


השחלת חלקים היא מרכיב חיוני בעבודות מתכת. היצרנים לא צריכים להתעלם מהחשיבות של שימוש בחוט עיבוד בפעולות שלהם. קיים מגוון רחב של מחברים ואביזרים זמינים בשוק העולמי, מה שמקשה יותר ויותר על זיהוי החוטים הנכונים ליישומים ספציפיים.
כדי למקסם את הרווחים, חשוב לבחון את טכנולוגיות השחלה השונות הזמינות. מאמר זה מספק מדריך בסיסי לעיבוד הברגה.
עיבוד חוטים בייצור חלקים
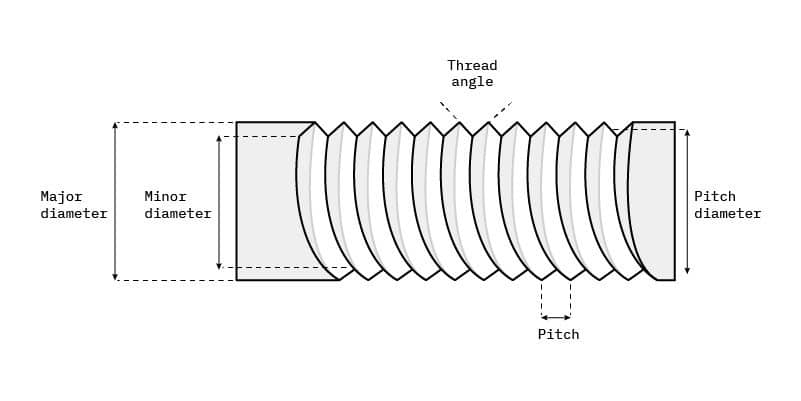
חוט הוא רכס סלילי רציף עם חתך אחיד על פני השטח של גליל או חרוט. זה ניתן לראות, או פנימי, על אום, או חיצוני, על בורג או א בְּרִיחַ.
מטרתו העיקרית היא ליצור קישור בין שני חפצים, כמו החלק העליון והמכסה של בקבוק מים, כדי ליצור אטימה שמונעת בריחת נוזלים. כאשר שני חלקים מחוברים בצורה זו, הם יכולים לשדר תנועה ולהשיג יתרונות מכניים. בעיבוד חוטים, חשוב להבין את המונחים הבאים:
- אגף: האגף הוא הקטע המחבר את הציצה לשורש ונמצא במישור צירי.
- שורש: השורש ממוקם בתחתית החוטים, והוא המשטח המצטרף לצלעות של צורות חוטים סמוכות.
- פסיעה: מדידת המרחק בין אזורים של חוטים תואמים לאורך קו מקביל נקראת פסיעה. הקוטר התיאורטי של גליל או קונוס מכונה קוטר המגרש.
- פסגה: פסגת החוט היא הנקודה הגבוהה ביותר של הפרופיל, האזור הרחוק ביותר מהקונוס או הגליל שבו מבצבץ החוט.
- זווית סליל: זווית סליל היא הזווית שנוצרת על ידי חוט ישר ביחס לציר החוט. אם החוט מחודד, זווית הסליל נקבעת לפי אזור הספירלה החרוטית של החוט.
סוגי חוטי עיבוד
קיימים סטנדרטים שונים בכל הנוגע לסיווג שרשורים. בדרך כלל, מחברים הם או חוטים מרווחים או בורג מכונה חוטים, בעוד שהנפוצים ביותר הם מאוחדים ומטריים.
כאן, נדון בשני הסוגים העיקריים של שרשורים: חוטים פנימיים וחיצוניים.
חוטים פנימיים
חוטים פנימיים, המכונים חוטים נקבים, מיוצרים באמצעות עיבוד שבבי עם כלי השחלה חד-שפתי או מכסה השחלה מסורתי, והתהליך מתרחש על משטחים קעורים בלבד. הצורך בהברגה פנימי מתעורר כאשר חומר העבודה מצריך החדרת ברגים, לשם כך משתמשים מכונאים ברזי יד או ברזי מכונה.

חוטים חיצוניים
מוכר גם בתור הברגה, הוא משמש בברגים, ברגים, חתיכים ומדדי תקע, ניתן ליצור עם מַחֲרָטָה, שזו שיטה יעילה ביותר. לחלופין, ניתן למקם תבנית עגולה במלאי קוביות קבוע ולהשתמש בהן לייצור החוט החיצוני באופן ידני. יתר על כן, זמינים גם מתלים משושה ומרובעים, ולעתים קרובות משתמשים בהם כאשר יש צורך בהשתלבות.

