

מה זה SLA
SLA הוא קיצור של Stereolithography, שהוא תהליך ייצור תוסף השייך למשפחת Vat Photopolymerization. בתהליך SLA, מערכת לייזר אולטרה סגול (UV) מיושמת כדי לרפא באופן סלקטיבי שרף פולימרי שכבה אחר שכבה. החומרים המשמשים ב-SLA הם צורה נוזלית, שהם פולימרים תרמוסטים רגישים לאור.
SLA היא טכנולוגיית ההדפסה התלת מימדית הראשונה, יש לה מאוד דיוק גבוה וגימור משטח חלק. SLA היא טכנולוגיית הדפסת תלת מימד החסכונית ביותר, ברגע שמעצבים מנצלים את היתרונות והמגבלות של תהליך ייצור זה.
איך עובד SLA
תהליך ייצור SLA:
- פלטפורמת הבנייה ממוקמת במיכל של פוטופולימר נוזלי, עם מרחק של שכבה אחת בגובה משטח נוזלי.
- מערכת הלייזר תרפא ותמצק את שרף הפוטופוליאר באופן סלקטיבי, על מנת ליצור את השכבה הבאה של שרף מוצק. פולי הלייזר יתמקדו בנתיב המתוכנן על ידי גלבוים עם סט מראות. מכיוון שכל שטח החתך של הדגמים נסרק על ידי מכונת ההדפסה, החלקים המיוצרים הסופיים מוצקים לחלוטין.
- לאחר סיום שכבת שרף פולימרי, הפלטפורמה תנוע למרחק בטוח, ואז להב המטאטא יצפה מחדש את פני השטח. תהליך זה יחזור על עצמו עד להשלמת החלקים האחרונים.
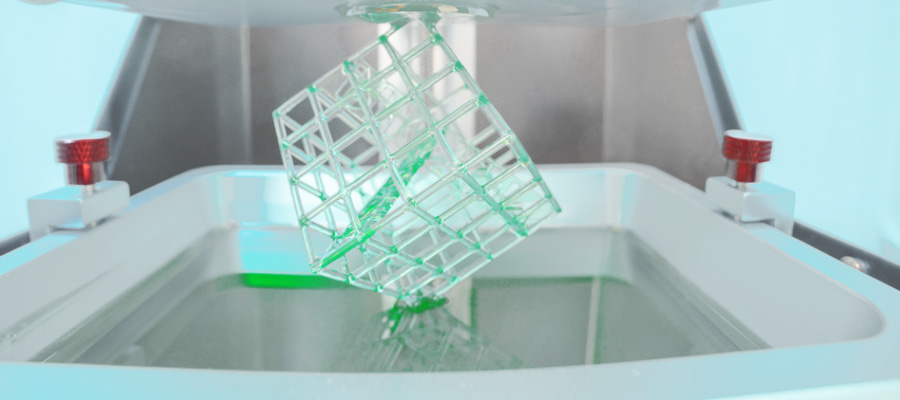
- לאחר תהליך ההדפסה, החלקים הם בצבע ירוק בגלל מצב שאינו מתרפא לחלוטין. אנו זקוקים לתהליך נוסף תחת אור UV כדי לשפר את התכונות המכניות והתרמיות לרמה גבוהה יותר.
בהדפסת SLA, השרף הנוזלי מתמצק על ידי תהליך הפוטופולימריזציה. בתהליך זה, שרשראות הפחמן המונומר מופעלות על ידי אור הלייזר UV, ואז נוצרים קשרים חזקים בלתי שבירים ביניהם בשרף נוזלי, ולבסוף הופכים לחלקים מוצקים. הפוטופולימריזציה היא תהליך בלתי הפיך, זה בלתי אפשרי להמיר חלקי SLA בחזרה לצורה נוזלית. חלקים אלו יישרפו במקום להימס לאחר חימום, בגלל שהחומרים הללו ב-SLA עשויים מפולימרים תרמו-סטים, בניגוד לתרמופלסטיים ב- FDM.
מאפייני SLA
פרמטר מכונת הדפסה
במערכת SLA, רוב פרמטרי ההדפסה קבועים על ידי היצרן, זה לא יכול להשתנות. אנחנו רק צריכים להזין את גובה השכבה ואת כיוון החלק בלבד, כדי לקבוע את מיקום התמיכה בחלקים.
גובה השכבה הטיפוסי שלנו ב-SLA נע בין 25 מיקרון ל-100 מיקרון. גבהים נמוכים יותר ילכדו גיאומטריות שנרפאו בצורה מדויקת יותר, אבל זה יגדיל את זמן הבנייה והעלות, וגם יגדיל את ההסתברות להיכשל. גובה השכבה של 100 מיקרון מתאים לרוב יישומי ההדפסה התלת מימדיים הנפוצים.
גודל הבנייה הוא פרמטר חשוב נוסף ב-SLA, אשר תמיד תלוי בסוג מכונת ה-SLA. ישנן שתי הגדרות עיקריות של מכונת SLA, הכיוון מלמעלה למטה והכיוון מלמטה למעלה.
מדפסות SLA מלמעלה למטה מציבות את מקור אור הלייזר מעל מיכל השרף הנוזלי, ואז החלקים מודפסים עם הפנים כלפי מעלה. פלטפורמת הבנייה מתחילה בחלק העליון של בור השרף ונעה כלפי מטה לאחר כל שכבה.
מדפסות SLA מלמטה למעלה מציבות את מקור אור הלייזר בעירום מיכל השרף הנוזלי, ואז החלקים מודפסים כשהם פונים כלפי מטה. במיכל ישנה תחתית שקופה עם ציפוי סיליקון, המאפשרת מעבר אור לייזר ועוצרת הידבקות של השרף המתרפא אליו. לאחר כל שכבה, פלטפורמת הבנייה זזה כלפי מעלה. אז השרף המתרפא יתנתק מקרקעית המיכל, תהליך זה נקרא שלב קילוף.
בדרך כלל, הכיוון מלמטה למעלה מיושם במדפסת שולחנית, בעוד שהכיוון מלמעלה למטה מיושם במערכת SLA תעשייתית. מכונת SLA מלמטה למעלה קלה יותר לייצור ולתפעול, אך גודל ההדפסה מוגבל, בגלל הכוח בשלב הקילוף עלול לגרום לכשל בהדפסה. מצד שני, מכונת SLA מלמעלה למטה יכולה ליצור גודל ייצור גדול ללא אובדן דיוק, אך יכולת מתקדמת זו דורשת עלות גבוהה יותר.
מאפיין מפתח והבדל של שני כיוונים
| SLA מלמטה למעלה | SLA מלמעלה למטה | |
| יתרונות | עלות נמוכה זמין בהרחבה | גודל גדול ייצור מהיר יותר |
| חסרונות | גודל קטן טווח חומרים פחות דרישה לאחר עיבוד | עלות גבוהה מפעיל מומחה |
| גודל | 145×145×175 מ"מ | 1500×750×500 מ"מ |
| גובה השכבה | 25-100 מיקרון | 25-150 מיקרון |
| דיוק מידות | ± 0.5% | ± 0.15% |
מבנה תמיכה
מבנה תמיכה נדרש בדרך כלל ב-SLA, הוא מודפס עם אותו חומר כמו החלקים ומוסר על ידי ידני לאחר ההדפסה. כיוון ההדפסה קובע את מיקום וכמות התמיכה. אנו ממליצים על חלקים שכיוון החלק צריך להימנע ממגע משטח קריטי ויזואלי עם מבנה התמיכה.
הבדל תמיכה בין מכונות הדפסה SLA מלמטה למעלה ולמעלה למטה:
ב-SLA מלמעלה למטה, דרישת התמיכה דומה ל-FDM. יש צורך להדפיס תליונים וגשרים מדויקים, וזווית התלייה הקריטית היא 30° נורמלית. ניתן לכוון את החלק בכל מיקום, אך עלינו למזער את כמות התמיכה ומספר השכבה, על מנת לוודא שהחלק מודפס שטוח.
ב-SLA מלמטה למעלה, כיוון החלק מסובך יותר. עדיין יש צורך לתמוך בתולים וגשרים, אך הקריטריון המכריע ביותר הוא למזער את שטח החתך של כל שכבה. הכוח במהלך שלב הקילוף ינתק חלק מפלטפורמת הבנייה, וכוח זה הוא פרופורציונלי לשטח החתך של כל שכבה. אז כיוון החלק צריך להיות בזווית, והפחתת התמיכה אינה מהווה דאגה עיקרית.
