
適用の状況:

サービス:CNCミリング、ビーズブラスト、ブラックアルマイト、レーザーエッチング
素材: アルミニウム 6061
量: 550 セット、1 セット 3 コンポーネント
プロジェクト
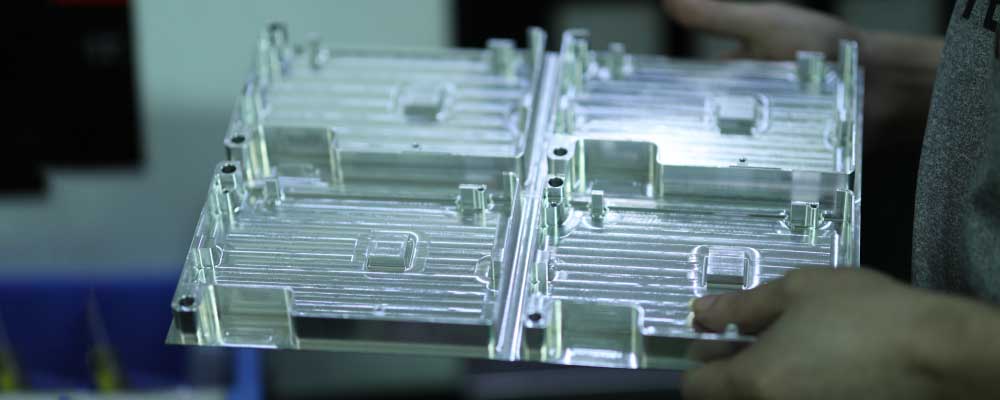
このエンクロージャーは、Runsom とクライアントとの協力を開始した最初のプロジェクトでした。 550 セットを作成する前に、いくつかのサンプルと 100 セットの小さなバッチが注文され、テスト用に作成されました。エンクロージャーは、航空機グレードのアルミニウムから削り出された、蓋、ベース、ウィンドウの 3 つのパーツで構成されています。すべての部品は、MIL-A-8625、TYPE II、クラス 2 に従って黒色で陽極酸化されています。
製品
Studio NDI by 当社のクライアントは、SDI と HDMI の両方の入出力を備えた世界で唯一の NDI® ハードウェア エンコーダーおよびデコーダーです。 Power over Ethernet (PoE) またはユーザーのカメラのバッテリーからの D-Tap によって電力を供給できます。クライアントの革新的なカスタムシリコンチップを搭載した、完璧に仕上げられたエンクロージャーです。美しく、タフで、速い。オールインワンの完成品!
このバッチを進める前に、次の分野についてクライアントと話し合いました。
1 製造に関する設計の推奨事項
赤でマークされた領域は、陽極酸化の前に部分的にマスキングする必要がありました。
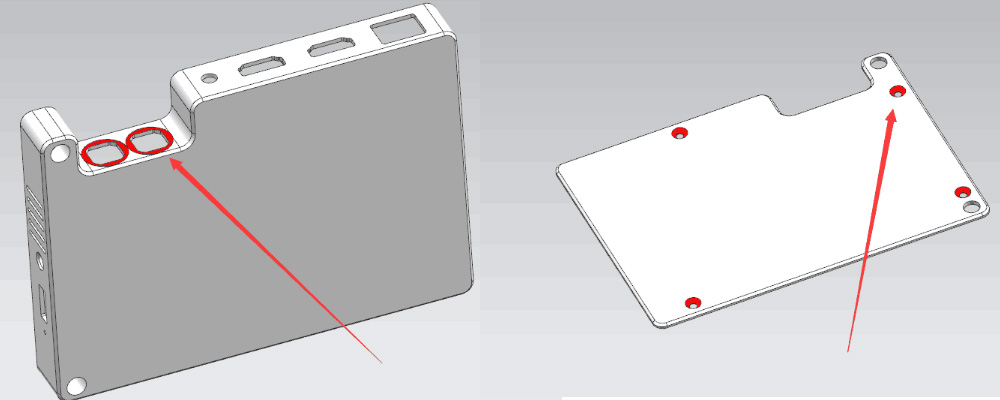
アルマイトを防止するために、上記の赤で囲んだ部分をアルマイト処理前に部分的にマスキングする必要がありました。部分的にマスクされた領域の境界がきれいではない可能性があるという懸念をクライアントと共有しました.部品全体を陽極酸化した後、陽極酸化を除去するために2回目の機械加工を行うことを提案しました。しかし、加工費が高くなります。クライアントの参考用に、リマシニングとマスキングの写真を添付しました。
550セットを開始する前に、いくつかのサンプルを提案して注文したため、クライアントはこれを進めました.サンプルが表面処理の準備ができたとき、私たちのチームはブレインストーミングを行い、改善を試みました。最後に、境界できれいな仕上げを達成できるだけでなく、コスト効率を高めることができるより良い解決策を見つけました.その方法は、再加工ではなく、レーザーエッチングによる陽極酸化の除去でした。

2 製造勧告の設計
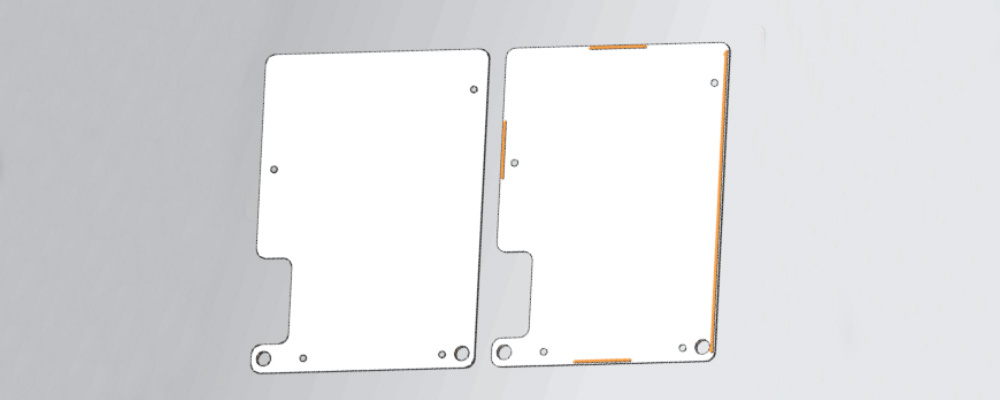
デザインは前回のバッチよりも複雑でした。クライアントは、これらのエンクロージャーのコストを抑えたいと考えていました。現在のベースの厚さは 20.2 mm で 25 mm の材料を購入する必要がありましたが、以前のものは 19.5 mm で 20 mm の材料を使用していました。 20 mm の材料を使用するために、厚さを 2 0 mm 未満にするか、2 0 mm 未満にすることができれば、いくらかのコストを節約できます。クライアントはこれを考慮しました。しかし、より多くの市場シェアを獲得するには、さらにコストを下げる必要がありました。彼らは、次の実行は 1000 セットになると予想していました。更新された設計を再分析して、調整を加えることができるかどうかを確認しました。ふたに追加された溝を 4 つの小さな溝に変更することを提案しました。クライアントは、この 550 セットの実行時に現在のデザインを使用することを好みましたが、次のロットでは提案された変更を採用しました。
材料検査
いつものように、着信を再確認しました 原材料 仕様が正しく、正確に AL 6061-T6 であることを確認しました。
CNCフライス
原材料が準備されるとすぐに、これら3つの部品のそれぞれにいくつかの保持具を作成しました.
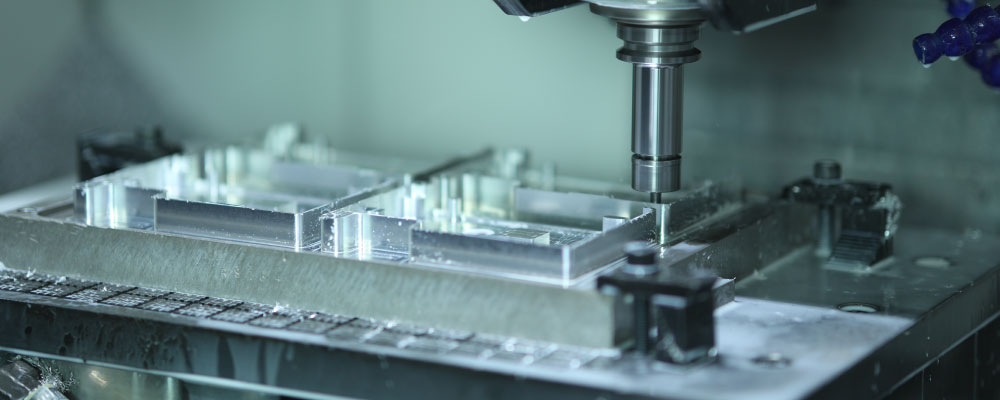
エンクロージャーの蓋は、前面と反対側の両方を真空チャックでフライス加工する必要がありました。 製粉 反対側の加工が難しく、細溝加工時にカッターが折れやすいのが難点でした。部品「窓」は非常に薄く、難点は加工中のクランプでした。
サンドブラスト、陽極酸化、レーザーエッチング
部品がフライス加工された後、表面処理の最初のステップはサンドブラストでした。 マット仕上げ.次に、蓋、ベース、およびウィンドウを黒で陽極酸化しました。陽極酸化は、金属表面を装飾的で耐腐食性、耐久性に優れた陽極酸化仕上げに変換する電気化学プロセスです。アルミニウムは陽極酸化に最適です。最後の仕上げはレーザーエッチングです。これらの 3 つのパーツはすべてレーザーでエッチングされています。