למידע נוסף על שלנו שירותי עיבוד שבבי בורג CNC
דרכים לשיפור היעילות של ייצור חוטים
1. קרא לעומקי חוטים על חורים עיוורים
חורים עיוורים הם חורים חסרי יכולת לעבור את כל עובי הדופן של רכיב. אם אתה מבקש חוט על חור עיוור, תמיד יש צורך לשים לב לעומק החוט.
2. לאמץ תקני תעשייה
שמירה על הסטנדרטים בתעשייה עבור הברגה יכולה להיות מאוד מועילה עבורך הן מבחינת זמן והן מבחינת עלות בכל הנוגע לתהליך הייצור. אם אתה יכול למצוא פתרון קיים, לרוב הוא יעיל יותר מאשר ליצור אחד בעצמך. מומלץ להשתמש בסוגים ובסדרות הסטנדרטיות ככל האפשר.
NPT ו BSP הם שני סוגים של חוטים שנמצאים בשימוש נפוץ גם באזורים מסוימים; עם זאת, ספקים בחו"ל מתקשים בכך לעתים קרובות מבלי שיש להם מומחיות מיוחדת. לפיכך, מומלץ לקבל תמיד החלטות עיצוביות שיאפשרו למספר הגדול ביותר של יצרנים להיות מסוגלים לספק את המוצר.
- גדלים נפוצים: רשימת האו"ם, רשימה מטרית
- סדרות נפוצות: UN (UNC ו-UNF), ו-Metric (M).
3. היו מודעים לגדלי החורים
בעת ייצור חלקים הכוללים רכיבי הברגה, אירוע הוא שגודל החוט שצוין לא נראה בהתאמה לגודל החור שהוא מיועד להתאים. זו יכולה להיות בעיה מכיוון שהיא יוצרת אי ודאות אם הבעיה נעוצה בגודל החוט או בקוטר החור. לפיכך, עליך לנקוט זהירות כדי לא להניח הנחות, והבלבול הזה יכול בסופו של דבר להוביל לעיכוב משמעותי בזמן הייצור, שייקח לפחות יום עד יומיים לפתור.
סוגי עיבוד חוטים/שיטות ייצור חוטים
קיימות גישות שונות לייצור הברגה, כאשר הטכניקה המתאימה ביותר נקבעת בהתאם למגוון גורמים כגון אילוצי זמן, תקציב, מידת הדיוק הנדרשת (או לא נדרשת), הציוד הזמין, עלות המוצר המשורשר. (תלוי בכמות החלקים שייווצרו) וכו'.
שיטות רבות ליצירת שרשורים הומצאו, כאשר כל האפשרויות והשיקולים יידונו להלן בפירוט.
שיטות חיסור
1. חיתוך חוט
חיתוך חוט משמש למגוון מטרות, כגון כאשר נדרש עומק חוט מלא, הכמות קטנה, החסר אינו מדויק במיוחד, יש צורך בהשחלה עד לכתף, יש להשחיל חוט מחודד, או החומר הוא שביר.
כרסום חוטים
כרסום חוטים הוא תהליך המשתמש בחותך כרסום מסתובב כדי ליצור נתיבי כלים סלילניים, משהו שסודר בעבר בצורה מכנית אך זה אפשרי כעת באמצעות שימוש נרחב במכונות CNC. שיטת השחלה זו מהירה יותר, עם פחות סיכון לשבירת הכלים, וניתן להשתמש בה ליצירת חוטים שמאליים וימניים עם אותו כלי. בנוסף, זוהי טכניקה עדיפה עבור חלקי עבודה גדולים ומסורבלים שאחרת היו דורשים הגדרה של סיבוב. כרסום חוטים משתמש בכלים מוצקים או ניתנים לאינדקס:
- חותכים מוצקים מוגבלים בדרך כלל לחורים הגדולים מ-6 מ"מ (0.24 אינץ'). כלי חיתוך חוטים מוצקים עשויים להיראות כמו ברזים, אבל אין להם חוט אחורי או מוביל-אין שיוף, המאפשר ליצור את החוטים באורך גובה אחד מהתחתית של חור עיוור.
