


多くの場合、ステンレス鋼、チタン、タンタルなど、さまざまな部品材料の機械工場やメーカーからよく寄せられる質問がいくつかあります。これらには、「パッシベーションとは」、「パッシベーションはどのように機能するか」、「機械加工操作後にステンレス鋼の部品またはコンポーネントをどのようにパッシベーションするか」などの質問が含まれています。今日のこの記事では、これらの質問を調査し、それぞれに答えて、プロセスをよりよく理解できるようにします.それでは、始めましょう。
ステンレス鋼のパッシベーション
腐食やサビを防ぐために、パッシベーションと呼ばれる一般的な仕上げプロセスを使用しています。ステンレス鋼の場合、不動態化プロセスで硝酸またはクエン酸を使用して、表面に存在する遊離鉄を除去します。この化学処理によって、周囲の空気と化学的に反応しにくく、腐食を防ぐ酸化物の防御層が形成されます。次に、ステンレス鋼が不動態化されると、錆びや腐食に抵抗します。
不動態化ステンレス鋼の意味
メーカーにとって、ASTM A967 や AMS 2700 などの業界標準は、ステンレス鋼を不動態化するために最も一般的に使用される標準を示しています。 ASTM A967 で述べられているように、パッシベーションは、遊離鉄やその他の外部物質を除去しながら、硝酸溶液を含むステンレス鋼などの微量酸化剤で金属を化学処理することとして定義されています。
さらに、ASTM A380 では、パッシベーションとは、化学的溶解の助けを借りてステンレス鋼の表面から外因性の鉄または鉄化合物を除去することを指すと定義しています。最も一般的には酸性溶液で処理することにより、表面の汚染を除去しますが、ステンレス鋼に大きな影響を与えることはありません。自体。さらに、このプロセスは、外部保護フィルムの即時形成を促進することを目的としていると述べている。
ステンレス鋼を不動態化する利点

新しく機械加工されたステンレス鋼部品またはコンポーネントを製造および加工した後、多くの場合、パッシベーションを実行するのが最善です。それが提供する利点のいくつかは次のとおりです。
- 部品の上に化学層を作ることで部品を錆から守ります。
- 製品の寿命と耐久性を向上させます。
- 製品の表面に存在する汚染が取り除かれます。
- メンテナンスの必要性が軽減されます。
パッシベーション プロセスのしくみ
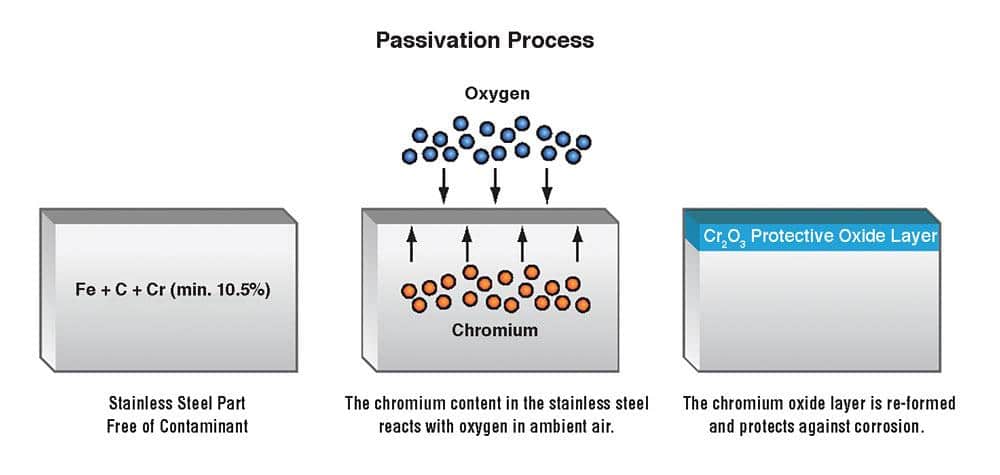
通常、鉄、ニッケル、およびクロムは、鉄ベースの合金を指すため、ステンレス鋼を構成するものです。さらに、ステンレス鋼に存在するクロムは、腐食に対する耐性を与えます。基本的に、クロムは空気中の酸素にさらされると酸化クロムの層を形成することにより、鉄が錆びるのを防ぎます。一方、酸化クロム層の形成は、不動態化プロセスによって強化および増幅されます。
クロムは無傷のままですが、ステンレス鋼を酸浴に浸すと、表面に存在する遊離鉄が溶解します.クロムは、酸がすべての遊離鉄を溶解するため、下にある鉄よりも高い比率で表面に均一な層を形成します。
酸化クロム層は、酸性浴の後、ステンレス鋼が空気中に存在する酸素にさらされると、24 ~ 48 時間かけて形成されます。表面に形成された酸化クロム層はより厚く、より多くの腐食保護を提供します。間違いなく、他の金属と比較して、表面に存在するクロムの量が多いためです。また、表面に存在する遊離鉄を除去すると、腐食が発生する可能性がなくなります。不活性層によって提供される化学的に非反応性の表面によって、錆に対する保護が得られることを忘れないでください。
パッシベーションが必要な場合
ステンレス鋼に影響を与える研削、溶接、切削などの機械加工を行った後、不動態化処理を行います。ただし、ステンレス鋼は理想的な条件ですでに腐食に耐性があるため、パッシベーションは不要に思えるかもしれません。
しかし、実際の状況では、酸化物層が正しく形成されず、腐食から保護できないという問題が発生する可能性があります。これらには以下が含まれます:
- 研削屑、汚れなど、製造中に存在する不要な材料。
- ステンレス鋼の機械加工性を高めるために添加された硫化物。
- 切削工具の鉄粉がステンレス部品の表面に入り込みます。
均一な耐食性表面を得るためには、これらの不純物を完全に除去する必要があります。間違いなく、これらの問題はパッシベーション プロセスを実行することで修正できます。
パッシベーションではないものは何ですか?
