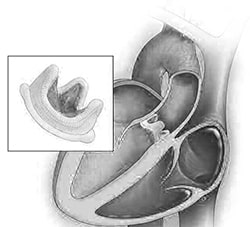
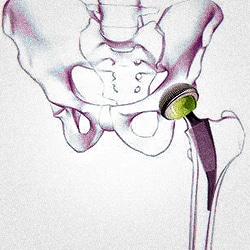
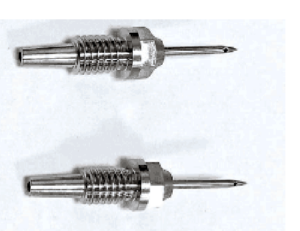
Design Tips Home » Resource » design tips Custom Heart Valves Read More → Custom Hip Prosthesis Read More → Surgical Robot Component: Joint Read More → Surgical Robot Component: Gear Read More → Surgical Robot Instrument: Scissors Read More → Surgical Robot Instrument: Forceps Read More → Flowmeter– Medical Accessories Read More → Composite Tubing – Medical Accessories Read More → A Basic Guide to SFIC Lock Cores Read More → A Basic Guide to Tool and Die Manufacturing Read More → PVC vs. Acrylic Plastic: Their Difference Read More → Essential Machinist Tools for A CNC Machine Shop Read More → 1 2 3 … 6 Next »