- ניתן להשתמש בכלי חיתוך חוט פנימי הניתנים לאינדקס עבור חורים גדולים מ-12 מ"מ (0.47 אינץ'). כאשר התוסף מתבלה, ניתן להחליפו בקלות ובעלות חסכונית יותר. עם זאת, זמן המחזור הוא בדרך כלל ארוך יותר מאשר עם כלים מוצקים.
כרסום הברגה מציע יתרון על פני הברגה, אשר לא תייצר פרופיל חוט שלם עד להברגה השלישית.

למידע נוסף על שלנו כרסום CNC יכולות
מרגש
תהליך השחלה ו הִתעַמְלוּת חוטים פנימיים באמצעות מומחה כלי חיתוך על טחנת CNC היא חוויה מרגשת. כלי חיתוך זה כולל קצה בצורת מקדחה או טחנת קצה חיתוך מרכזי וגוף בעל צורה בצורת חוט, כמו גם צורת חותך נגדי ליד השוק. בתחילה, הכלי משמש כדי לצלול ולקדוח את החור, ולאחר מכן החוט עובר אינטרפולציה מעגלית באמצעות החותך המרובה.
על ידי שימוש בשיטה זו, ניתן להשלים את הקידוח, השיפוע וההשחלה של חור במחזור אחד, ומבטל את הצורך בכלי נפרד, מחזיק כלים והחלפת כלים. עם זאת, תהליך זה מוגבל לחורים בעומק שלא עולה על פי שלושה מקוטר הכלי.

למידע נוסף על שלנו קידוח CNC יכולות
השחלה חד נקודה
השחלה חד-נקודתית היא תהליך המשתמש בכלי חד-נקודתי כדי ליצור צורת הברגה על גליל או חרוט, חיצונית או פנימית. זה דורש סיבוב מדויק של חומר העבודה כדי לקבוע את ההובלה של החוט.
מכונות נפוצות המשמשות לתהליך זה כיום הן מחרטות מנוע ומחרטות CNC. מכונות CNC מסוגלות לעקוב אחר הקשר בין הכלי למיקום הציר, מה שהופך אותו למהיר וקל לתכנות.
למרות שניתן לבצע את כל ההברגה עם כלי חד-נקודתי, שיטות אחרות כגון השחלת קוביות, גלגול חוטים והקשה משמשות בדרך כלל כאשר יש צורך בנפח גבוה של חוטים או לצורך יעילות עלות. עם זאת, הברגה חד-נקודתית עשויה להיות מועדפת בנסיבות מסוימות, כגון אם יש צורך בהברגה מיוחדת או אם יש צורך בריכוזיות גבוהה עם תכונות חלק אחרות המעובדות בו-זמנית.
שיוף סליל (Punch Tap)
שיטה סלילנית פותחה כדי לצמצם את נתיב הכלים של הקשה. תהליך זה, שנראה דומה להקשה מסורתית אך עם תנועה מהירה יותר, דורש גיאומטריית כלי ונתיב כלים ספציפיים כדי להכניס ולהחזיר את החוט במהירות בחצי סיבוב בודד, ובכך להפחית את זמן המחזור וצריכת האנרגיה.
שיטה זו חסכונית עבור כל חורים שיכולים להכיל בבטחה את שני חריצי הסליל המהירים הקטנים שהיא משאירה מאחור, אשר ישימה ביישומים רבים ושונים.
מקיש ומת
גישה טיפוסית של השחלה היא חיתוך עם ברזים וקוביות. בהשוואה למקדחים, ברזים ידניים אינם נפטרים אוטומטית מהשבבים שהם מייצרים. לברז ידני אין את היכולת לחתוך את החוטים שלו בסיבוב אחד, מכיוון שהדבר יוצר שבבים ארוכים אשר תוקעים תוך זמן קצר את הברז ועלולים לגרום לו לשבר (בעיה המכונה "צפיפות").
לכן, במהלך חיתוך הברגה ידני, מומלץ לחתוך את ההברגות ב-1/2 עד 2/3 סיבוב (180-240 מעלות סיבוב) ולאחר מכן להפוך את הברז כ-1/6 סיבוב (60 מעלות) עד השבבים נשברים על ידי הקצוות האחוריים של החותכים. ייתכן שיהיה צורך להוציא את הברז מהחור מדי פעם כדי להסיר את השבבים, במיוחד בעת השחלת חור עיוור.
לפעולות הקשה מתמשכות, נעשה שימוש בנקודות ספירלה מיוחדות או ברזי "אקדח" כדי לגרש את השבבים ולמנוע צפיפות.