電解ではありません。パッシベーションは電解プロセスではなく、電気化学反応に依存しません。代わりに、パッシベーションは化学処理です。
スケール除去用ではありません。不動態化とは、溶接または熱処理後に機械加工された部品から酸化スケールを除去することではありません。
塗装ではありません。ステンレス鋼の表面の色や外観は、不動態化しても変化しません。塗装または粉体塗装するアイテムの場合、パッシベーションは必要ありません。
ステンレス鋼を不動態化する方法?
ステンレス鋼、チタン、およびさまざまな材料の不動態化については、多くの不動態化仕様 (AMS 2700、ASTM A967) があり、適切に不動態化する方法を説明しています。ほぼすべての仕様で標準となっている化学洗浄およびパッシベーション プロセス フェーズは次のとおりです。
- クリーン - 表面に存在する油やグリースなどの不純物を除去する必要があります。
- 不動態化 – 硝酸またはクエン酸を含む酸浴に材料を沈めます。
- テスト – 前の手順の有効性を確認するために、不動態化されたステンレス鋼の表面をテストします。
一部の仕様によれば、重クロム酸ナトリウムを硝酸浴に添加して、酸化物層(不動態皮膜)の形成速度を高めることもできます。しかし、重クロム酸ナトリウムは毒性の強い六価クロム化合物です。したがって、材料がまだ酸性浴に沈められている間に金属表面での酸素形成を促進するために、代替プロセスが使用されます。これらの代替品の例には、超音波装置やクエン酸が含まれます。
金属は酸タンクに通常20~30分間浸漬されます。ただし、温度は、通常は 120 ~ 150 °F の間で、よりかなりの範囲で変化する可能性があります。これは、温度が主にステンレス鋼のグレードと酸の化学的性質に依存するためです。
ステンレス鋼部品を不動態化する手順
不動態化ラインをまとめるには、ステンレス鋼の洗浄と不動態化の両方を可能にするプロセスが必要です。同時に、ステンレス鋼のパッシベーションのプロセスに含まれる最も一般的で必要な手順は次のとおりです。
- アルカリ洗浄で油分や異物などの汚れを落とします。水酸化ナトリウム、Micro-90、Simple Green は、このプロセスで一般的に使用される洗剤クリーナーの例です。
- DI (Deionized) または RO (Reverse Osmosis) 水は、高精度産業で水リンスを実行するために使用されます。
- 硝酸またはクエン酸の浸漬浴を用意して、表面の遊離イオンと硫化物を完全に溶解します。また、不動態酸化膜の形成を促進します。
- 通常、高精度産業では脱イオン水を使用して、残りの酸残留物を除去するために再度水ですすいでください。
- 高精度産業では、できれば脱イオン水を使用してもう一度水ですすぎます。
- ここで、部品を乾燥させる必要があります。
- 塩水噴霧、チャンバー暴露、高湿度、または硫酸銅テストを使用している間、サンプル部品はいくつかの仕様基準と基準についてテストされます。
金属を不動態化する際に留意すべきことは?
金属の不動態化は、腐食を制御する方法と言えます。酸は通常金属に作用するため、パッシベーションでは、酸浴は表面レベルに存在する遊離鉄を均一かつ整然と溶解/腐食します。とはいえ、このプロセスが正しく制御されていないと、「フラッシュアタック」と呼ばれる現象が発生し、暴走腐食につながる可能性があります。このフラッシュ アタックにより、金属の表面が暗くなり、著しくエッチングされます。これは、不動態層を使用して防止することを意図したタイプの腐食です。
しかし、繰り返しになりますが、これが起こらないようにするためにいくつかの手順を実行できます。
酸性溶液に汚染物質が含まれていないことを確認する
フラッシュ攻撃を防ぐために重要です。この救済策には、多くの場合、酸浴溶液中の汚染物質を回避しながら、定期的に新しい溶液を酸性タンクに補充することが含まれます.もう 1 つの推奨事項は、水道水と比較して塩化物が比較的少ない RO や DI 水などの高品質の水を使用することです。そのため、フラッシュ攻撃などの問題も防ぐことができます。
金属部品の徹底洗浄
酸浴前の金属部品の洗浄は、深刻な問題への対策として機能するもう1つの重要なプロセスを指します。部品にグリースや切削油などの不純物があると、気泡が形成され、プロセス全体が妨げられる可能性があります。このようなシナリオでは、脱脂剤の使用を検討してください。
複数の洗剤を別々に使用するか、現在の洗剤を変更することも、部品にあらゆる種類の汚染物質がないことを確認するために機能する可能性があります.時折、溶接または熱処理による熱酸化物は、パッシベーションのプロセスの前に研削または酸洗を除去する必要がある場合があります。
ステンレス鋼のグレードの混合に注意する
300系や400系などのステンレス鋼を同時に酸浴に混ぜないでください。その理由は、ガルバニック腐食の可能性を高める可能性があるためです。