סִלְסוּל
סלסול ב-SLA הוא הבעיה הגדולה ביותר הקשורה לדיוק החלקים, בדומה לעיוות FDM. במהלך תהליך ההתמצקות והריפוי, השרף יתכווץ מעט לאחר החשיפה למקור אור הלייזר. כאשר ההתכווצות גדולה מדי, הלחץ הפנימי בין שכבות חדשות לחומר שהתמצק קודם יגרום להתכרבלות חלקית.
הדבקת שכבה
לחלקי SLA יש תכונות מכניות איזוטרופיות, מקור הלייזר UC אינו מספיק לריפוי מלא של השרף הנוזלי, מעברי לייזר מאוחרים יותר יגדילו את השכבות הקודמות המוצקות לדרגה גבוהה.
בתהליך SLA, הריפוי ימשיך לאחר סיום תהליך ההדפסה. על מנת להשיג את המאפיינים המכניים הטובים ביותר, יש למקם חלקי SAL בקופסת ריפוי לאחר ריפוי עם אור UC חזק או טמפרטורה מוגברת. זה יגדיל את הקשיות והטמפרטורה של חלקי SLA, אך גם יהפוך אותו לשביר יותר.
חשיפה ממושכת של חלקי SLA לאור UV תשפיע לרעה על המאפיינים והמראה הפיזיים, דבר זה יגרום לחלקים מתפתלים, שבירים ושינוי צבע. לכן אנו ממליצים לרסס עם צבע אקרילי UV שקוף לפני השימוש.
חומרי SLA נפוצים
חומרים SLA הם בצורת שרף נוזלי, המערכת התעשייתית שלנו מספקת מגוון רחב של חומרים, על מנת לסייע למעצבים לשלוט במאפיינים המכניים של החלקים שלהם קרוב יותר. חומרי SLA שבירים יותר מחומרי FDM או SLA, ולכן הם אינם מתאימים לאבות טיפוס פונקציונליים תחת עומס משמעותי.
אנו מסכמים את היתרון והחסרון של שרפי SLA נפוצים.
| חוֹמֶר | מאפיינים | |
| יתרונות | חסרונות | |
| שרף סטנדרטי | גימור משטח חלק | שָׁבִיר |
| שרף שקוף | שָׁקוּף | לאחר עיבוד עבור פני השטח שקוף |
| שרף יציקה | אפר נמוך לאחר שחיקה יצירת תבנית עובש | |
| שרף קשיח או עמיד | תכונות מכניות דומות ל-ABS או PP | התנגדות תרמית נמוכה |
| שרף בטמפרטורה גבוהה | עמידות בטמפרטורה גבוהה | עלות גבוהה |
| שרף דנטלי | תואם ביולוגי עמידות גבוהה בפני שחיקה | עלות גבוהה |
| שרף דמוי גומי | חומר דמוי גומי | דיוק מימד נמוך |
לאחר עיבוד
משטח חלקי SLA ניתן לסיים בסטנדרטים שונים על ידי שונים שיטות עיבוד לאחר, כמו שיוף, ליטוש, ציפוי בהתזה וצביעה בשמן מינרלי. בדוק את העיבוד לאחר העיבוד של SLA כאן.
יתרונות SLA & מגבלות
יתרונות SLA:
- SLA מסוגל ליצור חלקים עם דיוק ממדי גבוה ופרטים מורכבים.
- SLA הוא רעיון עבור אבות טיפוס חזותיים, בגלל גימור המשטח החלק שלו.
- ל-SLA יש חומרים מיוחדים, כמו שרף שקוף, גמיש וניתן ליציקה.
מגבלות SLA:
- חלק SLA שביר, הוא לא מתאים לאבות טיפוס פונקציונליים.
- חלקי SLA המאפיינים המכניים והמראה החזותי יפגמו שעות נוספות לאחר חשיפה לאור השמש.
- תהליך SLA תמיד דורש מבנה תמיכה, העיבוד לאחר העיבוד נדרש כדי להסיר סימנים חזותיים על פני השטח.