号 | 缎面抛光饰面和 J 型饰面需要额外的特定要求,以确保在海洋和外部建筑应用中具有高耐腐蚀性。 | |
| 7-8号 | 真正的镜面效果;可以定制工艺或表面粗糙度。它具有非定向表面处理,具有高反射性和出色的图像清晰度。 |
不锈钢表面处理的 EN 和 ASTM 等效标准
在这里,我们以表格形式总结了 EN 标准及其相应的 ASTM 标准中的表面光洁度名称。
| 英文名称 | ASTM 等效标准 | 整理类型 |
|---|---|---|
| 一维 | 1号 | 轧机饰面 |
| 2B | 2B号 | |
| 二维 | 2D号 | |
| 2小时 | TR | |
| 2R | 学士 | |
| 2Q | 没有任何 | |
| 2F | 2D号 | 图案饰面 |
| 1M | 没有任何 | |
| 2M | 没有任何 | |
| 2W | 没有任何 | |
| 1G-2G | 3号 | 拉丝和抛光饰面 |
| 1J-2J | 4号 | |
| 1K-2K | 6号 | |
| 1P-2P | 7-8号 | |
| 2升 | 没有任何 | 彩色饰面 |
精加工不锈钢的技巧
在开始研磨和精加工不锈钢之前,必须接受必要的培训并熟悉不锈钢的反应。除了选择适合您的应用和所需饰面的产品外,坚持正确的技术、产品选择和使用也很关键。以下是一些有用的提示:
1. 基于精加工要求的磨料选择
不锈钢有几种常见的饰面,包括无方向性、4 号饰面和镜面抛光。选择磨料时,需要考虑视觉或平均粗糙度 (Ra) 光洁度要求。对于粗磨,36 或 40 粒度的百叶盘是合适的。
但是,如果需要镜面抛光,则需要更高粒度的研磨剂和抛光化合物或纤维轮才能达到所需的视觉效果。专为不锈钢设计的磨料会更有效,因为与为碳钢制造的磨料相比,它切割速度更快、持续时间更长且散热效果更好。
2. 避免 SS 中的交叉污染
仅仅标明可与碳钢或不锈钢一起使用并不能保证产品不含污染物。被视为无污染的产品应含有少于 0.1% 的铁、硫和氯,因为这些元素会导致氧化。
Inox 产品不含污染物。您是否需要无污染产品取决于您的应用需求。在碳钢上使用相同的工具后,避免在不锈钢上使用相同的工具以防止引入污染物至关重要。颜色编码的磨料产品可以帮助区分工具并避免错误地使用错误的工具。
3. 从母材上的所需饰面开始
为了节省时间和金钱,许多操作都是从已经按照所需规格预制的基础材料开始的。这是一个常见的做法 钣金 基片在焊接操作前由机器完成,并进行 4 号定向抛光或镜面抛光。这减少了将部件焊接在一起后所需的手动精加工量。
4.避免施加过大的压力
研磨产品在使用过程中会产生热量,与碳钢相比,不锈钢更容易损坏。降低压力并让研磨刷或研磨盘按预期工作是减少研磨或精加工过程中热量的有效方法。
5.使用统一一致的模式
在研磨或精加工不锈钢时保持一致和均匀的图案至关重要。在单个区域花费较长时间会导致热量积聚,从而可能导致基底金属损坏和额外的返工时间。
6. 文件 SS 整理过程
创建不锈钢精加工的分步过程对于确保一致的结果至关重要。文档可以消除猜测并最大限度地减少返工,这在需要特定饰面并且每次都必须测量时尤为重要——例如,在医疗或食品加工应用中。记录在案的流程应详细说明所使用的特定磨料、它们的粒度以及涉及的相应步骤。
您的零件表面处理解决方案提供商 – Runsom Precision
在 赎金精度,我们使用最常用的 不锈钢牌号 并为各种不锈钢规格提供最佳饰面。我们卓越的零件精加工服务扩展到塑料、复合材料和金属表面,我们的设施配备一流的机器和基础设施,可将您的原型或设想的零件变为现实。 请求即时报价 今天开始您的金属表面处理项目。
您可能感兴趣的其他文章: