

Что такое соглашение об уровне обслуживания
SLA — это аббревиатура от стереолитографии, которая представляет собой процесс аддитивного производства, принадлежащий к семейству фотополимеризации. В процессе SLA применяется ультрафиолетовая (УФ) лазерная система для выборочного отверждения полимерной смолы слой за слоем. Материалы, используемые в SLA, имеют жидкую форму и представляют собой светочувствительные термореактивные полимеры.
SLA — первая технология 3D-печати, она имеет очень высокая точность и гладкая поверхность. SLA является наиболее экономически эффективной технологией 3D-печати, если дизайнеры используют преимущества и ограничения этого производственного процесса.
Как работает соглашение об уровне обслуживания
Процесс изготовления SLA:
- Платформа для сборки устанавливается в резервуар с жидким фотополимером на расстоянии высоты одного слоя от поверхности жидкости.
- Лазерная система избирательно отверждает и затвердевает фотополимерную смолу, чтобы создать следующий слой твердой смолы. Лазерный луч будет фокусироваться по заданному пути с помощью гальво с набором зеркал. Поскольку вся площадь поперечного сечения моделей сканируется печатной машиной, готовые детали полностью прочные.
- Как только слой полимерной смолы будет нанесен, платформа отойдет на безопасное расстояние, а затем подметальная машина повторно покроет поверхность. Этот процесс будет повторяться до тех пор, пока не будут завершены последние части.
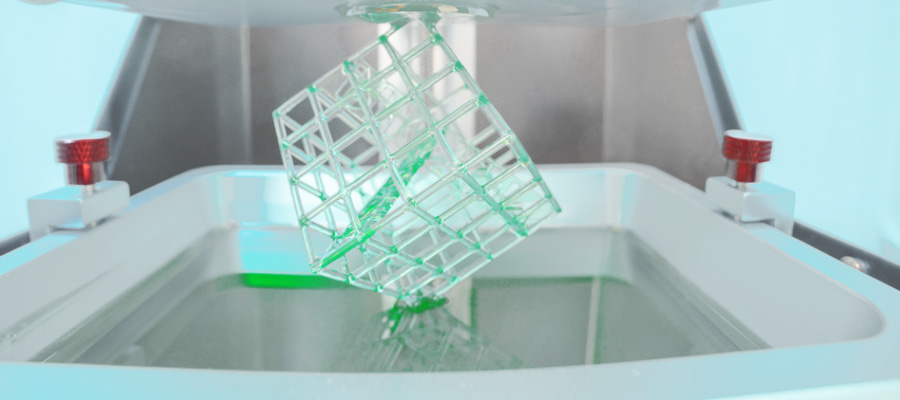
- После процесса печати детали имеют зеленый цвет из-за того, что они еще не полностью отверждены. Нам необходима дальнейшая постобработка под УФ-светом, чтобы улучшить механические и термические свойства на более высокий уровень.
При печати по SLA жидкая смола затвердевает в процессе фотополимеризации. В этом процессе углеродные цепи мономера активируются ультрафиолетовым лазерным светом, затем между собой в жидкой смоле создаются прочные неразрывные связи, которые в конечном итоге превращаются в твердые части. Фотополимеризация – необратимый процесс, перевести детали SLA обратно в жидкую форму невозможно. Эти детали будут гореть, а не плавиться при нагревании, поскольку эти материалы в SLA изготовлены из термореактивных полимеров, в отличие от термопластов в ФДМ.
Характеристики соглашения об уровне обслуживания
Параметры печатной машины
В системе SLA большинство параметров печати фиксируются производителем, изменить их невозможно. Нам просто нужно ввести только высоту слоя и ориентацию детали, чтобы определить расположение опоры в деталях.
Типичная высота слоя SLA составляет от 25 до 100 микрон. Меньшая высота укладки позволит более точно зафиксировать отвержденную геометрию, но увеличит время и стоимость сборки, а также увеличит вероятность отказа. Высота слоя 100 микрон подходит для большинства распространенных применений 3D-печати.
Размер сборки — еще один важный параметр SLA, который всегда зависит от типа машины SLA. Существует две основные настройки машины SLA: ориентация сверху вниз и ориентация снизу вверх.
В принтерах SLA с нисходящим расположением источник лазерного света размещается над резервуаром с жидкой смолой, а затем детали печатаются лицевой стороной вверх. Платформа сборки начинается сверху ванны со смолой и перемещается вниз после каждого слоя.
В восходящих SLA-принтерах источник лазерного света размещается под резервуаром с жидкой смолой, а затем детали печатаются перевернутой стороной вниз. В резервуаре имеется прозрачное дно с силиконовым покрытием, которое пропускает лазерный свет и предотвращает прилипание к нему затвердевшей смолы. После каждого слоя рабочая платформа перемещается вверх. Таким образом, затвердевшая смола отделяется от дна резервуара, этот процесс называется этапом отслаивания.
Обычно ориентация снизу вверх применяется в настольных принтерах, а ориентация сверху вниз применяется в промышленной системе SLA. Машина SLA снизу вверх проще в изготовлении и эксплуатации, но размер печати ограничен, поскольку усилие на этапе отделения может привести к сбою печати. С другой стороны, машина SLA с нисходящим расположением может создавать большие объемы продукции без потери точности, но эта расширенная возможность требует более высоких затрат.
