旋盤切削工具は、旋削部品の製造に役立ちます。 旋盤機械 材料を目的の形に成形することは、材料の重要な側面です。 CNC加工.これらのツールの利点を最大限に活用するには、さまざまな操作を実行するために必要なさまざまなタイプの旋盤ツールを理解することが不可欠です。この記事では、CNC 旋削で使用されるさまざまな旋盤ツールのガイドを提供し、適切なものを選択する方法について説明します。
旋盤切削工具とは何ですか?
通常、旋盤で使用される切削工具には鋭利な刃が付いており、これを回転するワークピースに適用して、材料を必要なレベルまで除去します。これらのツールは、金属旋盤のツール ポストまたは木工旋盤のツール レストに配置でき、手、ハンド ホイール、または CNC 技術で調整できます。
切削工具の種類
一般的なタイプの旋盤切削工具は、材料、操作、構造、および送り方向の 4 つの主要な分類カテゴリに分類されます。
材料に基づく
旋盤切削工具は、その材料に基づいて次のカテゴリに分類できます。
1. ハイス(ハイス)工具

これらの工具は高速度鋼でできており、硬度を失うことなく高速で切断できます。それらは、鋼、アルミニウムなどの金属を切断するために最も一般的に使用されています。 鋳鉄、荒加工および中仕上げ加工で優れた結果を生み出します。ハイス工具は研ぎやすく、工具寿命が長いです。
2. 超硬工具

これらの旋盤工具は非常に硬く、耐摩耗性があります。ステンレス鋼やチタンなどの硬質金属や、 木 またはコンポジット。超硬工具は、ハイス工具よりも高速で作動し、工具寿命が長くなります。
3. ダイヤモンド工具

これらのツールは合成ダイヤモンド材料でできており、ガラスやガラスなどの非常に硬い材料を切断するために使用されます。 セラミックス.ダイヤモンド工具は高速で作動し、工具寿命が長い。それにもかかわらず、それらは非常に高価であるため、産業用途での使用が制限されています.
4. 特殊コーティング工具
その名前が示すように、それらは通常、セラミック、立方晶窒化ホウ素 (CBN)、タングステン カーバイドなどの特殊な材料でコーティングされた HSS ツールです。

- セラミック工具:これらの工具はセラミック材料でできており、鋳鉄などの硬質金属や耐熱合金の切削に使用されます。高速切断に最適で、優れた切削性を提供します。 表面仕上げ.セラミック工具は非常に硬く、耐摩耗性に優れています。
- 立方晶窒化ホウ素: この種の工具は非常に硬く、耐久性、耐摩耗性など多くの望ましい品質を備えており、特に鋳鉄材料を扱う場合に、荒削りや断続的な切削作業に適しています。
オペレーションに基づく
1. 旋削工具
さまざまな目的で使用される旋削工具には、主に 2 つのカテゴリがあります。 荒旋削工具と仕上げ旋削工具.
- 荒旋削工具は、ワークピースの大部分をすばやく除去するために使用されます。それらは、最高の圧力に耐え、簡単に取り外すことができる切断角度を備えています。
- 仕上げ旋削工具は、工作物の小さな部分を除去するために使用されます。名前が示すように、最終製品として滑らかで正確な表面を作成するように設計されています。角度は、この結果を達成するために適切に作成されます。

2.面取り工具
面取り角度に設定されたストレート旋削工具の切れ刃は、面取り工具としても機能します。面取り作業が頻繁に必要な作業には、面取りの角度にサイド刃がセットされた専用の面取り工具が使用されます。

3.肩回し工具
直角肩はナイフエッジ旋削工具または端面工具で形作られますが、面取り肩にはノーズ R がゼロで側面刃先角度のストレート旋削工具が適しています。フィレット加工された肩を処理する場合、対応するワークのノーズ R に注意して、ストレート ターニング ツールを選択します。

4. ねじ切り工具
ねじ切り工具を採用 糸を切る めねじとおねじの 2 つの一般的なタイプがあります。おねじの切削では、チャックが工作物を保持または中心に置くのに対し、めねじの切削では、工具が工作物から切りくずを取り除き、直線的なパターンで工作物を横切って移動するときに、チャックが工作物をつかむ必要があります。

5.フェーシングツール
面削り工具は、ワークピースの回転軸に垂直な面を切削するために使用される工作機械です。加工中は旋盤キャリッジのツールホルダーに保持され、垂直に送ります。