2. טחינת חוטים
טחינת חוטים היא תהליך עיבוד המשמש ליצירת חוטים מדויקים על חומרים קשים. זה נעשה במכונת שחיקה באמצעות גלגלי שחיקה מסותתים במיוחד, התואמים את צורת החוטים.
ישנם שלושה סוגים של טחינת חוט:
- השחזה מרכז עם הזנה צירית: השחזה מרכז עם הזנה צירית היא הנפוצה ביותר, ודומה לחיתוך חוטים על מחרטה.
- טחינת חוט הזנה מרכז: נעשה שימוש בגלגל שחיקה עם צלעות מרובות, ובשחיקת חוט ללא מרכז, החסר מוזנים בהופר לגלגלי השחזה.
- שחיקה ללא מרכז: קצב הייצור של השחזה ללא מרכז הוא בדרך כלל 60 עד 70 חתיכות לדקה עבור בורג מכוון באורך 0.5 אינץ' (13 מ"מ).
3. פיתול חוטים
בדרך כלל, חיתוך או השחזה של חוטים יבוצעו לאחר מכן עם חיתוך חוט על מנת להשיג את המרב דיוק מדויק וגימור פני השטח אפשרי. זהו הליך בחדר כלים המשמש כאשר דרגת הדיוק הגבוהה ביותר היא חיונית, בדרך כלל כלול רק עבור הברגים המובילים או הברגים הכדוריים של כלי מכונות מתוחכמים.
4. השחלה עם EDM
ניתן ליצור חלקים עם הברגה פנימית על ידי עיבוד פריקה חשמלית (EDM) לחומרים קשים עם שימוש במכונה מסוג שקע.
שיטות דפורמטיביות או טרנספורמטיביות
יציקת חוטים ויציקה
חוטים בחלקי מתכת יכולים להיווצר ישירות על ידי הגיאומטריה של חלל התבנית בתבנית או בתבנית, כאשר החומר מחומם לנוזל או מעורבב עם נוזל שיתייבש או ירפא. לאחר מכן ניתן לסיים את ההברגות בעיבוד שבבי או להשאיר אותם במצב יציקה, בהתאם ליישום.
זוהי השיטה העיקרית לייצור חוטים בייצור כיום, כאשר יצרני התבניות צריכים לדייק במשך מיליוני מחזורים. דוגמאות נפוצות לחוטי פלסטיק יצוקים הם בקבוקי סודה, בעוד שבלוטות כבלים הן דוגמאות נפוצות לחוטים יצוקים.
למידע נוסף על שלנו שירותי יציקה בהתאמה אישית
יצירת חוט וגלגול
יצירת חוטים וגלגול חוטים הן טכניקות המשמשות ליצירת ברגים במקום להשתמש בטכניקות חיתוך. תבנית גלגול חוט משמשת ללחיצת ריק ויצירת החוטים. תהליך זה יכול לשמש לייצור המוני מכיוון שהוא מסוגל לייצר עד חתיכה אחת בשנייה. בנוסף, נעשה שימוש בפחות חומר מכיוון שהגדלים הריקים יכולים להיות קטנים יותר מאלה לחיתוך חוטים; יש חיסכון פוטנציאלי בחומר של 15-20%.
יתר על כן, ניתן לזהות בקלות חוטים מגולגלים מכיוון שהם בעלי קוטר גדול יותר מהמוט הריק ממנו הם עשויים. אלא אם הם פונים כלפי חוץ, לחוטי הקצה של מחברים מגולגלים יש קצה כוסות מכיוון שעודפי החומר מתמוטט באופן שווה על קצה הריק.