Основная характеристика и отличие двух направлений
| Соглашение об уровне обслуживания «снизу вверх» | Нисходящее соглашение об уровне обслуживания | |
| Преимущества | Низкая стоимостьШироко доступный | Большой размерБыстрое производство |
| Недостатки | Малый размерМеньший диапазон материаловТребования к постобработке | Высокая стоимостьСпециалист-оператор |
| Размер | 145×145×175 мм | 1500×750×500 мм |
| Высота слоя | 25-100 микрон | 25-150 микрон |
| Точность размеров | ± 0,5% | ± 0,15% |
Структура поддержки
Структура поддержки обычно требуется в соответствии с соглашением об уровне обслуживания, он печатается из того же материала, что и детали, и удаляется вручную после печати. Ориентация печати определяет расположение и размер поддержки. Мы рекомендуем детали, ориентация которых должна исключать визуальный контакт критической поверхности с опорной конструкцией.
Разница в поддержке между печатными машинами SLA снизу вверх и сверху вниз:
В нисходящем SLA требования к поддержке аналогичны FDM. Необходимо напечатать точные свесы и мосты, а критический угол свеса обычно составляет 30°. Деталь можно ориентировать в любом положении, но нам необходимо минимизировать количество опор и количество слоев, чтобы гарантировать, что деталь будет напечатана ровно.
В восходящем SLA ориентация детали более сложна. Свесы и мосты по-прежнему необходимо поддерживать, но наиболее важным критерием является минимизация площади поперечного сечения каждого слоя. Сила на этапе отслаивания будет отделять часть от рабочей платформы, и эта сила пропорциональна площади поперечного сечения каждого слоя. Таким образом, ориентация детали должна быть под углом, а уменьшение поддержки не является основной проблемой.
Вьющийся
Скручивание в SLA является самой большой проблемой, связанной с точностью деталей, подобно деформации FDM. В процессе затвердевания и отверждения смола слегка сжимается под воздействием источника лазерного света. Когда усадка слишком велика, внутреннее напряжение между новыми слоями и предыдущим затвердевшим материалом приведет к скручиванию детали.
Адгезия слоев
Детали SLA имеют изотропные механические свойства, лазерного источника UC недостаточно для полного отверждения жидкой смолы, последующие проходы лазера значительно увеличат предыдущие затвердевшие слои.
В процессе SLA отверждение продолжится после завершения процесса печати. Для достижения наилучших механических свойств детали SAL следует помещать в камеру отверждения для последующего отверждения интенсивным ультрафиолетовым светом или повышенной температурой. Это увеличит твердость и температуру деталей SLA, но также сделает их более хрупкими.
Длительное воздействие ультрафиолетового излучения на детали SLA окажет вредное воздействие на физические свойства и внешний вид, что приведет к скручиванию деталей, их ломкости и изменению цвета. Поэтому перед использованием мы рекомендуем покрыть распылением прозрачной акриловой УФ-краски.
Общие материалы SLA
материалы SLA находятся в форме жидкой смолы, наша промышленная система предоставляет широкий спектр материалов, чтобы помочь конструкторам лучше контролировать механические свойства своих деталей. Материалы SLA более хрупкие, чем материалы FDM или SLA, поэтому они не подходят для функциональных прототипов при значительных нагрузках.
Мы суммируем преимущества и недостатки распространенных смол SLA.
| Материал | Характеристики | |
| Преимущества | Недостатки | |
| Стандартная смола | Гладкая поверхность | хрупкий |
| Прозрачная смола | Прозрачный | Постобработка для очистки поверхности |
| Литейная смола | Низкая зольность после выгорания. Создание формы. | |
| Жесткая или долговечная смола | Механические свойства аналогичны АБС или ПП. | Низкое термическое сопротивление |
| Высокотемпературная смола | Высокая термостойкость | Высокая стоимость |
| Стоматологическая смола | БиосовместимостьВысокая устойчивость к истиранию | Высокая стоимость |
| Резиноподобная смола | Материал, похожий на резину | Низкая точность размеров |
Постобработка
Поверхность деталей SLA может быть обработана в соответствии с различными стандартами с помощью различных методы постобработки, например, шлифовка, полировка, напыление и покраска минеральным маслом. Проверьте постобработку SLA здесь.
Преимущества соглашения об уровне обслуживания & Ограничения
Преимущества соглашения об уровне обслуживания:
- SLA способна создавать детали с высокой точностью размеров и сложными деталями.
- SLA идеально подходит для визуальных прототипов из-за гладкой поверхности.
- В состав SLA входят специальные материалы, такие как прозрачная, гибкая и литьевая смола.
Ограничения SLA:
- Деталь SLA хрупкая, для функциональных прототипов не подходит.
- Механические свойства и внешний вид деталей SLA со временем ухудшаются при воздействии солнечного света.
- Процесс SLA всегда требует поддержки структуры, постобработка необходима для удаления визуальных следов на поверхности.