6. 溝入れ工具
これらのツールを使用して円筒面に溝を作ることができ、溝の形状は旋盤工作機械の形状によって決まります。角型やV型の切削工具が一般的な形状です。

7. フォーミングツール
成形工具は、旋削工具と溝入れ工具を組み合わせた工具の一種です。これらのツールを使用すると、1 回のパスで複雑な形状を作成できます。成形には旋削工具も使用できますが、精密に設計された成形工具を使用すると、精度が向上し、サイクル タイムが短縮されます。

8.ボーリングツール
ボーリング工具は、直径を広げて穴を拡大するために使用されます。これらのツールは既存の穴に挿入されます。

9. ザグリ工具
通常の中ぐり工具は、旋削後に肩を残して座ぐり加工を行うことができますが、複数刃の座ぐりが一般的に使用されます。

10.アンダーカットツール
アンダーカットまたは溝入れツールには、必要な溝の形状に似た刃先があります。 逃げ角 すべての面で。凹み溝刃は縦送りで、前逃げ角は加工穴により異なります。

11.突切り工具
突っ切り工具は、ワークピースから最小限の金属を除去するために使用される細い工具で、通常は超硬チップ付き工具のビットとして使用されるように鍛造されています。

12.ナーリングツール
ローレット加工ツールには、パターンがエンボス加工された 2 つ以上の金属ローラーがあり、ワークピースのグリップを高めるためのくぼみを作成するためによく使用されます。

構造に基づく
1.一体型
これらのツールは長さが短く、特定のサイズと形状の鋭いエッジを持つ単一の金属片を成形することによって作成されます。この構造により、工具が破損することなく高い切削力に耐えることができる強度が得られます。
2.溶接タイプ
溶接プロセスは、異なる材料で構成されたカッターヘッドとロッドを接続します。ロッドに超硬インサートを埋め込み、コンパクトで製作しやすい構造です。この工具は、さまざまな旋削工具に適しており、小型工具には特に有利です。
3.クランプ式
異なる素材で作られたカッターヘッドとロッドには機械が含まれています 備品 挿入した刃をカッターバーに固定します。 CNC旋盤で一般的に使用されている工具で、カッターバーはくすみで刃を交換すれば再利用できます。
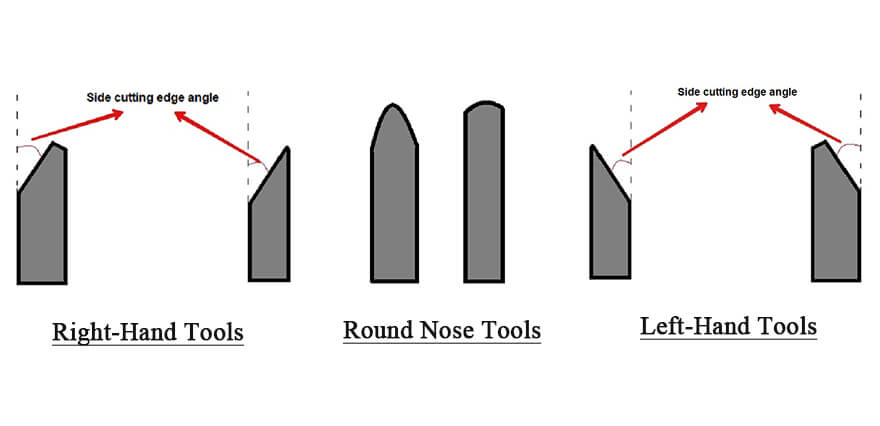
送り方向に基づく
1. 右手用ツール
道具は右から左に材料を取り除いていき、人の手に似たデザインになっています。右手の親指は送りの方向を示し、主刃はツールの左側にあります。
2. 左利き用ツール
右側のバージョンとは対照的に、左側の切削工具は左から右に移動するときに材料を除去します。人間の左手を使用する場合、親指は送りの方向を表し、主要な刃先は工具の右側にあります。
3.丸鼻ツール
ラウンド ノーズ ツールは、サイドすくい角とバックすくい角がない特殊な形状をしています。この設計により、左から右への操作と右から左への操作の両方に使用できます。滑らかな表面が必要な仕上げ作業に最適です。
旋盤切削工具形状
旋盤工作機械にはさまざまな形状があり、それぞれの形状は、特定の切削操作における性能、効率、有効性が異なります。最も一般的な部分の一部を次に示します。
- 先端角: 先端角とは、工具の先端にある 2 つの切れ刃の間で形成される角度です。この角度は通常 60 ~ 120 度で、切断する材料と目的の表面仕上げに基づいて選択されます。
- フルート形状: 切削工具のフルートの形状とサイズは、切りくず排出、工具寿命、および切削力に影響を与える可能性があります。フルートの形状は、特定のアプリケーションのニーズに応じて、ストレート、ヘリカル、または可変にすることができます。
- 逃げ角: 逃げ角とは、すくい面と工具の軸に垂直な線との間の角度です。この角度は切れ刃の強度に影響を与え、切りくず排出にも影響を与える可能性があります。
- すくい角: すくい角とは、切削工具の上面と工具の軸に垂直な線との間の角度です。正のすくい角は、切削性能を向上させますが、切削抵抗を増加させ、より多くの熱を発生させる可能性もあります。
- 刃先角度: これは、刃先と切断面に垂直な線との間の角度です。刃先角度が小さいと刃先が鋭くなりますが、切削抵抗が増加し、工具破損のリスクも高まります。刃先角度を大きくすると、切削力が低下しますが、仕上がりが粗くなる場合があります。
- 逃げ角: 逃げ角とは、工具の側面とワークの表面の間の角度です。逃げ角を大きくすると、切りくずの流れが増加し、切削抵抗が減少しますが、刃先が弱くなる可能性もあります。
ジョブに適したツールの選択
旋盤切削工具を選択する際には、工具の特定の側面に関する知識が不可欠です。考慮すべきいくつかの重要な要素を次に示します。
材料に関する考慮事項
1. 軟質金属
アルミニウム、真ちゅう、銅などの軟質金属を切削する場合、金属が刃先に付着することによって発生する鈍化や構成刃先を回避するために、工具材料は高い耐摩耗性を備えている必要があります。また、軟質金属の長い切りくずによる折損を防ぐには、靭性も重要です。切削工具は、軟質金属を切削するときに発生する高温に対処するために、優れた耐熱性も備えている必要があります。高速度鋼、熱処理された高速度鋼、タングステンカーバイド、およびコバルトを添加した高速度鋼などのこれらの特性を備えた材料が好ましい。
2. 硬質金属
鋼やチタンなどの硬質金属を切削するには、加工中の高圧と高温に耐えられる工具を使用する必要があります。硬度に関しては、切削材料はワークピースよりも硬くする必要があります。超硬金属の切削には、セラミックまたは立方晶窒化ホウ素 (CBN) が使用されます。靭性も重要です。硬質金属は、切れ刃を損傷する可能性のある短い摩耗性の切りくずを生成するためです。超硬や高速度鋼などの高靭性材料で作られた切削工具は、研磨力に耐え、長持ちします。さらに、コバルト含有量の高いハイス鋼やタングステンカーバイドまたはコバルトを添加した超硬合金で作られた切削工具は、より優れた耐熱性を提供します。
3. プラスチック
刃先にプラスチックが付着して表面仕上げが劣化するのを防ぐために、切削工具には付着防止特性が必要です。さらに、プラスチックの熱伝導率が低いため、プラスチックを効率的に切断するには、熱伝導率の高い材料を使用した切削工具が好まれます。ダイヤモンド コーティングや PCD コーティングなどの材料で作られたツールには、固着防止特性がある場合があります。高速度鋼と鋳造コバルト合金は、熱伝導率の高い材料に適しています。超硬カッターは切れ味保持性に優れ、プラスチック加工時の工具折損のリスクを軽減します。
工具形状と切削パラメータ
工具が切削する方向は、刃先の位置によって決まります。旋盤切削における適切な工具形状は、耐久性と性能に関する考慮事項とともに、機械加工される特定のワークピースの切削プロセスを最適化する上で重要な役割を果たします。
希望の部品形状
特定の形状を実現するために、さまざまな種類の旋盤ツールを使用できます。したがって、目的の結果に基づいて適切な旋盤工作機械を選択する必要があります。多くの CNC 機械加工プロジェクトの複雑な性質により、複数の切削工具が必要になる場合があります。
結論
CNC旋削加工を成功させるには、適切な旋盤切削工具を選択することが重要です。切削工具の適切な選択は、最終製品の効率と品質に大きな影響を与えます。この記事では、4 つの主要なカテゴリのさまざまな旋盤ツールの基本的なガイド、それらの形状、およびプロジェクトに適したものを決定するのに役立つ重要な考慮事項を提供します。
Runsom と連携して CNC 旋削プロジェクトを最適化
どの旋盤工作機械で目的の形状が得られるかわからない場合でも、心配する必要はありません。専門家チームからの支援を簡単に求めることができます – Runsom Precision は、すべての機械加工要件の究極の目的地です。私たちの範囲 CNC旋盤サービス 面取り、面取り、ローレット加工などのさまざまな手順で構成されています。プロトタイプまたは少量の機械加工部品が必要な場合でも、最高品質の結果が得られることを保証します。今すぐ CAD ファイルをアップロードするだけで、 見積もりを取得 急速。
あなたが興味を持っているかもしれない他の記事: