

アディティブ マニュファクチャリングとして知られる 3D プリントは、原材料からパーツを成長させてパーツを作成する製造方法です。 CNC 機械加工などのサブトラクティブ マニュファクチャリングでは、成形または切断によって、バルク材料をスライスまたは成形して最終的な形状にします。
3 次元印刷 (3D 印刷) は、複雑な形状のユニークなアイテムを作成するための強力な技術であり、医療や自動車から防衛や航空宇宙に至るまで、さまざまな産業に役立っています。これらの方針に沿って、この記事では、3D プリンターの構造と、3D 印刷を開始する方法について説明します。それでは、私たちの議論に飛び込みましょう。
3D プリンターの構造
次の特性と用語は、3D プリンターの基本的な仕組みを説明しています。
1. 効果的なビルドエリア/ベッド/プラットフォーム
3D プリンターの有効なビルド エリアは、X 軸と Y 軸で構成されます。これらの軸は、材料が連続するレイヤーに配置される平面です。さらに、Z 軸も含まれます。これは、材料を硬化、溶融、または堆積できる垂直距離です。
2. フレームとキャリッジ
金属の押し出し材で作られた 3D プリンターの機械本体です。印刷された作品を正確に保つために、フレームは非常に安定している必要があります。 3D プリント フレームには、ビルド プラットフォーム、ギア、ヒーター、ネジ、材料フィード、プーリーが収納されています。交換可能なフレームの概念と混同しないように注意してください。交換可能なフレームは、一般に、スループットを向上させる目的で工業用積層造形機で使用されるモジュール式の交換可能なビルド プラットフォームに関連しています。
3.コントローラー
3D プリンターでは、コントローラーはさまざまなデジタルおよびアナログ機器を制御して共同作業を行い、パーツを製造するコンピューターです。マシンのデータはコントローラによって解釈されます。
4. 押出機、ノズル、プリントヘッド、ホットエンド、チップ
これらは、通常は FDM および FFF に関連するアセンブリであり、未加工のフィラメント ストックが通過し、溶融され、押し出され、プリント ベッドに堆積される円錐形の加熱チップを備えています。ノズルの直径は、選択した層の高さとビーズの厚さによって異なります。 (記録として、FDM は溶融堆積モデリングを意味し、FFF は溶融フィラメント製造を表します)
5. レーザーとスキャナー
これは、赤外線または紫外線ビームを生成して、基材を硬化させます。 IR レーザー (通常は CO2) は、ポリマーや金属を溶かすために使用されます。一方、紫外線レーザーは、フォトポリマー樹脂の硬化に使用されます。レーザーベースの 3D プリンターは、ミラーとガルボまたは直線運動を介してビームの位置と方向を調整する場合があります。ガルボ レーザー スキャニング システムは高速ですが、より高度で高価です。各システムは、そのレイヤーの 3D コンポーネントをすばやく前後にスキャンします。
スキャンする資料によっては、特定のスキャン方法が適切な場合があります。たとえば、選択的レーザー溶融システムは、材料の小さな島を監視して、個々の層への応力の蓄積を制御するのに役立ちます。
6. DLP と UV プロジェクター
フォトポリマー印刷では、デジタルライトプロジェクターが採用されています。 DLP 3D プリンターは、アイテムの 1 つの断面図を使用して、材料のかなりの領域を硬化させます。間違いなく、レイヤーを固定するために高速スキャンが必要な UV レーザー システムよりも高速です。 Carbon DLS は、DLP を Z 方向に移動することで、3D プリント コンポーネントに等方性フィーチャを構築します。
7. チャンバーを構築し、フレームを構築します。
ビルド チャンバーとは、パーツが印刷される囲まれた領域を指します。ビルドベッド、エクストルーダー、材料供給、レーザーおよびガルボシステムがその例です。プリントは、パーツ ベッドまたはリニア エクストルーダーが Z 軸上を移動する余地がある最小状態のパーツ ベッドから始まります。
8.交換可能/交換可能なフレーム
生産AM用の取り外し可能なコンパートメントです。前のジョブが処理されている間、次のジョブを印刷するために新しいフレームがスイッチインされる場合があります。 SLS、DMLS、および HP MJF はすべてこれを使用します。
9. 電子ビーム
熱を発生させるために、電子は加速され、細いビームに集束されます。金属 3D プリンティングは電子ビーム溶解 (EBM) を使用し、レーザーとは異なり、さまざまな磁場が電子ビームを制御する可能性があるため、ガルボやリニア モーション システムが不要になります。
10. 材料送りとホッパー
材料供給とホッパーは、コンポーネントとサポート構造の材料供給源を指します。 FDM のようなフィラメントベースの方法には押出機が必要ですが、粉末床プラットフォームは較正された材料用量を使用します。材料は、重力または垂直ピストンフィードおよびリコーターによって、SLS や DMLS などの粉末床システムに供給されます。
11. オーバーフロー ビンとマテリアル オーバーフロー
オーバーフロービンと呼ばれる容器は、残り物を保管するために使用されます。マテリアル ジェッティングまたはフィラメント システムでは、これを使用して廃棄されたマテリアルを保持できます。対照的に、この材料は一般に、制御された環境で保管しながら、パウダーベッドやフォトポリマーシステムにリサイクルまたは再利用されます。
12. データ入力
インターフェイス ステージでは、レイヤー、マシン コントロール、およびその他のデータがコントローラーに供給されます。データは頻繁に別のコンピューターで生成され、USB、Wi-Fi、イーサネット、またはシリアル経由で送信されます。
13. リニアモーションコントロール
これは、プーリー、ベルト、サーボ、ネジ、またはアクチュエーターによって制御される機械フレームの一部であり、X、Y、または Z 軸で 3D プリンターの機能を動かします。一部のプリンターは、ビルド ベッドを Z 方向に移動させながら、プリント ヘッドを X 方向と Y 方向に移動させます。 リニア コントロールを使用して、ビルド プラットフォームに材料を堆積させたり、余分な材料を取り除いてビンをオーバーフローさせたりすることができます。
14. 支持構造・材質
サポート構造は、パーツをビルド エリアにバインドし、3D プリントでオーバーハング部分を作成するときに材料を溶接または堆積するためのフレームワークを確立するために使用される材料です。
15. ベッドレベラーとベッドレベリング
ベッド レベリングはデスクトップ プリンターの標準機能で、プリント ヘッドとビルド プラットフォーム間の移動距離を自動的に測定します。次にシステムは、不規則または失敗した印刷を作成する可能性のある印刷面の小さな変更を調整します。
16. マテリアルジェット
材料ジェットは、インクジェットと同様に直線的に移動し、材料の微小液滴を配置する堆積ヘッドです。堆積した材料を使用して、オブジェクトを直接作成したり、色や反応性化学物質を追加したり、粉末材料を結合したりして、その後の処理を行うことができます。
17. プリント、パーツ、オブジェクト、ワークピース
完成したパーツ、プリント、オブジェクト、またはワークピースは、3D プリンターの有形の製品です。対照的に、犠牲的なサポート構造は、ビルド プラットフォームに印刷することもできます。
18. リコーターとローラー
リコーターまたはローラーは、建設チャンバーの一方の端から他方の端に材料を押し込み、余剰分をオーバーフロー ビンに捨てる機械的なブレードまたはシリンダーです。 SLS、DMLS、HP MJF などのパウダー ベッド システムは、リコーターのパスに向かって上向きに曲がり、造形領域で動かなくなったり引きずられたりするため、コンポーネントの機能が頻繁に失敗します。