| תיאור | תמונה | יישום |
| מתלים פלנטריים (גלגלת פלנטרית) |  | ברגי הנעה, ברגים בנפחים גבוהים וברגים מתכת |
| מתלים שטוחים (רולר שטוח) |  | מכונה, הקשה וברגי עץ |
| הזנה גלילית 2 מתנות |  | ברגים עם הברגה, ברגים גדולים או מאוזנים |
| הזנה גלילית 3 מתנות | 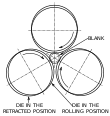 | מלאי בר הברגה, התאמת צינור, מצתים |
| קוטר חוט (ב.) | כּוֹכָבִי (חתיכות/דקה) | שטוח מת (חתיכות/דקה) | גְלִילִי (חתיכות/דקה) |
| 1/8 | 450 עד 2000 | 40 עד 500 | 75 עד 300 |
| 1/4 | 250 עד 1200 | 40 עד 400 | 60 עד 150 |
| 1/2 | 100 עד 400 | 25 עד 90 | 50 עד 100 |
| 3/4 | – | 20 עד 60 | 5 עד 10 |
| 1 | – | 15 עד 50 | 1 עד 50 |
שיטות תוספות
הדפסת תלת מימד, הידועה גם בשם ייצור תוסף, היא תהליך שמתחיל לתפוס אחיזה במסחור, כולל:
- דוגמנות הפקדה התמזגה (FDM)
- סינון לייזר סלקטיבי (SLS)
- התכת לייזר סלקטיבית (SLM)
- MultiJet Fusion (MJF)
- סטריאוליתוגרפיה (SLA)
- סינכרון לייזר מתכת ישיר (DMLS)
- התכת קרן אלקטרונים (EBM)
- קלסר Jetting
בעוד ששיטות אלו מוגבלות לרוב בתכונות החומר שהן יכולות ליצור ובגימורי השטח שהן יכולות לייצר, הן הופכות ליכולות יותר ויותר עם הזמן. כדוגמה להצלחה של ייצור תוסף עבור חלקים מושחלים, נעשה שימוש ב-SLS ו-SLM ליצירת שתלי טיטניום מושחלים לשימוש בהשתלות שיניים וברגי עצם.
למידע נוסף על שלנו שירותי הדפסת 3D
שילובים של שיטות שונות
שילוב של טכניקות מרובות כגון שיטות חיסור, הוספות, טרנספורמטיביות או דפורמטיביות לצורה חדשה משמשים לעתים קרובות בשילוב כדי להשיג תוצאות רצויות.
ניתן להתייחס גם לסוג זה של ייצור אב טיפוס מהיר, ייצור שולחני, ייצור ישיר, ייצור דיגיטלי ישיר, ייצור דיגיטלי, ייצור מיידי או ייצור לפי דרישה.
למידע נוסף על שלנו שירותי אבות טיפוס מהירים
טיפים לעיבוד חוט
שימוש מוצלח בטכנולוגיית חיתוך חוטים דורש יותר מאשר רק לדעת לחתוך חוטים. הנה כמה עצות עיצוב שיעזרו לך למקסם את היתרונות של טכנולוגיית חיתוך חוטים:
- הוספת שיפוע לקצוות חוטים חיצוניים תבטיח גימור טוב יותר.
- נקודת ההתחלה של חוט חייבת להיות בעלת משטח שטוח המיושר לציר המרכזי של החוט.
- עבור הברגים פנימיים, ניתן להשתמש בשקע הפוך כדי לספק גימור טוב יותר.
- חלקים צינוריים חייבים להיות בעלי עובי דופן מוגדל בעת יצירת חוט או חיתוך חוט עקב הלחץ.
- שימוש בגודל חוט סטנדרטי הוא חסכוני יותר מאשר שימוש בגודל חוט ייחודי.
- חוטים בגובה נמוך יותר עדיפים על חוטים בגובה גבוה יותר כאשר אין מפרט לגודל החוט.
סיכום
הביצוע המוצלח של יצירת חלקים באיכות מעולה מחייב הבנה מעמיקה של טכניקות הייצור. עיבוד חוטים, מרכיב חיוני בתהליך הייצור, עשוי להיות מאתגר מכיוון שהוא דורש מיומנויות מיוחדות וציוד מתקדם. למה לא לבצע מיקור חוץ של צרכי הייצור שלך עם ספק אמין? Runsom דיוק הוא הבחירה המושלמת עבור עיבוד מדויק עבור חוטים.
ב-Runsom Precision, לצוות המהנדסים שלנו יש כמות נרחבת של ידע בפרויקט CNC ומומחיות שנרכשה במשך עשור של ניסיון בתעשייה. אנו נותנים עדיפות לצרכי הלקוח שלנו כדי להבטיח שחלקי ההברגה שלנו יתאימו לציפיותיהם ויחזיקו מעמד בשימוש ממושך, תוך מתן שירותים איכותיים במחירים חסכוניים.
אם יש לך שאלות או רוצה העלה את קבצי העיצוב שלך כדי לקבל הצעת מחיר מיידית, אל תהססו פנה אלינו באמצעות המייל.
מאמרים נוספים שאתה עשוי להתעניין בהם:


