

Introduction
We will provide the dimensional accuracy as a method of different 3D printing technologies comparison. Each technology has its strengths and weaknesses, but the key factors to determine parts accuracy are as following:
Design: The parts accuracy depends greatly on designing. In cooling and curing process, internal stress variations will give rise to warping or shrinkage. 3D printing technologies are not suitable for long thin features or flat surfaces, the final accuracy will decrease in large size parts.
Materials: Accuracy also depends on materials. It is common to sacrifice accuracy for special properties enhancement. Such as standard resins can provide more accurate part then flexible resin. We will recommend to apply standard materials for high accuracy requirement.
Accuracy Variation
The accuracy of 3D parts are quantified by the following parameters:
Dimensional accuracy: These quantitative values form printer manufacturers and material suppliers will determine the expected parts accuracy. All tolerances are respect to well parts design on well calibrate printers.
Warping or shrinkage: The probability of warping or shrinkage depends heavily on 3D parts designing. However, there are some technologies have inherent high risk of warping or shrinking.
Support requirement: The support application will affect the accuracy of part surface and features. While this will also affect part surface finish in removal process.
Accuracy of FDM
FDM is the most suitable technology for low-cost prototyping. In this case, parts form and fit are more important than its function. FDM create part layer on layer with thermoplastic on the build platform, large parts will lead to big temperature variation on the build platform. In reason of different parts area will cool down at different rate, the internal stress of part will lead to warping or shrinkage. We can solute these issues by the way of printing rafts, heated beds, radii at sharp edges and corners.
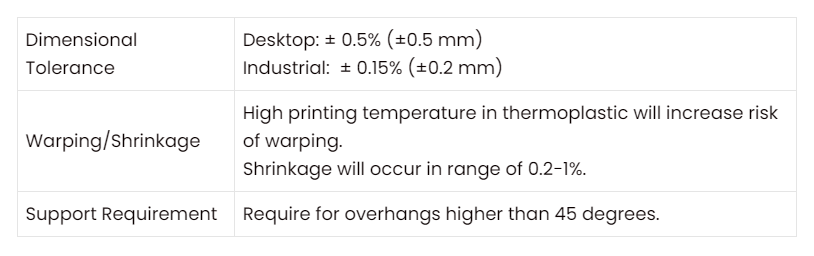
| Dimensional Tolerance | Desktop: ± 0.5% (±0.5 mm) Industrial: ± 0.15% (±0.2 mm) |
| Warping/Shrinkage | High printing temperature in thermoplastic will increase risk of warping. Shrinkage will occur in range of 0.2-1%. |
| Support Requirement | Require for overhangs higher than 45 degrees. |
Accuracy of SLA
SLA apply a laser system to solidify specific areas in resin tank, and create one layer of part cross-section at one time. All these cured areas are not full solidified until UV post-processing. In this case, unsupported area will sag, especially with special angle and orientations. Once layer by layer, this effect will accumulate to final dimension discrepancy in tall SLA parts. Dimension discrepancy will also occur in the peeling process, the pulling force will give rise to bend in soft printed parts. Resins with high flexible properties have higher risk of warping, which is not suitable for high accuracy applications.
| Dimensional Tolerance | Desktop: ± 0.5% (±0.10 mm) Industrial: ± 0.15% (±0.01 mm) |
| Warping/Shrinkage | Unsupported areas |
| Support Requirement | Essential for accurate parts |
Accuracy of SLS
SLS use a laser system to sinter powder materials, it can produce parts with high accuracy and complex geometry. The laser system sinters powder layer by layer to create the final solid parts. In order to reduce the probability of warping or shrinking, SLS apply the heated build chambers. However, temperature gradient in large SLS parts, where bottom layers cool down while top layers at an elevated temperature. In addition, all printed parts should be cooled slowly in the powder, this will cost 50% of total production time.
| Dimensional Tolerance | ± 0.3% (±0.3 mm) |
| Warping/Shrinkage | Shrinkage in rage of 2-3% |
| Support Requirement | Not required |
Accuracy of MJF
MJF is the most accurate technology of 3D printing, in reason of no heat involved in printing process, warping and shrinkage rarely occur in this process. Most dimensional accuracy issues are related to printer specifications, like fine features or thin walls. MJF support is a solid structure, it is removed after printing. The solid support can give rise to high accurate printing in contact surface. We need to care about MJF parts post-processing, because ambient heat, humidity or sunlight will result to warp and dimension change.
| Dimensional Tolerance | ± 0.1% (±0.05 mm) |
| Warping/Shrinkage | No issue |
| Support Requirement | Essential for accurate parts |
Accuracy of DMLS
DMLS use a laser system to sinter or melt metal powder selectively to produce metal parts. It produce parts layer by layer in a controlled, heated environment. The layer-by-layer construction with high temperature will create extreme thermal gradients, this give rise to high internal stress.
DMLS parts have high risk of distorting or warping, so good design and part orientation are critical to create accurate parts. The support structure are vital to minimize distortion in printing process, most parts are built on solid metal plate and need to be removed after printing. Solid and lattice support structures are needed to keep parts attach to bed, and stop detaching. Most DMLS parts required stress relieving by heat treatment before removal form build plate.
| Dimensional Tolerance | ± 0.1mm |
| Warping/Shrinkage | High risk of shrinkage or warping |
| Support Requirement | Essential for accurate parts |