19. プレート/シート/サーフェスの構築
ビルド サーフェスはビルド ベッドの一部であり、3D プリンターを新しいプリント用にリセットするために交換できます。造形材料の最初の層である造形プレートとシートは、支持構造を必要とする 3D プリンターにとって不可欠です。部品の不具合は、ビルド プレートの接合不良によっても発生します。
20.ビルドセットアップソフトウェア
独自のビルド セットアップ ソフトウェアが、3D プリント用のメッシュ ファイルを準備します。 STL ファイルは、メッシュのギャップを修復し、フィーチャを反転または分割することで自動的に修正される場合があります。 「ウォータータイト」ファイルとも呼ばれる印刷可能なファイルは、表面全体に連続したメッシュ ジオメトリがあります。このプログラムは、アイテムを仮想ビルド プラットフォームに配置し、サポートを作成し、インフィルを調整し、ビルドをシミュレートできます。印刷前に、ビルド シミュレーションはタイミングの見積もりと問題の発見に役立ちます。
3D プリンターが読み取るデータとして転送される前に、複数のピースが 1 つのビルド プラットフォームでビルドされる場合があります。ビルドをシミュレートしてエクスポートすることによって得られるレイヤー固有の情報は、「スライス」と呼ばれることがあります。最も人気のある商用ビルド セットアップ ソフトウェアは、さまざまなプロフェッショナル プラットフォームで利用できる Materialise Magics です。パウダー ベッド プラットフォーム用のカスタム サポート生成と最適なビルド ネスティングを各プラットフォームに追加できます。
3D プリントを始めるには?
3D プリントを始める前に、いくつかの考慮事項を見てみましょう。
優先ファイルタイプ
ほとんどの CAD ファイルは STEP にあります。ほとんどの CAD および CAM アプリケーションでは、STEP などの Parasolid 形式を使用できます。 STL や OBJ などのメッシュ形式とは異なり、Parasolid はユニット情報やその他の機能を保存します。 Solidworks などのツールからのネイティブ エクスポートは、印刷に影響を与える可能性のあるモデルの問題を解決して、パラメトリック フィーチャ ツリーを調査するサービスを支援することもできます。
STL とメッシュのエクスポート
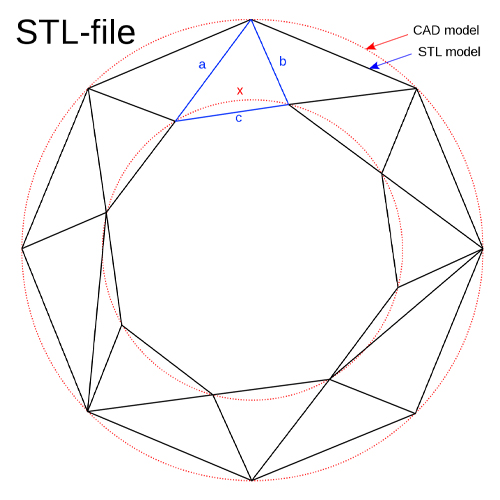
3D プリンター ビルド セットアップ ソフトウェアには、STL や OBJ などのメッシュ ファイルが必要です。 Parasolid CAD ファイルは STL ファイルに変換できますが、STL ファイルをパラメトリック CAD に戻すことはできません。ファイル サイズを小さく保ちながら、3D プリント プロセスと一致する解像度で STL ファイルを作成することが重要です。 STL ファイルは、メッシュ サーフェス データを三角形シリーズの形式で保持することに注意してください。
曲面テッセレーションは、メッシュ エクスポートのフィーチャの詳細を減らし、STL を Parasolid に変換することを困難または不可能にします。 STL ファイルには外部メッシュ ジオメトリのみが含まれ、追加のコンポーネント情報は含まれません。ほとんどの 3D プリンターはファイルをミリメートル (mm) 単位で読み取るため、ミリメートル単位で出力することが重要です。そうでない場合、アップロードされたファイルは別の方法で読み取られる可能性があります。
SolidWorks で STL をエクスポートするには、偏差と角度を切り替えます。最良の結果を得るには、[カスタム] を選択し、各バーを約 80% 右にシフトする必要があります。